

Технология получ тканного препрега:
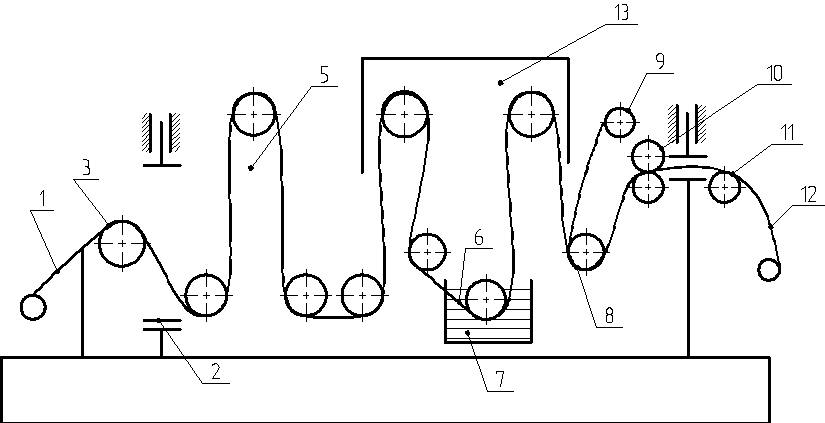
1-разматывающее устр-во.
2-зажимное устр-во. 3-рулон сухой ткани. 4-мез-м соед ткани. 5-накопитель ткани. 6-про-питочный ролик. 7-пропиточ ванна. 8-валки тенучие. 9-разделит-я пленка. 10-валки подающие. 11-рулон препрега. 12-приемное устр-во. 13-сушильная камера. В завис-сти от АРМ ткани сущ-ют след модели установок: УПСТ-300(для ткани шириной 300мм) прим для пропитки угл ткани; - УПСТ-1000М для пропитки стеклоткани, ткани СВМ до 1000мм
УПСТ 1200. На установках выполняются след операции: 1 соед-е концов непропитанной ткани: 2 подсушка ткани (удаление влаги): 3 пропитка ткани: 4сушка пропитанной ткани (удал-е растворителя из препрега): 5намотка пропитанной ткани и разделит пленки.
Осн процессы в пропитачной ванне: В ванне под действием капиллярных сил полимерное связ-е прникает в АРМ наполнитель. Для обесп-я заданного соотнош-я полимерное связ-е – наполнитель регулируется в процессе пропитки 2 параметра: - температура связующего (20+-2С); уровень полимерного связующего кот поддержив-ся с помощью подпитки.
Сушильная камера: В суш камере при температуре 60-70 С удаляется раствор-ль, липкость препрега уменьшается, становится более технологичным. Суш камера имеет 3 зоны (каналы).
ТП пропитки тканей и лент: 1. подготовка установки к работе: а)обслуж-е в соответствии с инструкцией по эксплуатации, б)установка рулона с непропитанным наполнителем, в)протяжка ткани по элементам тканепривода с помощью заправоч-о полотна, г)установка на приборах необход режимов температур. д)устан-ка зазора между отжимными валиками, е) вкл вентиляции и нагревателей сушильной камеры, ж)заливка связ-х, уровень связующего на 20-30 мм в пропитачной ванне ↑положения пропитачного валка. 2 Пробная пропитка наполнителя: а) опр-е массы наполнителя непропитанного, для этого вырезают образец 100*200 из него вырезается 3 образца 50*50 и взвешивают. Б) опр суммарного наноса связующего и летучих веществ. Препрег хар-ся сод-ем связующего, лет веществ, и сод-ем растворимой смолы. 3 Пропитка наполнителя. 4 Окончание работы.
15 Расчет ск-сти пропитки. ∆Р кап=∆Ргидр+∆Ртр ,Ркап-напор создаваемый капиллярными силами, Ртр-сила трения, Ргидр-сила тяжести или гидростат напор. ∆Ркап=Sуд*σ*cosΞ? Sуд-пл-дь поверхности ед-цы объема АРМ наполнителя, σ-поверхностное натяжение поверхности АРМ наполнителя, Ξ-краевой угол смачивания. ∆Ргидр=ε*ρ*g*h, ε-пористость АРМ наполнителя, ρ-плотность полимер связующего, g=9.8, h- половина толщины АРМ наполнителя, ∆Ртр=Sуд2/2 ε)*h*η*(dh/dτ), η-вязкость полимер связующего. Vn=lв/τ, lв-длина АРМ наполнителя находящ-ся в ванне, τ-время, Vn-скорость пропитки. Решая 3 уравнения , опр-м время пропитки.
16 Пар-ры препрега. В процессе пропитки вырезаются образцы в 3х местах по ширине ткани р-ром 60-80мм, в начале, в середине, в конце и взвешиваются на аналит весах. Расчит-ся суммарное сод-е связующего и лет веществ. Дальше образцы передаются в лабораторию для опр-я раздельного сод-я связующего и лет веществ. Для этого образцы помещают в подвешаном состоянии в сушильный шкаф и выдерживают при температуре 160+-5С в теч 10 мин охлаждают в эксикаторе и взвешивают. При настройке ТП важным пар-ром препрега яв-ся сод-е растворимой смолы, т.е. степень неполимеризации связующего, она д.б. не менее 95%. При меньшем содержании раствор-й смолы св-е теряет свою текучесть. Одной из важнейших характеристик препрега яв-ся его липкость Липкостью хар-ся способность препрегов образовывать с тв-ой поверхностью связь. Она хар-ся усилием , кот необход приложить для того чтобы отделить препрег от тв-ой поверхности.
Технология получения препрега из расплава полимерного связующего: Осн положит-ый эффект получ менее пористого КМ и более высокие физико-мех свойства. 1 Исходная пропитанная ткань 2 нагреватель (100-110С) 3 ванна с полимерным связ-м 4 нагреваемые ролики 5 вакуумная камера 6 охладитель. Под воздействием внеш давл-я расплав-е св-е проникают в ткань. Условия хранения препрега: После изгот препрег сразу помещают в герметич полиэтилен пакет, т.к. хранение без пакета приводит к потере лет веществ и насыщению влагой. Дальше препрег в упакованном виде хран-ся в холод камере. Хран при комнатной температуре приводит к снижению срока годности. В процессе хранения в препреге происходит самопроизвольная полимеризация и если степень превышает 5% (сод свмолы< 95%) препрег становится непригодным.
Методы формирования констр-ции из ПКМ: Методы разнообразны и зависят от назначения констр-ции, состава связующего и габаритов констр-и. 1 Контактное формование, 2Прессование, 3Формование с помощью эласт оболочки(диафрагма), 4 пропитка под давлением, 5 Намотка.
