

АПП курсовик / 5551 АПП / Курсовой проект / Обработка на станках с ЧПУ / Сборник задач
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Санкт-Петербургский институт машиностроения (ЛМЗ-ВТУЗ)
А.М.Александров
ПРОГРАММИРОВАНИЕ ОБРАБОТКИ
НА СТАНКАХ С ЧПУ
(сборник задач)
Учебное пособие
Рекомендовано Учебно-методическим объединением по образованию в области автоматизации машиностроения (УМО АМ) в качестве учебного пособия для студентов высших учебных заведений, обучающихся по направлениям: «Конструкторскотехнологическое обеспечение машиностроительных производств», «Автоматизированные технологии и производства» и по специальностям «Технология машиностроения», «Металлорежущие станки и комплексы», «Автоматизация технологических процессов и производств в машиностроении.
Санкт-Петербург
2010
УДК 621.9.06 – 52
А.М.Александров Программирование обработки на станках с ЧПУ (сборник задач): Учебное
пособие. – СПб.: Изд-во ПИМаш, 2010. - 96 с.
В учебном пособии рассмотрены вопросы программирования на станках с ЧПУ для типовых схем обработки, включая токарную обработку, фрезерование и обработку отверстий на станках фрезерной группы.
Приведено 46 вариантов текстов программ, реализующих типовые схемы обработки. Все программы снабжены подробными комментариями и необходимыми технологическими разъяснениями.
Предназначено для студентов технологических специальностей, а также для специалистов в области эксплуатации станков с ЧПУ.
Ил.- 54, библ.- 4 назв.
Рецензенты: д.т.н., проф. В.В.Максаров (СЗТУ)
к.т.н. М.И.Тюхтяев (ОАО «Силовые машины»)
© Санкт-Петербургский институт машиностроения, 2010
3
Введение
Задачи, представленные в настоящем пособии, сгруппированы по основным видам технологических операций, которые выполняются на станках с ЧПУ:
-токарная обработка (раздел 1);
-фрезерование (раздел 2);
-обработка отверстий (раздел 3).
Решение задачи подразумевает выполнение необходимых технологических расчетов, подбор инструментов и составление управляющей программы (УП). При программировании следует руководствоваться общими требованиями стандарта ISO-7 bit с учетом особенностей конкретного станка и устройства числового программного управления (УЧПУ).
В общем случае УП включает следующие этапы:
-цикл смены инструмента;
-включение шпинделя и позиционирование инструмента в исходную точку (ИТ) обработки с установкой необходимых коррекций;
-обработка поверхности, включая движения на рабочей подаче и вспомогательные ходы;
-выключение шпинделя и позиционирование рабочих органов в исходное положение (ИП) или в позицию смены (ПС) инструмента.
Варианты решения задач для токарной обработки ориентированы на станок 16К20Ф3 с УЧПУ 2Р22 (раздел 4), а для фрезерования и для обработки отверстий – применительно к многооперационному станку 2202ВМФ4 с УЧПУ 2С42 (раздел 5).
При проведении практических занятий рекомендуется формировать индивидуальные задания, например путем умножения размеров, заданных
вусловиях задач, на масштабный коэффициент.
4
1. Токарная обработка
Задача 1. 1
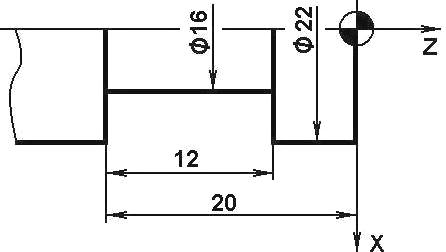
Точить канавку прямоугольной формы за несколько ходов с перекрытием LП = 1 мм (рис. 1.1). Пауза в конце рабочего хода 2 с.
Номер инструмента Т1. Ширина резца – 4 мм.
Материал заготовки – Сталь 45. Материал режущей части – твердый сплав Т15К6.
Рис. 1.1. Эскиз обработки прямоугольной канавки
Режим резания
Скорость резания |
Частота вращения шпинделя |
Рабочая подача |
||
V, м/мин |
|
n, об/мин |
SO, мм/об |
|
|
|
|
|
|
50 |
|
720 |
0.04 |
|
|
|
|
|
|
|
|
Текст программы |
|
|
|
|
|
||
Содержание кадра |
|
Содержание перехода |
||
|
|
|
||
N01 T1 S3 720 F0.04 |
|
Технологическая информация |
||
|
|
|
||
N02 X24 Z-20 E |
|
Выход в ИТ цикла L02 |
||
|
|
|
|
|
N03 L02 D2 X16 A11 P3 |
|
Цикл L02 |
|
|
|
|
|
||
N04 M02 |
|
Конец программы |
||
|
|
|
|
|
5
Задача 1. 2
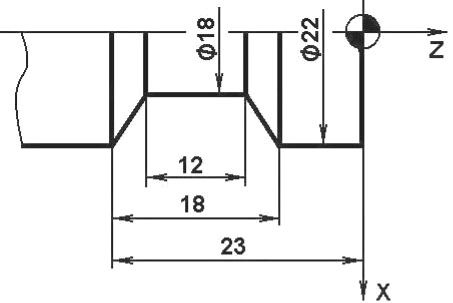
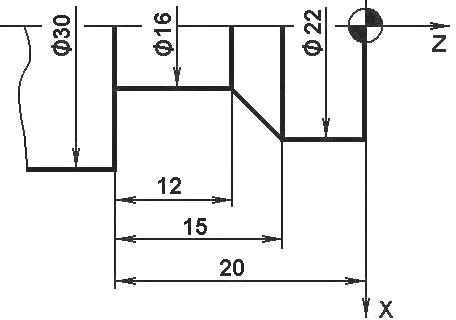
Точить канавку со скошенными краями за несколько ходов без перекрытия (рис. 1.2). Пауза в конце рабочего хода 1 с.
