

АПП курсовик / 5551 АПП / Курсовой проект / Обработка на станках с ЧПУ / Сборник задач
.pdfРис.3.7. Эскиз сверления четырех отверстий с помощью стандартных циклов G81 и G82
Режим резания
Скорость резания |
Частота вращения |
Рабочая подача |
|
V, м/мин |
шпинделя n, об/мин |
|
|
S0, мм/об |
SМИН, мм/мин |
||
|
|
|
|
25 |
800 |
0,18 |
145 |
|
|
|
|
Параметры цикла G81 (для отверстий 1 и 2):
-рабочий уровень Z = -40 – l п = -40 – 5 = -45 мм;
-безопасный уровень А = -20 + lб = -18 мм;
-уровень отвода В = -20 + lотв = -10 мм. Параметры цикла G82 (для отверстий 3 и 4):
-рабочий уровень Z = -30 мм;
-безопасный уровень А = 0 + lб = 2 мм;
-уровень отвода В = 0 + lотв = 10 мм;
-пауза в конце рабочего хода U = 20 (с размерностью 0,1 с).
|
Текст программы |
|
|
|
|
Содержание кадра |
|
Содержание перехода |
|
|
|
N01 T1 |
|
Поиск инструмента |
|
|
|
N02 L94 |
|
Смена инструмента |
|
|
|
N03 G90 G00 X15 Y50 |
|
Выход в центр 1-го отверстия |
|
|
|
72

N04 G43 D31 Z10 S800 F145 M08 |
Подвод по оси Z с охлаждением |
|
|
N05 G81 Z-45 A-18 B-10 |
Сверление 1-го отверстия |
|
|
N06 X50 B10 |
Сверление 2-го отверстия (со сменой B) |
|
|
N07 G82 Y20 A2 U20 |
Сверление 3-го отверстия |
|
|
N08 X15 |
Сверление 4-го отверстия |
|
|
N09 G80 |
Отмена стандартного цикла |
|
|
N10 G00 D00 Z300 M05 M09 |
Отход по оси Z |
|
|
N11 G29 |
Выход в нуль станка |
|
|
N12 M02 |
Конец программы |
|
|
Задача 3.8
Сверлить два отверстия d = 20 мм с использованием цикла G81 и зенковать два углубления d = 40 мм с использованием цикла G82 (рис. 3.8).
Номера инструментов: сверло – Т1; цилиндрическая зенковка – Т2. Номера корректоров на длину – D31, D32.
Материал заготовки – Сталь 45. Материал режущей части обоих инструментов – быстрорежущая сталь Р6М5.
Безопасное расстояние lб = 2 мм. Расстояние для отвода lотв = 10 мм.
Рис.3.8. Эскиз сверления и зенкования двух отверстий с помощью стандартных циклов G81 и G82
73
Режим резания
Номер |
Скорость |
Частота вращения |
Рабочая подача |
|
инструмента |
резания |
шпинделя |
|
|
S0, |
SМИН, |
|||
|
V, м/мин |
n, об/мин |
мм/об |
мм/мин |
|
|
|
|
|
Т1 |
20 |
320 |
0,3 |
100 |
|
|
|
|
|
Т2 |
20 |
160 |
0,2 |
30 |
|
|
|
|
|
Параметры цикла G81 (для сверления):
-рабочий уровень Z = -30 – l п = -30 – 8 = -38 мм;
-безопасный уровень А = 0 + lб = 2 мм;
-уровень отвода В = 0 + lотв = 10 мм. Параметры цикла G82 (для зенкования):
-рабочий уровень Z = -15 мм;
-безопасный уровень А = 0 + lб = 2 мм;
-уровень отвода В = 0 + lотв = 10 мм;
-пауза в конце рабочего хода U = 20 (с размерностью 0,1 с).