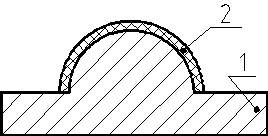
Контактное формование: прим-ся для изгот несиловых дет-й и узлов; форма изгот по внутр обводам изделия (позитив форма) или по внеш поверхностям(негатив форма). Уплот-е достиг-ся прокаткой роликов, прим-ся св-щее холодного отверждения, процесс укладки повторяется необход число раз, до получ нужной толщины, кот опроцесся числом слоев наполнителя.
|
|
|
|
|
|
|
|
|

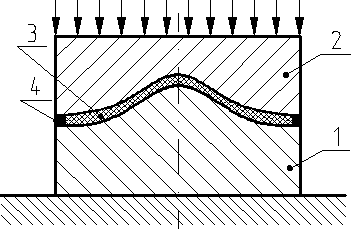
ПРЕССОВАНИЕ: прим для деталей упрощенной формы и сравнительно небольших габаритов. Осущ в прессформе на гдравл-х прессах. Размер деталей ограничи-вается габаритом раб части стола пресса. Толщина издя опроцесся величиной фиксированого зазора между пуансонм и матрицей. Кол-во слоев назнач-ся заранее. Этот метод позвол получить детали с гладкой поверхностью и ↑физико-мех свойствами.
-
Пуансон;
-
Матрица;
-
Формуемое изделие;
-
ограничитель зазора.
ДИАФРАГМА: самый распростр способ, формиров-е произв-ся с помощью негатив или позитив форм, на кот после адгезион обработки выклад предворит раскроенная ткань или лента, уклад-ся эласт оболочка, производ ее герметиз-я по периметру и осуществляется отверждение связующего при зад термическом режиме и избыточном давлении. Давл-е может созд-ся путем вакуумирования и в автоклавах. Диафрагма д.б. герметичной. Диафрагма прижим-ся за счет перепада давления, при обжатии на мешке обр-ся складки=> перед-ся на деталь, поэтому это надо учитывать. С помощью компрессора созд-ся давление=>вакуум=>прижим.
ПОД ДАВЛЕНИЕМ: позвол закладывать в подготовлен форму из пуансона и матрицы супой, АРМ напол-ль.Он в виде стеклоткани, рублен-е волокна(50-70мм), стклотрико-тажа. Давл-едля пропитки заполнителя созд-ся вакуумированием или нагнетением связующего в форму. Возможно сочет-е вакуумир-я и нагнетания, для ↑V пропитки и ↑качества пропитки. Отвержд-е связующего дел-ся в термошкафу или непосредственно нагревом в установке. Достоинство метода-↑точность обводов, отсутствие пор, ↑степень герметичности. Недостаток- дорогостоящая оснастка.
НАМОТКА изд из ПКМ, форма кот опроцесся вращением произвольных образующих, может быть изготовлены намоткой нитей, лент, тканей пропитанных св-им, на оправку соответств формы. Наиб оаспространена тканев намотка, продольно-попереч, непрерыв, геодезичная- оспольз-ся для изгот конич отсеков, сосудов ↑давления, сферич-е, цилиндр-й формы. Сущ намотка с переменным углом намотки. Намотка м. осущ методом сухой или мокрой намотки. Сухая-намотка с предворит наполнителем(препрегом). Мокрая-намотка с наполнит-ем непосредственно с пропитыванием при намотке. Метод сухой намотки использ-ся чаще, т.к. возможна предворит проверка качества материала. Недостаток – затраты на пропитывающие устр-ва.
Тех-я изгот констр из ПКМ ручной укладкой и формованием герметич эласт оболочек: ТП сост из осн операций: 1 пригот связующего, 2 подгот АРМ наполнит, 3 пропитка АРМ наполнит (изгот препрега), 4 подгот оснастки, 5 выкладка и раскрой,6 вакуумавтоклавное или вакуумформовочное охлаждение и термообработка изд, 7 мех обр, 8 контроль качества и свойств изд, 9 сборка склейка, 10 нанесение защитных покрытий. При формовании изд методом ручн укладки предусматр-ся укладка вручную при комнатной температуре бесформ-го материала на негативн. Затем после нагревания до зад температуры, выдержки под давл-ем, происходит отвержд материала. Он преобретает очерт формы. Этим методом м. изгот очень сложн констр, ↑размеров; констр кот невозможно изгот из Ме. Данная технология отлич-ся универсальностью. В констр изд-й могут прим-ся заклад элементы, кот приформируются к слоям препрега. Данная технология позвол получить 3х слойные констр-ии(сотовые констр). НЕДОСТАТКИ МЕТОДА ↑затраты ручн труда(гл недостаток);↓производит-ть, качество изд зависит от квалификации формовщика, изд имеет глад поверхность только с одной стороны(стороны оснастки), поэтому в чеотежах указ-ся от какой поверхности формовать констр-ю(от поверхности теорет контура). Для совершенствования метода существует опред путь связанный с прим-м средств частичной механизации отдельных операций. Ручн укладка заключается в послойном наборе пакета из заранее раскроенных заготовок в соответствии со схемой выкладки. Препрег разрез-ся на загот-ки в соответствии с треб чертежа, спомощью ножниц, ножей. Раскрой препрега производ вместе с разделит пленкой, кот снимается перед выкладкой. При раскрое учит-т задан в чертеже схему выкладки слоев, кот предусматр опр углы направл основы ткани и ленты. В констр прим-ся углы выкладки: 0-900. Углы могут задаватся в виде спец схемы кодир-я.
Исп-ся послед-сть чисел, каждая из кот задает угол выкладки, а нижний индекс показ кол-во слоев. Препреги из стеклоткани и СВМ обрезаются с двух сторон по кромкам вдоль основы для устранения местных натяжений при выклейке. Ткани СВМ вырез по схеме армирования с припуском 15-20мм. Препреги из стеклоткани, уклад-т меняя напр-е под углами 0-900, если не указано иначе. При изгот совр констр-й выкладку начинают с жертвенного слоя- ткань из ловсана, кот уклад-ся на оснастку. При выкладке производят выравнивание слоев фторопластовым шпателем. Кажд слой тщат-но разглаживают и прикатывают. Складки и пузырьки не допускаются, при выклейке слож криволинейных деталей допуск-ся разрезать складки вдоль с послед-ей укладкой и в нахлест10-25мм. Места разреза складок разносятся по слоям. На собран-ю заг-ку уклад-ся вновь жертвенный слой и фторопластовая пленка. Для улучшения качества внутр поверхности формуемой дет более равномерной передачи давл формования применяются цулаги. Сегодня широко применяются цулаги из силиконового препрега, они расширяются при нагревании. При выкладке конструкции из угл ленты заготовки уклад-ся встык. Для сложных деталей допуск-ся нахлесты или зазоры в 1,5-2мм. Стыки угл ленты обязат-но разносятся послойно. При выклейке производят уплотнение пакета, приглаживая угл ленту вдоль волокон фторопластов шпателем при необход-ти использ местный подогрев с помощью фена до 40+-10С или испол-ся обогреваемый ролик. При выкладке препрегов производ контроль по количеству слоев, по АРМ наполнителю в каждом слое, по порядку укладки, по ориентации слоев. После окончания выкладки пакет покрывается сверху разделительной пленкой (полипропилен до 125С отвержд композита, фторопластовой при ↑t°) приступают к сборке вакуумной диафрагмы. Время использования препрега с момента начала выкладки до начала формования регламентировано и составляет 2-5 суток в зависимости от наполнителя. Пакет должен хранится при 20+-2С и влажности не выше 75%.