Номер инструмента Т1. Ширина резца – 4 мм. Материал заготовки – Сталь 45.
Материал режущей части – твердый сплав Т15К6.
Рис. 1.2. Эскиз обработки канавки со скошенными краями
Режим резания
Скорость резания |
Частота вращения шпинделя |
Рабочая подача |
||
V, м/мин |
|
n, об/мин |
SO, мм/об |
|
|
|
|
|
|
50 |
|
720 |
0.04 |
|
|
|
|
|
|
|
|
Текст программы |
|
|
|
|
|
||
Содержание кадра |
|
Содержание перехода |
||
|
|
|
||
N01 T1 S3 720 F0.04 |
|
Технологическая информация |
||
|
|
|
||
N02 X24 Z-20 E |
|
Выход в ИТ цикла L02 |
||
|
|
|
||
N03 L02 D1 X16 A12 P4 |
|
Прорезание центральной зоны |
||
|
|
|
||
N04 W3 Е |
|
Перемещение на правый край |
||
|
|
|
|
|
6
N05 X18 W-3 |
Обработка правого края |
|
|
N06 X24 E |
Отвод по оси Х |
|
|
N07 Z-23 E |
Перемещение на левый край |
|
|
N08 X18 W3 |
Обработка левого края |
|
|
N09 X24 E |
Отвод по оси Х |
|
|
N10 M02 |
Конец программы |
|
|
Задача 1. 3
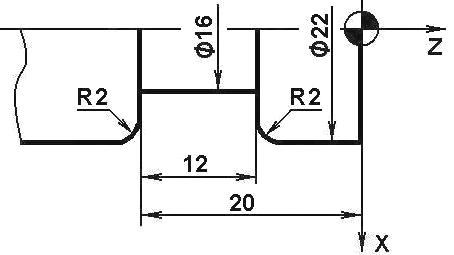
Точить канавку с закруглением у наружного диаметра за несколько ходов с перекрытием LП = 1 мм (рис. 1.3). Пауза в конце рабочего хода 2 с.
Номер инструмента – Т1. Ширина резца – 4 мм.
Материал заготовки – Сталь 45. Материал режущей части – твердый сплав Т15К6.
Рис. 1.3. Эскиз обработки канавки с закруглением у наружного диаметра
Режим резания
Скорость резания |
Частота вращения шпинделя |
Рабочая подача |
V, м/мин |
n, об/мин |
SO, мм/об |
|
|
|
50 |
720 |
0.04 |
|
|
|
7
|
Текст программы |
|
|
|
|
Содержание кадра |
|
Содержание перехода |
|
|
|
N01 T1 S3 720 F0.04 |
|
Технологическая информация |
|
|
|
N02 X24 Z-20 E |
|
Выход в ИТ цикла L02 |
|
|
|
N03 L02 D2 X16 A11 P3 |
|
Прорезание центральной зоны |
|
|
|
N04 W2 Е |
|
Перемещение на правый край |
|
|
|
N05 X22 |
|
Подвод по оси X |
|
|
|
N06 X18 W-2 R2 |
|
Обработка правого края |
|
|
|
N07 X16 |
|
То же |
|
|
|
N08 X24 E |
|
Отвод по оси Х |
|
|
|
N09 Z-22 E |
|
Перемещение на левый край |
|
|
|
N10 X22 |
|
Подвод по оси X |
|
|
|
N11 X18 W2 R-2 |
|
Обработка левого края |
|
|
|
N12 X16 |
|
То же |
|
|
|
N13 X24 E |
|
Отвод по оси Х |
|
|
|
N14 M02 |
|
Конец программы |
|
|
|
Задача 1. 4
Точить канавку с закруглением у наружного диаметра за несколько ходов без перекрытия (рис. 1.4). Пауза в конце рабочего хода 1 с.
Номер инструмента – Т1. Ширина резца – 4 мм.
Материал заготовки – Сталь 45. Материал режущей части – твердый сплав Т15К6.