Текст программы
Содержание кадра |
Содержание перехода |
|
|
N01 T1 |
Поиск 1-го инструмента |
|
|
N02 L94 |
Смена инструмента |
|
|
N03 T2 |
Поиск 2-го инструмента |
|
|
N04 G90 G43 D31 Z10 S320 F145 M08 |
Подвод по оси Z с охлаждением |
|
|
N05 G81 X30 Y35 Z-38 A2 B10 |
Сверление 1-го отверстия |
|
|
N06 X80 |
Сверление 2-го отверстия |
|
|
N07 G80 |
Отмена стандартного цикла |
|
|
N08 G00 D00 Z300 M09 |
Отход по оси Z |
|
|
N09 L94 |
Смена инструмента |
|
|
74

N10G90 G43 D31 Z10 S160 F30 M08 |
Подвод по оси Z с охлаждением |
|
|
N11 G82 Z-15 A2 B10 |
Включение цикла G82 |
|
|
N12 Q06-07 H1 |
Повтор кадров N06-N07 |
|
|
N13 G00 D00 Z300 M05 M09 |
Отход по оси Z |
|
|
N14 G29 |
Выход в нуль станка |
|
|
N15 M02 |
Конец программы |
|
|
Задача 3.9
Нарезать резьбу М10 (с крупным шагом 1,5 мм) в четырех отверстиях с предварительным центрованием и сверлением (рис. 3.9).
Номера инструментов: центровочное сверло (диаметром 16 мм) – Т1;
сверло под нарезание резьбы (диаметром 8,5 мм) |
– Т2; метчик М10 (с |
длиной конической части lк = 5 мм) – Т3. |
|
Номера корректоров на длину – D31, D32, D32. |
Материал заготовки – |
Сталь 45. |
|
Материал режущей части всех инструментов – |
быстрорежущая сталь |
Р6М5. |
|
Безопасное расстояние lб = 2 мм. Расстояние для отвода lотв = 10 мм.
Рис.3.9. Эскиз нарезания резьбы в четырех отверстиях с предварительным центрованием и сверлением
75
Режим резания
Номер |
Скорость |
Частота вращения |
Рабочая подача |
|
инструмента |
резания |
шпинделя |
|
|
S0, |
SМИН, |
|||
|
V, м/мин |
n, об/мин |
мм/об |
мм/мин |
|
|
|
|
|
Т1 |
22 |
440 |
0,25 |
100 |
|
|
|
|
|
Т2 |
28 |
1040 |
0,15 |
160 |
|
|
|
|
|
Т3 |
4,6 |
170 |
1,5 |
255 |
|
|
|
|
|
Параметры цикла G82 (для центрования):
-рабочий уровень Z = -5,3 мм1;
-безопасный уровень А = 0 + lб = 2 мм;
-уровень отвода В = 0 + lотв = 10 мм;
-пауза в конце рабочего хода U = 20 (с размерностью 0,1 с).
Параметры цикла G83 (для глубокого сверления):
-рабочий уровень Z = -30 – l п = -30 -5 = -35 мм;
-безопасный уровень А = 0 + lб = 2 мм;
-уровень отвода В = 0 + lотв = 10 мм;
-глубина одного сверления С = 20 мм.
Параметры цикла G84 (для нарезания резьбы метчиком):
-рабочий уровень Z = -30 – l п = -30 -7 = -37 мм
-безопасный уровень А = 0 + lб = 2 мм;
-уровень отвода В = 0 + lотв = 10 мм.
Текст программы
Содержание кадра |
Содержание перехода |
|
|
|
|
N01 T1 |
Поиск 1-го инструмента |
|
|
|
|
N02 L94 |
Смена инструмента |
|
|
|
|
N03 T2 |
Поиск 2-го инструмента |
|
|
|
|
|
|
|
1 Для центровочных сверл с 2φ = 90° глубина центрования равна половине диаметра будущей фаски (в данном примере – 5,3 мм.)