28 ТП вакуумного и вакуумавтоклавного формования констр из ПКМ: Общие сведения о процессе: к этим методам относятся вакуумное формование и вакуумавтоклавное формование с использованием диафрагм, которые представляют тонкие эластичные мембраны из полиамидного материала (пленка полиамидная не ориентир-я термостабилизированная марки ТС отечественного производства или пленка Ричмонд).
Схема вакуумной диафрагмы:
|
|
|
|
1 жертвенный слой |
6 вакуумная диафрагма (чехол) |
|
2 разделит слой (фторопласт пленка) |
7 оснастка |
|
3 впитывающий слой |
8 герметизирующий жгут |
|
4 цулага |
9 штуцер |
|
5 дренажный слой |
10 слой препрега |
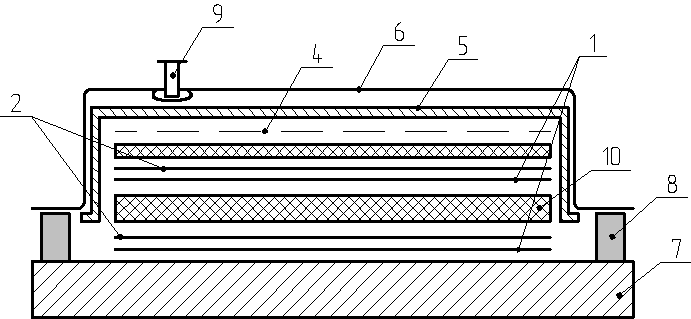
Диафрагма отделяет ПКМ от нагретых и наход-ся под давлением газов в процессе отверждения материала. Полиамидная пленка технологична, позволяет формовать детали слож формы, но яв-ся одноразовой. Пленки поставляются в виде рукавов шириной 1500-4000мм. При необход ширина пленки может быть увеличена путем сваривания или соединения с помощью жгута- липкой ленты. Стыковка пленки может производиться между собой встык или внахлест. Пленка должна иметь минимальную газовую проницаемость, т.к. обесп-ся постоянство давления, при формовании искл-ся попадание нагретого воздуха под диафрагму инее происходит термоокислительной диструкции полимера. Из герметич-й полости, образ-ся между ПКМ и диафрагмой откачивается воздух, чтобы давление там было ниже, чем приложенное к диафрагме. Благодаря образующемуся перепаду давлений с разных сторон диафрагмы происходит придание изд-ю необход формы и уплотнения материала. Затвердевание наблюдается при соед-нии вместе отдельных слоев препрега. Уплотнение композиции происх-т в результате устранения пустот и удаление избытка связующего. При отвержд изд, полученных формованием с эласт диафрагмой необход избегать образование пустот, а также контролировать давление( над диафр при автоклав форм-ии, под при вакуумавтоклав), температуру и массовое соотн-е между волокном и св-им. Уплотнение материала при вакуум форм-ии достигается за счет атмосферного давления, а при вакуумавтоклав за счет избыточного давления. Для осущ-я уплотнения материала треб обеспечить равномерное распределение давления при вакуумровании. Учитывая, что пленка имеет относительно малую толщину и высокую эластичность, необходимо искл-ть ее затягивание в поры грубой ткани дренажного слоя, т.к. в местах затягивания обр-ся резкие изгибы, что вызывает образование пор и трещин, поэтому дренажный слой изготавливается из пористых материалов.
32 Технология вакуумавтоклавного формования. После выкладки заготовки приступают к сборке технолог пакета. Сборка закл-ся в выполн-ии след технолого опер-й: 1припойка сверху выложенной дет антиадгезионной пленки,2укладка по периметру дренаж слоев шириной 80-100мм для размещения ваккум-х трубок,3установка на заг-ку дет в зоне технолог припуска под вакуум-ой диафр-й термопар. 1оснастка,2пакет препрегов,3вак диафр,4дренаж слой,5герметизирующий жгут,6термопара. Термлопара м. устанавл-ся и на вак диафр, но тогда необход учит-тьразницу температур на диафр и формуемой детали. 4устан-ка цулаги на формуемый пакет, цулага д.б. на 3-5 мм меньше чем формуемый пакет.5изгот вак диафр.6 устан-ка и закрепление вак трубок, контрольных трубок для регистрации вакуума с помощью записывающих приборов.7приклеивание вак диафр к технолог осностке. 8подключ вак диафр к вак насосу для проверки ее герметичности. 9созд под диафр разрежение 0,098-0,095МПа и путем перекрытия вак линии проверка контроля герметичности. Допустимое падение не>0,01МПа за 3 мин.10 подготовка автоклава или термопечи для формования.11 подключ тех пакета к оборудованию для провед процессов формования и отверждения. Для осущ-я тех процессов необход вып-ть комплекс операций по подготовке материала диафр, жгута и тех оснастки. При раскрое пленки предусматр-ся припуск на складки высотой 50мм из расчета 1 складка на погонный метр и 100мм по ширине пленки для обесп-я свободного облегчения пакета, т.к. пленки имеют усадку при тнрмостатировании до 1% и более. Заг-ка диафр получ-ся ≈20% длинее и шире деиали. Перед применением пленку полиамидную выдерживают 70 суток при влажности 50-70%. Поверхность оснастки в зоне приклеивания жгута обезжир-ся бензином с антистатич присадкой *сгибол*. Это операция обезжир-я (использ-ся только х/б салфетки). Герметиз жгут имеет с 2х сторон антиадгезионную прокладку, кот удал-ся непосредственно перед его прикаткой. Внутрь вак трубок а также по выводам термопар проклад-ся кусочки жгута и плотно прижим-ся для обесп-я герметичности. Важн моментом при проектировании тех оснастки яв-ся выбор констр вак магистрали, распологаем по периметру оснастки, в виде перфорированного уголка трапециидальной канавки в обшивке из ПКМ выклеечной формы. Наиболее оптим форма, когда не нарушается целостность обшивки,, выклеечной и сборочной оснастки. Для этого в вак диафр вып-ся отверстие к вак штуцеру спец констр прижим-ся к ней через 2 резин прокладки. Процесс автоклав формования и отверждения препрегов провод-ся на спец оборуд автоклава,т.е сосуда, работающем под избыт давл, пар-ры процесса опроцесся природой связующего, клея, констр особенностей изделия к АРМ наполнителю.