Режим резания
Скорость резания |
Частота вращения шпинделя |
Рабочая подача |
V, м/мин |
n, об/мин |
SO, мм/об |
|
|
|
50 |
720 |
0.04 |
|
|
|
8
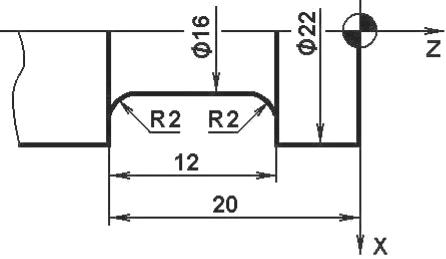
Рис. 1.4. Эскиз обработки канавки с закруглением у внутреннего диаметра
Текст программы
Содержание кадра |
Содержание перехода |
|
|
N01 T1 S3 720 F0.04 |
Технологическая информация |
|
|
N02 X24 Z-18 E |
Выход в ИТ цикла L02 |
|
|
N03 L02 D1 X16 A8 P4 |
Прорезание центральной зоны |
|
|
N04 W2 Е |
Перемещение на правый край |
|
|
N05 X18 |
Обработка правого края |
|
|
N06 X16 W-2 R-2 |
То же |
|
|
N07 X24 E |
Отвод по оси Х |
|
|
N08 Z-20 E |
Перемещение на левый край |
|
|
N09 X18 |
Обработка левого края |
|
|
N10 X16 W2 R2 |
То же |
|
|
N11 X24 E |
Отвод по оси Х |
|
|
N12 M02 |
Конец программы |
|
|
Задача 1. 5
Точить канавку с подрезкой левого торца за несколько ходов без перекрытия (рис. 1.5). Пауза в конце рабочего хода 2 с.
Номер инструмента – Т1. Ширина резца – 4 мм.
9
Материал заготовки – Сталь 45. Материал режущей части – твердый сплав Т15К6.
Рис. 1.5. Эскиз обработки канавки с подрезкой левого торца
Режим резания
Скорость резания |
Частота вращения шпинделя |
|
Рабочая подача |
||
V, м/мин |
|
n, об/мин |
|
SO, мм/об |
|
|
|
|
|
|
|
50 |
|
530 |
|
0.04 |
|
|
|
|
|
|
|
|
|
Текст программы |
|
||
|
|
|
|||
Содержание кадра |
|
Содержание перехода |
|||
|
|
|
|
||
N01 T1 S3 530 F0.04 |
|
|
Технологическая информация |
||
|
|
|
|
||
N02 X32 Z-20 E |
|
|
Подвод к заготовке |
||
|
|
|
|
|
|
N03 X24 |
|
|
ИТ цикла L02 |
|
|
|
|
|
|||
N04 L02 D2 X16 A12 P4 |
|
Прорезание центральной зоны |
|||
|
|
|
|
||
N05 W3 Е |
|
|
Перемещение на правый край |
||
|
|
|
|
||
N06 X16 W-3 |
|
|
Обработка правого края |
||
|
|
|
|
|
|
N07 X24 E |
|
|
Отвод по оси Х |
|
|
|
|
|
|
|
|
N08 M02 |
|
|
Конец программы |
|
|
|
|
|
|
|
|
10
Задача 1. 6
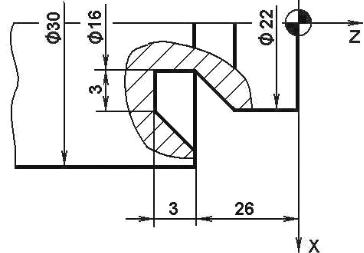
Точить угловую канавку за один ход (рис. 1.6). Пауза в конце рабочего хода 2 с.
Номер инструмента – Т1. Ширина резца – 4,2 мм.
Материал заготовки – Сталь 45. Материал режущей части – твердый сплав Т15К6.
Рис. 1.6. Эскиз обработки угловой канавки Режим резания
Скорость резания |
Частота вращения шпинделя |
|
Рабочая подача |
||
V, м/мин |
|
n, об/мин |
|
SO, мм/об |
|
|
|
|
|
|
|
50 |
|
720 |
|
0.04 |
|
|
|
|
|
|
|
|
|
Текст программы |
|
||
|
|
|
|||
Содержание кадра |
|
Содержание перехода |
|||
|
|
|
|||
N01 T1 S3 720 F0.04 |
|
Технологическая информация |
|||
|
|
|
|||
N02 X24 Z-25 E |
|
Подвод к заготовке |
|||
|
|
|
|
||
N03 X16 Z-29 |
|
Точение канавки |
|
||
|
|
|
|
||
N04 D2 |
|
Пауза |
|
||
|
|
|
|
||
N05 X24 Z-25 |
|
Выход из канавки |
|
||
|
|
|
|
||
N06 M02 |
|
Конец программы |
|
||
|
|
|
|
|
|
11