76
N04 G90 G43 D31 Z10 S440 F100 M08 |
Подвод по оси Z с охлаждением |
|
|
N05 G82 X15 Y20 Z-5.3 A2 B10 |
Обработка 1-го отверстия |
|
|
N06 X55 |
Обработка 2-го отверстия |
|
|
N07 Y50 |
Обработка 3-го отверстия |
|
|
N08 X15 |
Обработка 4-го отверстия |
|
|
N09 G80 |
Отмена стандартного цикла |
|
|
N10G00 D00 Z300 M09 |
Отход по оси Z |
|
|
N11 L94 |
Смена инструмента |
|
|
N12 T3 |
Поиск 3-го инструмента |
|
|
N13 G90 G43 D31 Z10 S1040 F160 M08 |
Подвод по оси Z с охлаждением |
|
|
N14 G83 X15 Y20 Z-35 A2 B10 C20 |
Обработка 1-го отверстия |
|
|
N15 Q06-09 H1 |
Повтор кадров N06-N09 |
|
|
N16 G00 D00 Z300 M09 |
Отход по оси Z |
|
|
N17 L94 |
Смена инструмента |
|
|
N18 G90 G43 D31 Z10 S170 F255 M08 |
Подвод по оси Z с охлаждением |
|
|
N19 G84 X15 Y20 Z-37 A2 B10 |
Обработка 1-го отверстия |
|
|
N20 Q06-09 H1 |
Повтор кадров N06-N09 |
|
|
N21 G00 D00 Z300 M05 M09 |
Отход по оси Z |
|
|
N22 G29 |
Выход в нуль станка |
|
|
N23 M02 |
Конец программы |
|
|
Задача 3.10
Расточить четыре отверстия d =30 мм с использованием стандартного цикла G86 в двух позициях стола с поворотом на 180° ( рис. 3.10).
Номер инструмента – Т1. Номер корректора на длину – D31. Материал заготовки – Сталь 45. Материал режущей части – твердый
сплав Т15К6.
Безопасное расстояние lб = 2 мм. Расстояние для отвода lотв = 10 мм.
77

Рис.3.10. Эскиз растачивания четырех отверстий с поворотом стола на180°
Режим резания
Скорость резания |
Частота вращения |
Рабочая подача |
|
V, м/мин |
шпинделя n, об/мин |
|
|
S0, мм/об |
SМИН, мм/мин |
||
|
|
|
|
100 |
1060 |
0,2 |
210 |
|
|
|
|
Врассматриваемом примере нуль станка М совпадает с осью вращения стола. В плоскости XZ (вид сверху) заготовка базируется в координатный угол, образованный тремя опорами.
Впринципе можно совместить нуль программы с нулем станка М путем выверки приспособления, сделав эти опоры регулируемыми. Однако это усложнит конструкцию приспособления и увеличит время технологической наладки станка.
На практике в таких случаях нуль программы совмещают с вершиной координатного угла, выполняя его привязку (точки W1, W2) отдельно для каждой позиции стола [1].
78

Смещения X01, Z01 и X02, Z02 нулей программы W1 и W2 относительно нуля станка М для каждой позиции стола записывают в специальные ячейки памяти УЧПУ. Вызов предварительно записанных смещений для пересчета размеров, заданных в программе, к станочной системе координат выполняют с помощью команд G71 – G75 1.
В данном примере достаточно двух команд, например G71 (для вызова смещений X01, Z01) и G72 (для вызова смещений X02, Z02).
Параметры цикла G86 для позиции 1:
-рабочий уровень Z = -40 – l б = 38 мм;
-безопасный уровень А = 50 + lб = 52 мм;
-уровень отвода В = 50 + lотв = 60 мм. Параметры цикла G86 для позиции 2:
-рабочий уровень Z = -10 – l б = -10 -12 = -12 мм;
-безопасный уровень А = 0 + lб = 2 мм;
-уровень отвода В = 0 + lотв = 10 мм.
Текст программы |
|
|
|
Содержание кадра |
Содержание перехода |
|
|
N01 B0 |
Поворот стола в позицию 1 |
|
|
N02 M95 |
Зажим стола |
|
|
N03 T1 |
Поиск инструмента |
|
|
N04 L94 |
Смена инструмента |
|
|
N05 G71 G90 G00 X30 Y30 |
Выход в центр 1-го отверстия |
|
|
N06 G43 D31 Z60 S1060 F210 |
Подвод по оси Z |
|
|
N07 G86 Z38 A52 B60 |
Растачивание 1-го отверстия |
|
|
N08 X70 |
Растачивание 2-го отверстия |
|
|
N09 G80 |
Отмена стандартного цикла |
|
|
N10 G00 D00 Z300 |
Отход по оси Z |
|
|
1 По стандарту ISO-7 bit применяют функции G54 – G59.