33 Тех оснастка для изгот констр из ПКМ: Тех оснастка-дополнит устройствок тех оборуд; для изгот констр из ПКМ рассмотрим 4 типа тех осн-ки: 1выклеечное тех оснащения(ВТО)-предназначено для изгот констр из ПКМ с исп-ем препрегов методов выкладки с послед-м отверждением в термопечах и автоклавах. 2прессформы-прим-ся для изгот из ПКМ на спец универ-х весах, давл созд-ся гидравликой, нагрев осущ обогреваемыми плитами. 3намоточное тех оснащение (оправки)-прим-ся для изгот констр на спец намоточных станках с послед отверждением в термопечах или автоклавах. 4сборочно-склеечная осн-ка. Осн функции, на тех осн-ку при изгот констр из ПКМ: 1 обесп зад формы, используемого полуфабриката констр из ПКМ. 2 равномерный нагрев и охлажд констр из ПКМ при формовании и отверждении в условиях термопечи или автоклава 3 обесп необход формующего давл по всей поверхности констр из ПКМ при формовании и отверждении. 1. ВТО состоит из: выклеечной формы, и цулаги. Выкл-я форма-жесткая матрица кот выполняется из Ме, сплавов, или термостой ких полимеров. Форма задает геом форму полуфабриката констр-и. Разм-ры формы опроцесся по плазам, моделям, и аэродинам контурам. ЦУЛАГА гибкий эласт пуансон, изгот из тонкостенного Ме или пластика. Широкое прим-е цулаг из термостойких силиконовых резин. Обшивка выкл формы изгот из пластика ил Ме. Фориа может быть монолитной и каркасной.
ТРЕБ-Я К ВТО: 1 Выкл форма должна обесп необход точность изгот констр. выкл форма для обесп аэродинам контура должна иметь более высокую точность чем изгот-я деталь. По отдель-ным поверхностям авиа констр по кот производ сборка и сопряжение формируется ↑ треб-я по точности, там где производ сборка склеиванием, точность ±0,1мм, клепка или болтов соед ±0,3мм. Точность тех оснастки связана с жеськостью, под кот поним-ся возможная деформования под действ внеш нагр-к. в самолетостр-е приняты единые нормы по жесткости. 2 ВТО д обесп многократное изгот констр из ПКМ при температуре≈180С, давлении 10атм, цикл 20 часов, 50-60 констр до 1-го ремонта, 200-300 до окончания срока эксплуатации. 3 Выкл формы д иметь мин-ую массу теплоемкость для сокр-ия времени нагрева и охлаждения. Это треб существенно сказ-ся на качестве констр из ПКМ. Несоблюдение скорости нагрева и охлажд приводит к снижению прочности и возможно корабление констр. 4 ВФ д.б. герметичной для обесп передачи давл-я при формовании. Допустимое падение вакуума 0,1 атм за 3мин при выключ насосе. 5 ВФ д на класс превосходить шерох-сть авиа констр. 6 Коэф теплов расширения (КТО) ВФ д.б близок к КТО авиа констр. при одинак-х КТО в процессе нагрева и охлажд-я констр из ПКМвнутр папряж-е будет мин-м, т.к. оснастка и изделие деформ-ся по одинак з-нам. Окончат отверждения констр из ПКМточно соотв-ет ВФ В противном случае если КТО формы и дет-и отлич-ся то р-ры детали значит отлич-ся от ВФ. В таких случаях необход предсказ-ть расчетным путем откл р-ров констр от тех оснастки. Проблема одинак КТО может быть решена с исп-ем ВФ изПКМ. Исход данные для проект ВТО. 1 ТЗ на проект-е тех оснастки-разраб технологом. 2 Чертеж на авиа констр из ПКМ. 3 ТУ на изгот, контроль и приемку констр из ПКМ. 4 стандартные предприятия, ОСТы, тех инструкции. В результате проект созд-ся чертеж на ВФ, чертеж на цулагу. Если ВФ из ПКМ, то чертеж на мастер-модель для выклейки обшивки ВФ. В некот случаях в КД включ чертежи на фальш-деталь для изгот цулаги, разраб схема контроля ВФ. Если обшивка ВФ изгот их лист-х al-ых сплавов методом холл-ной шт-ки, то необх спроект обтяж пуансон; предусматр-ся упр программа. Основные типы ВФ:
35 Монолитные Ме ВФ; прим для изгот констр из ПКМ имеющ малое сечение и >длину до 4 м. На монолит ВФ изгот авиа констр, имеющ радиус прогиба до 100мм. Недостатки: масса и ↑теплоемкость; 2 Существ отличие КТР у формы и констр. У ВФ в несколько раз > чем у ПКМ. Достоинства: 1 ↑точность; 2 Отклонение от зад контура ±0,3мм. 2 Каркасные монолитные Ме ВФ: изгот из al-х сплавов и сталей. Формы бывают двух типов:1 облегченные имеющие обшивку 3-5мм, 2 сварные с обшивкой 20-30мм. Обшивка состоит из каркаса, исполняющего роль формозадающего элемента с повышенной жесткостью и формообразующего элемента обшивки. 1 обшивка изгот из Al сплава стального листа, 2 лекало,3 диафрагма, Лекало и д-гма образ-т каркас ВФ. Они соприкасаются с обшивкой и задают окончат форму обшивки. Д-гма устан-ся также между лекалами и связывая лекало между собой создают жесткость каркаса. 4 Рама яв-ся основанием ВФ и на ней закрепляется лекало и д-гма. 5 рабочая поверхность ВФ на ней изгибается констр из ПКМ, а также возможность его премещение образцов-свидетелей (для этого необход иметь прямолин-ый участок). 6 вакуум трубка д.б. съемной. 7 штуцер для подключения сист вакуумирования. 8 штуцер для подкл контроля вакуума. 9 такелажные узлы для перемещения ВФ. ДОСТОИНСТВА: ↓масса ,↓теплоемкость. НЕДОСТАТКИ: 1 существенное отличие КТР ВФ и констр из ПКМ, 2 невысокая точность раб поверхность, отклонение обшивеи ≈0,6мм.
37 СВАРНЫЕ каркасные ВФ: обшивка ее изгот из отдельных пластин толщиной 20-30мм сваркой, пластины предворительно деформируются и подгоняются под лекало каркаса, затем они свариваются друг с другом. После закрепления на каркасе ВФ помещается станок с ЧПУ для фрезерования раб поверхности. Точность сварной ВФ 0,4мм. Эти формы облад повыш металлоемкостью. КТР данных форм значит отлич от КТР констр из ПКМ.
38 ВТО ИЗ ПКМ: для изгот этой осностки прим-ся спец термостойкий КМ. В него добавляются добавки для того чтобы приблизить КТР ВФ к материалу формуемой констр. В отеч-ной практике использ-ся материал ВСО200 который может экспл-ся до температуры 150-200 ВФ из ПКМ имеет знечит < массу чем Ме ВФ. МПКМ = 20-30 кг м2 ВФ из ПКМ имеет не высокую трудоемкость изгот-я но отлич-ся ↑стоимостью. 1 обш-ка из спец стеклопластика толщина 6-8мм, такая толщина обесп-т герметичность и высокую жесткость. 2 базовая опора. 3 центр-я опора. 4 раб поверхность оснастки. 5 вакуум трубка- вып-ся в виде желоба. 6 штуцер подкл-я вакуума. 7 штуцер для подкл системы контроля вакуума. 8 такелажные узлы для перемещения осностки. 9 основание. Клей ВК 36 теплостойкий пленочный точность 0,6 мм.
39 ПОРЯДОК ПРОЕКТ-Я ВТО: ВТО проект-ся по плазовой информ с использ мат-й модели. 1 Выбир-ся базовая поверхность для того чтобы в последующем относит этой поверхности наход-сь корд раб поверхности ВФ. Выбор базовой пл-сти необход для обесп горизонт располож-я об-ки или мах приближ-й к горизонтали, т.к. это обесп-т удобство выкладки и полимерной связ-ее не будет стекать по вертикали. Повыш жесткость ВФ, также уменьшается строит-я высота. 2 Опр-е габаритных р-ров ВФ. Р-ры выбир-ся по р-рам детали с учетом тех припуска. а) тех припуск на изгот детали 10-15мм. б) припуск на сборку-склейку. в) припуск на сборку в АСП и припуск 150-200мм по периметру для размещения вак трубок, штуцеров, и вак мешков и необход информ-ии. 3 Треб к гермет-сти к сист вакуумирования. Вак сист д содержать штуцеры для подкл-я вак и для его контроля. Кол-во штуцеров для подкл-я опроцесся расчетом. Допустим падение вак 1/10атм за 10мин при отключ вак системы -0,8-0,9атм.
Констр осн элементов ВТО: 1 рекомендации по выбору констр об-ки. Об-ка ВФ выбир-ся в соответствии с р-рами детали с припуском 150-200мм и предусматр-ся мнсто для изгот образцов-свидетелей. Толщина об-ки выбир-ся исходя из: 1 треб-я жесткости выклейки формы. При этом мах деформования не должна превыш 0,1мм. 2 способа соединения с каркасом. Для каркасной ВФ толщина об-ки должна соответствовать толщине лекал, на кот крепится она. Точность подгонки об-ки под каркасом не более 0,3мм.
Рекомендации по лекалам: лекала каркаса облегч-й ВФ выыбир-ся толщиной 5мм, расст-е между лекалами выбир-ся исходя из треб жесткости (100-300мм). В лекалах и д-гмах мах выпол-ся отв-я диаметромне менее 100мм для обеспеч циркуляции воздуха. Лекала и д-гмы сворной каркасной ВФ изгот из листов материала толщиной 20-30мм для того чтобы их толщина соответствовала толщине об-ки и обеспечивало провед сварных работ. Рекомендации по изгот рам и такелаж узлов. Рамы рекомендуется изготавливать из стандартных алюминиевых прфилей, при этом констр рамы должна обесп мах жесткость за счет замкнутости констр-и. в качестве такелаж узлов использ-ся раб болты стандпртных констр-й.
38 Разметка ВФ: разметкой называется информования, кот наносится на поверхность ВФ, чтобы обесп прцесс выкладки констр из ПКМ. Также на поверхность нанос-ся информ чертежа изгот-ой детали и номер оснастки. Необх информ нанос-ся на поверхность ВФ наносят линии обреза детали ЛОД-контур окончат р-ра готовой констр из ПКМ. Все констр из ПКМ изгот вначале с р-рами большими чем окончательный, т.е получ-ся п/ф констр, изгот-м с тех припуском. Поэтому на ВФ д.б. нанесена линия тех припуска ЛТП. Если в констр из ПКМ присутств состав зополнитель, то указ-ся его контур при разметке ВФ. На пов0сти ВФ указ-ся оси стрингеров, накладок, вкладышей, шпангоутов, а также ось усиливающей накладки ОУН. Разметка ВФ указ-ся в КД на тех оснастку. Разметка произв-ся в виде рисок глубиной 0,5мм, заполняемых несмываемой тушью. При нанесении рисок на ВФ учит-т разность КТР ВФ и авиаконстр из ПКМ.Учитывать это необход с использ-м поправочных коэф. Знач-е поправоч коэф опроцесся экспериментально и зависят от мпт-ла ВФ, от ПКМ и геометрии конструкции. Поправоч коэф необх для уменьшения плазового размера.
Основные констр-е док-ты на ВТО: 1 Вып-ся чертеж на ВФ, кот не содержит плазовую информ-ю, но опроцесся материал и констр-я формы, метод обработки, треб по герметичности, треб по разметке, указ-ся вспомог элементы ВФ.2 Дополнит разраб чертеж на цулагу, кот содержит информ о материале из кот она изгот-ся, р-ры и материал фальш-детали. 3 Чертеж на мастер-модель в случае прим-я ВТО из ПКМ. Мастер-модель прим-ся для выклейки обш-ки ВФ. В чертеже указ-ся материал из кот она изгот, р-ры загот-к, участвующих в изгот мастер-модели. В дополнении к указ чертежам разраб комплект УП для обработки формообраз-х постей ВФ. 4 Расчетно-технолог карта РТК, в кот указ материал и р-ры заготовки, поступающей на обработку, треб к реж инструменту, коэф закрепл загот-к и способы осущ-я УП.
Рекомендации по проект-ю и изгот ВФ из ПКМ: Обш-ка ВФ изгот из стеклопластика, толщина обш-ки 6-8мм, исходя из условия обеспеч необх жесткости и герметич-ти. Осн материалом для изгот ВФ из ПКМ яв-ся стеклопластик на основе связующего ВСО-200 и АРМ наполнителей Т-12, Т-23, ТР-033,ТР-056. Для получ качественной наруж поверхности обш-ки прим-ся технология с исп-ем гелькаута – материал на основе термостойкого связующего со спец добавками, кот наносятся предворит на поверхность мастер-модели(топкаут). Обш-ка ВФ состоит из нескольких групп констр слоев, обесп-х прочность, жесткость, высокое качество поверхности. Первоначально на гелькаут уклад-ся материал типа стеклосетки или тонкой ткани, кот не дает выходу текстуры послед-х слоев ткани на лицевую поверхность обш-ки формы. Для исключ образ-я складок при выкладке, а также снижение внутр напряж в обш-ке формы выкладку производят из отдельных кусков тканей р-ром не более 500*500мм, при этом обесп-ся разнесение стыков слоев по сечению. В последнее время для изгот ВФ из ПКМ прим-ся стеклопластики на основе не насыщенных полиэфирных смол холодного отверждения. Мастер-модель изгот по программам на станках с ЧПУ из спец термостойких пластмасс, древесины, керамич материалов. В качестве дерева исп-ют материалы, не выделяющие смолы при нагреве. Вся разметка кот необход выполнить на обш-ке ВФ, сначала вып-ся на мастер-модели, а затем переносится при формовании на поверхность ВФ. Для формования желоба, выполняющего роль вак трубки, на поверхности мастер-модели вып-ся выступ. Для обесп необход тосности ВФ точность мастер-модели д.б. не более 0,3мм. основание ВФ а также боковые и центр опоры изгот из термостойкого с/пластика, имеющего одинаковый КТРс обшивкой, сотов панелей или Ме каркаса, но в этом случае необход решить задачу разности коэф трмич пасшир-я об-ки и каркаса.