79
N11 G29 |
Выход в нуль станка |
|
|
N12 B180 |
Поворот стола в позицию 2 |
|
|
N13 M95 |
Зажим стола |
|
|
N14 G72 G90 G00 X-30 Y30 |
Выход в центр 3-го отверстия |
|
|
N15 G43 D31 Z10 |
Подвод по оси Z |
|
|
N16 G86 Z-12 A2 B10 |
Растачивание 3-го отверстия |
|
|
N17 X-70 |
Растачивание 4-го отверстия |
|
|
N18 G80 |
Отмена стандартного цикла |
|
|
N19 G00 D00 Z300 M05 |
Отход по оси Z |
|
|
N20 G29 |
Выход в нуль станка |
|
|
N12 M02 |
Конец программы |
|
|
4. Токарный станок 16К20Ф3 с УЧПУ 2Р22
Станок 16К20Ф3 с УЧПУ 2Р22 предназначен для токарной обработки «тел вращения» (в патроне и в центрах) с экономической точностью обработки по 9 квалитету с шероховатостью RA 2,5. Предельно достижимые параметры – 8 квалитет с шероховатостью RA 1,6.
Технологические возможности станка и особенности программирования для УЧПУ 2Р22 подробно рассмотрены в [2, 3]. Общий вид станка показан на рис. 4.1, а его основные технические характеристики приведены в табл. 4.1.
На шпинделе установлен патрон 3. Для более полного использования мощности привода шпинделя предусмотрена коробка скоростей с ручным переключением диапазонов рукояткой 2. На суппорте смонтирована револьверная головка 4 с горизонтальной осью вращения. Для обработки валов с поджимом задним центром применяют заднюю бабку с рукояткой 11 наладочного перемещения каретки и рукояткой 10 ее ручного зажима, а также с рукояткой 8 ручного зажима пиноли.
80
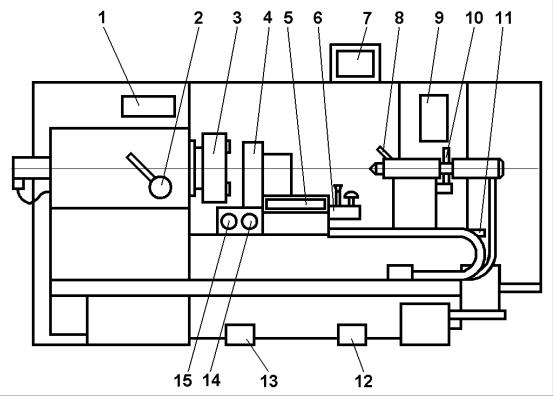
Рис. 4.1. Общий вид станка 16К20Ф3 с УЧПУ 2Р22
Из органов управления следует выделить пульт УЧПУ 5, дисплей 7, следящие штурвалы поперечного 14 и продольного 15 перемещения, панель ручного управления 6 с джойстиком и ладонной кнопкой аварийного останова, панель управления электроавтоматикой 1 и панель управления приводами 9. Зажим и разжим заготовки производится с помощью сдвоенных педалей 12 (зажим пиноли) и 13 (зажим патрона).
Таблица 4.1 Технические характеристики станка 16К20Ф3 с УЧПУ 2Р22
Характеристика |
Значение |
Наибольший диаметр обрабатываемой детали, мм: |
|
при установке над станиной |
400 |
при установке над суппортом |
220 |
Наибольшая длина обработки, мм |
1000 |
Частота вращения шпинделя, об/мин: |
|
1-й диапазон |
12…318 |
2-й диапазон |
30…875 |
3-й диапазон |
80…2188 |
81