27 Проект и изгот цулаг: цулага-эласт пуансон, кот предназначен для передачи формующего давления от вак мешка к констр-из ПКМ при вак или автоклав формовании. Эласт цулаги обесп прим-м эласт материалов, термостойких резин, тонкостенных материалов. При формов-и констр из ПКМ поверхность прилег к ВФ, наз-т основной поверхностьб, а поверхность прилег к цулаге – свободная поверхность. Цулага проект и изгот эквидистантно своб поверхности формуемой констр. эффекты возник при формовании, обусл-ся работой цулаги. 1 ВФ,2 констр из ПКМ,3 вак мешок или д-гма,4 цулага. 1 созд-е форм-го давл-я по всей поверхности констр из ПКМ. 2 использ цулаги препятствует образованию наплывов полимерного связующего. 3 Исп-е цулаги позвол-т исключ деформ препрегов при одновременном формовании обш-ки и склеивании с сот заполнителем, т.к. в проитвном случае получ-ся неравномерная поверхность, препрег проваливается в ячейки сот заполнителя.
42 Выклеечная тех оснастка с внутр электронагреванием. Для уменьш времени выхода ТП на заданные знач-я температуры отвержд связующего, т.е. увелич скорости нагрева резкого сокращ расхода эл энергии можно создать ВТО из ПКМ с размещенным между слоями электонагрев со спец кончтрукцией. В качестве токопроводящих слоев может быть использ фольга, проволока, углерод ленты и ткани, материал обш-ки с/пластик, он обл-ет хорошей эл изоляцией и обесп эл безобасность. В качестве связующего прим св-щее ВСО-200. 1Обш-ка ВФ,2 Рама и основание ВФ,3 Слой препрега на св-щем ВСО-200,4 ленточный эл нагреватель, 5 термопара ТХК(хромель-капелевая),6 нижний теплоизолир-й слой, 7 клемма эл питания, 8 разъем термопар, 9 блок управления, 10 теплоизол слой,11 сист вакуум-я. Данные тех оснастки теплота выделяемая в 4, расход-я на нагрев обш-ки 1, констр из ПКМ, на нагрев цулаги, нагрев теплоизол-и, а также на потери теплоты в окр среду. При проект ВФ с внутр эл нагевателем необход учит-ть мощность, затрачиваемую на потери. Расчетная мощность эл нагревателя Nэл=(mф*Cф+mц*Сц+mк*Ск)*δн+Nщ+Nос. m-масса ВФ, цулаги и констр их ПКМ. С-уд-ая теплоемкость соответственно. δ-ск-сть нагрева в соответствии с расчетами. Nиз м-сть затраченная на нагрев теплоиол. Nос- м-сть на нагрев окр среды. Осн проблемой приэкспл данной формулы яв-ся обесп равномерности перепада температуры по всей поверхности ВФ.
43 Автоматиз-я выкладка препрегов. Состояние вопроса автоматиз выкладки. Особенность КМ закл-ся в изгот детали из волокнистого неполн-я и связующего путем послед наслаивание должна получ-ся зад ф-ма деиали. ТП изгот из ПКМ сост из 3-х осн тех операций: 1 подготовка исход материалов(пропитка), 2 формообр-е, 3 отверждение. В процессе формообр-я организуется сир-ра и форма детали. Под структурой поним-ся ориентация волокон, обеспеч-ая располож-е в соотв0вии со схемой нагружения. Автомат-я выкладка препрегов-один из важейших методов изгот констр из с-та, обесп-ая получ материалов с высокими физико-мез свойствами. Данный метод яв-ся продолжением ручной выкладке с использ тезнолог роботов (станки с ЧПУ). Преимущества: 1расширение видов конфигурации фрм, на кот воз-на укладка ленты-это возможность изгот констр, кот нельзя изготавливать другим методом, -прессование, намотка. 2возмож местног усиления констр за счет укладки ленты в зад-ном месте. 3 реализ-я необход анизотропии, мех характеристик констр за счет выкладки по негеодезическим линиям. 4 возмож укладки отрезков лент зад длины в противовес непрерыв ленте при намотке.
Критерии оценки качества заг-к при автомат выкладке. В результате процесса авто выкладки получ многослойную заг-ку с опред структурой и зад-ми геом р-рами и формой. Заготовки могут выклад-ся как на 1 обш-ку так и на группу. Качество авто выкладки оценивают по характеристикам получ материала: 1 физ-мех, 2 физ-хим, 3 геом характеристики, 4 структурные. В 1ю группу характеристик входят прчностные характеристики заготовки в целом отделных слоев. Во 2ю –показатели опред-ие хим состав компонентов и соотношение между ними. К 3й группе- точность формы и контура заготовки, толщина заготовки. К 4й – поддержание располож-я основы под опред углом по отнош к главной оси заготовки. При оценке качества многослойных листовых заг-к кроме физ-мех и фих-хим пар-ров основным яв-ся точност геом формы контура заготовки, она склад из точности выкладки и точности резки концов отдельных лент. Точность выкладки отдельных лент склад-ся из попереч и продольной точности, т.е. точности выкладки начала и конца ленты и точности выкладки оси ленты.
44 Классиф-я тех схем авто выкладки заг-к. Авто выкладка предусмат-т выполнение ТП, заключающегося в последовательном наложении слоев препрегов с зад-й ориетацией волокон на тех поверхности, опр-й конфигурации, соответств форме заготовки. –По виду исход материала, - По ориент волокон в материале, - По виду поверхности выкладки, - По использ тех дублирования препрег пленок, - По этапу резки и раскрое, - По виду резки лденты и раскрое полотна.
45Формование и отверждение констр из ПКМ: ФОРМОВАНИЕ: В процессе формование одновременно решается 2 задачи; 1 Внутр – из многослойного пакета создаётся монолитная конструкция. Это достигается путем сближения отдельных слоев АРМ наполнителя, при этом связующее слоя объед-ся. 2 Внешняя-состоящая в придании констр заданной шероховатости поверхности и зад геом формы. При решении задачи выделяют основную и свободную поверхность конструкции. ОСНОВНОЙ называется пов0ть облад-я мах-ой точностью и как правило это поверхность кот контакт-т с ВФ. СВОБОДНАЯ- поверхность кот формуется цулагой или вак мешеом. Она хар-ся меньшей точностью и более высокоц шероховатостью. Одним из пар-ров ТП яв-ся давление усилия формования- это давл-е кот приклад-ся к формующей поверхности при изгот констр из ПКМ. Увелич усилия формов-я приводит к образованию более монолитной структуры ПКМ, т.к. происход более полное уплотнение препрегов др с др, удаление газообразнах веществ. ОТВЕРЖДЕНИЕ – процесс при кот жидкое поимер связующее переходит в тверд сост-е за счет хим реакции(полимеризации). В процессе отверждения полуфабрикатоф констр из ПКМ преобрет заданные мех свойства. Молекулы связующего, объеденяясь друг с другом, образуют прочную объемную структуру. Процесс отверждения хар-ся выделением теплоты, причем эти выделения м.б значительными. Процесс тепловыделения может быть настолько существенным, что происходит закипание смолы. В современном самолетостр-и исполь-ся связующие в кот процесс тепловыд-я практически отсутствует, что достигается введением спец добавок или спец отвердителей.
Выделение газообр веществ. В процессе отвержд выдел-ся газообр-е вещества, кот оказ-т влияние на мех прочность. В процессе отверждения полимер связующего происход адгезтонное воздействие связующего и наполнителя. Прочность взаимодействия зависит от материалов, участв в процессе созд композита. Эпоксидные связующие имеют высокую прочность взаимодействия с АРМ наполнителем. КОГЕЗИЯ – прочность сцепления полимер вещества друг с другом. В процессе отвержд полимерное связующее приобретает когезионную прочность. У эпоксидных материалов высокая когез-я прочность. σвр=4-10МПа.
Монолитность ПКМ. Обеспеч-ся удалением газообр веществ и хар-ся понятием пористость, кот д.б. меньше 0,5%. Пористость обесп спец веществами, кот обесп лучшую смачиваемость св-щим АРМ наполнителя, а также созданием условий для выхода летуч веществ в процессе отверждения.
46 Анализ процессов формования и отверждения ПКМ. Процесс формования и отверждения происходит на тех оснастке при этом созд-ся специальные внеш условия для формообр-я и отверждения: - повыш-я температура и давл. Процесс отверждения ПКМ начинается с изгот связующего и препрегов и последующей выкладки. Реализация этих процессов яв-ся фундаментом получения заданных свойств ПКМ. Напр: несобл тех режимов пропитки может привести к завышенному или заниженному содер-нию связующего в препреге, потере растворимой смолы, завыш или заниж сод-нию летуч веществ. СЛЕДСТВИЕ этого: снижение физ-мех свойств (сжатие и изгиб), сниж-е межслойной прочности, отклонение от толщины. В процессе отверждения связующего происх-т изм-ние его вязкости. Т гелеобразования делит процесс на 2 стадии: 1начальная-между молекулами начинают образ-ся связи нужной почности, 2 конечная-яв-ся необратимой в отличии от нач-ной, нач-тся от температуры гелеобразования и хар-ся образ-ем 3х мерной структурыполимер материала. Конеч стадия реализ-ся когда констр из ПКМ наход-ся в термопечи или автоклаве. При ↑температуре повыш-ся скорость полимеризации, ↑прочнсть композиционного материала, ↑ адгезия полимер связующего к волокнам АРМ наполнителя, констр становится монолитной, ↓пористость
47. Влияние температуры на процесс отвержд констр из ПКМ. Повыш температуры приводит к сниж вязкости связующего, активизируется движ-е мол-кул, интенсифицируется процесс полимеризации. Процесс полимер-ии опис-ся Ур-ем Аррениуса τ0=АеU/KT ? τ-время гелеобр-я, А коэф, U-энергия активации данного материала, К-универсальная газовая постоянная, Т температура в К. анализируя это ур-е→ с увел-ем температуры ускор-ся полимер-ция, т.е. сниж-ся время гелеобр-я. Для кажд полимер связующего эксперимент-м путем опред-ся оптим-ой температурой полимер-ции. Ограничение по температуре обусловлено тем что при ↑ температуры связующее подверг-ся термич диструкции (разложению) →сниж почности в десятки раз. Огранич по темп=ре полимериз-ии вводится для того чтобы снизить внутр термич напряж из ПКМ. В зависимости от разности ск-сти изменения температур в различ частях констр возник внутр термич напряж приводящие к самопроизвольной деформ констр. контроль температур осуществляется термопарами кот устан-ся в непосредственной близости от отверждаемой констр. для обесп равномерн распред температуры некот полимер св-их прим-т ступенчатое изм-е температуры с промежуточной выдержкой при промежуточных знаяениях температуры.
Влияние давления на процесс полимеризации. Увел давл ускор процесс полимер-и, усиливает прилегание отдельных слоев препрега др к др и обесп перетекание полимер связующего между отдельными слоями препрега. За счет повыш давл-я обесп монолит констр с min пористостью. Оптим знач-е давл для кажд вида ПКМ опроцесся экспериментально и зависит от физ свойств наполнителя и связующего. Огранич по величине формующ-го давл выбир-ся из того чтопри слишком высоком давл отдельные волокна и нити могут передавл-ся др с др и сниж мех почность будущего ПКМ. Чрезмерно большое давление приводит к образованию дополнит внутр напряж. Особенно это актуально для формования констр на Ме-ой оснастке. Для увелич внутр напряж рекоменд-ся 2-3 раза в течении цикла отверждения на 2-3мин снимать формующее давление(в т.ч. и вакуум) и тем самым обесп-ся возм-сть констр из ПКМ занимать более правильное положение. И температура и давл оказыв влияние не только на свойства материала, но и на геом дет-и.
Осн пар-тры качества отвержд ПКМ. 1 степень отверждения (Со)-какая часть смолы вступила в р-цию)- массовая доля полимер связующего прошедшего процесс полимеризации. Со=0,9-0,95 д/б(т.е. 5-10% неполимеризованного связующего) с увел Со увел почность ПКМ. С увел Со обесп точ-ть соблюдениярежимов по температуре и давл, а также точ-стью соблюдения рецептуры полимер связующего. 2 адгезия полимер связующего к волокнам АРМ наполнителя. Адгезия-почность соединения полимер связующего с волокнами АРМ наполнителя. (Р)={Па}. С увел (Р) увел почность ПКМ в целом. (Р) опр-ют с помощью межслоевого сдвига(существует балка толщиной 6см и приклад нагрузка, происход сдвиг слоев). (Р) опр-ют также с помощью: к пластику приклеивается несколько образцов, испытываются на разрыв. 3 Внутр напряж. ПКМ состоит из разнородных компонентов, кажд из кот облад-ет КТР. При нагреве или охлаждении граница раздела полимер связующего и АРМ наполнителя испытыв-ся возд-вие термич напряж кот направлены в основном вдоль волокон наполнителя. Конструктур при проект констр-ии из ПКМ должен учитывать возм-сть возник-я термич напряж. Для их исключения необход строгое соблюд схемы выкладки, заданная чертежом. Внутр напряж могут возникать в констр под действием тех оснастки, особенно Ме-ой. 4 Плотность пластика- в основу положено гидростат-ое взвешивание основаннон на з-не Архимеда. 5 Пористость.
Вакуумное формование констр из ПКМ. Вак формование –формование при кот под вак мешком (д-гмой) создается разряжение, а с другой стороны на мешок действует атм давл-е.форм-е осуществляется под вакуумом 0,8-0,9 Па. Прим-ся для неответственн констр-й, а также как промежуточное формование констр с большим кол-вом слоев. Процесс осуществляется в термопечах. 1 камера термопечи, 2циркуляционный экран, 3вентилятор, 4привод вентилятора, 5нагреватель, 6тележка, 7ВФ с деталью из ПКМ, 8 гибкий шланг для подключ вакуума, 9вентиль, 10вак насос, 11венитяционная система, 12,13 термопары, 14 регулирующий прибор температуры, 15вакууметр. Нагрев термопечи производ-ся за счет подачи эл энергии трубчатым эл нагревателем, для обесп равномерного нагрева, предусматр перемещение воздуха с помощью вентиляторов. В раб камере перепад температур ±6С, скорость нагрева в термопечи 2-3С/мин. Охлаждениетермопечи осуществляется при выключ эл нагревателе путем удаления нагретого воздуха из раб камеры. В процессе отверждения констр из ПКМ контролируется и записывается температура воздуха в камере, температура на кажд ВФ значение вак в кажд тех пакете. Диаграммы процесса подшиваются в тех паспорт и сохр в течении периода экспл-и с-та. Кроме эл терсопечи для отверждения констр из ПКМ прим термопечи с аэродинм нагревом тела ПАП(печь аэродинам потерь).
Проект ТП формования и отвержд констр в термопечах. 1 загрузка т/печи предусм-ет описание схемы размещения тех оснастки в камере т/печи, а также описание необход действий при загрузке. После установки тех пакетов в камеру осуществляется проверка герметич-ти вак мешка, диафрагмы. Созд вак ≈0,9Па, перекрывается вак сист и контролируется падение вак (0,1 за 5 мин). 2 формование и отверждение. Указ-ся режим отв-ния технологом, кот хар-ся изм-ем температуры во времени, мах температура процесса, необход выдержки при наборе температуры. Мах температура нагрева от 125до 175С. Время выдержки от 1 до 6 часов. Режим отверстия задается разработчиком с-та, при этом зад-ся скорость нагрева и ск-сть охлаждения. Ск-сть нагр-а, если не оговорена 2-3 С/мин, ск-сть охл-я не более 1С/мин. В перспективе т/печи д.б. обеспечены контролерами и технологами, далее разраб УП для ведения режима отв-я с учетом особенности т/печи и пар-рами загружаемой оснастки. Цикл вак формования заканчивается когда температура ПКМ сниж-ся до 40С. К вак форм-ю относ-ся форм-е на обогреваемой оснастке из ПКМ. Данная технология прим-ся для неответственных констр.
Автоклавное формование. Исп-ся для наиболее ответственных констр с-та. Констр обладают повыш почностью на 30-50%, чем при вак форм-ии. Автоклав –герметич Ме-ая форма в качестве среды исп-ся газ. Мах давл-е до 2МПа. Во внутр камеру автоклава подается газ, азот или воздух возможно смесь, температура в раб камере 300 С, в тех пакете созд-ся вак. На авиа предприятии прим-ся автоклавы фирмы Scholz, кот имеют больше ресурса работ, большую безопасность и равномерност темп-го поля. Внутри корпуса автоклава распол-ся эффективная волокнистая теплоизоляция толщиной 100мм, она закрывается спец экраном из нержав стали, исключающей попадание влаги. В констр автоклава предусм-на открывающаяся крышка, кот перемещ-ся автомат-и и становится в положение позволяющим перекидному мостику опуститься для загрузки оснастки. С-ма загрузки автоклава состоит из рельсового пути и загрузочной тележки, кот под действием эл привода осуществует загрузку автоклава. В автоклаве применяются 1 и 2х этажные тележки. 1 камера а-а, 2 ВФ с деталью, 3 загрузоч тележка, 4 крышка а-а, 5 вентилятор, 6годропривод с магнитным уплотнением, 7 термопара на деталях, 8 охлаждающий теплообменник, 9 эл нагреватель, 10 термопара по воздуху, 11 прибор регистрир-щий температуру, 12 регулятор мощности, 13 вак насос, 14 прибор для эл измерения вак. Эл нагрев-ль состоит из множ-ва трубч-х нагрев-ей. Они соьраны в группу мощностью 250-300 кВт. Одна из групп в автоклаве имеет плавную регулировку мощности, а остальные работают по принципу вкл-выкл. Упр-ние мощностью производ-ся при помощи 12 по показателям датчика 10. Система циркуляции газов в камере а-а. Для обесп-я равномер распред температур вентилятором производ интенсивное перемешивание воздуха по объему камеры а-а. ск-сть вращения вентилятора плавно регулир-ся от100до700 об/мин. В сист циркуляции предусмотрена блокировка предотвращ-я запуск вентилятора при незакрытой крышке а-а. в а-ах предусм-ся гидропривод с магнит управл-м. энергия на привод вентил-а передается с помощью магнит-й муфты через стальную стенку. Избыт давления не влияет на работу привода.
Система охлаждения а-а. Температура воздуха в камере а-а уменьшается, когда в охлаждающий теплообменник подается холодная вода с уменьшенной жесткостью. С-ма охл-я исключ подачу воды при включ-м эл обогреве. Прим-ся охл-щий теплообменник с мн-вом трубок с оребрением. Для одного а-а плотность оребрения=220м2, для 2-го-160м2, для 3-го -100м2. расход воды в охл-щем теплообмен-ке регулир-ся в зав-сти от температуры воздуха в камере а-а. макс расход воды для 1 а-а 100м3/час, для 2-х-75, для 3-50.
Сист гумерения температуры. Для изм-я температур предусм-ны термопары, подключ к спец приборам. Термопары устан-ся в средней части а-а для контроля температур воздуха и управл-я процессом, а от 10до24 термопар контралируют температуры ПКМв кажд точке тех оснастки. Показания термопар выводятся на регистрирующий прибор, кот непрерывно ведет запись изм-я температур. Для современных а-вов измер температур осуществляется с помощью промышленных контроллеров.
Система вакуумирования а-а. Каждый а-а снабжен вак насосом, ресивером и 10-30 линий из гибких Ме-их рукавов, подключаемых к вак штуцерам выклеечных или сборочно-склеечных форм. Каждый а-в снабжен сист изм-я вакуума-10-20 гибких Ме-их рукавов и прибором для измерения и записи вак на диаграмме.
Система создания давления в камере а-ва. Кажд а-в снабжен компрессором, кот через ресивер обесп-т быстрое создание давления, мах время создания давления не более 5мин. Каждый а-в снабжен сист продувки кот производит 5-кратный обмен воздуха в камере а-а перед открытием его загрузочной крышки.
Загрузка полимеризационного газового а-а. Это отдельная тех операция в кот указ-ся проверка на гермет-ть каждого тех пакета при загрузке в а-в, указ-ся подключение вак контрольных линий к каждой оснастке, установка термопар для контроля температуры. При проект загрузки технолог должен разраб схему размещения тех форм на загруз-х тележках. Для разраб схемы загрузки необход на 1-ом этапе опр-ть коэф т/отдачи в разных местах а-ва. Кажд тех оснастка обладает собств-м коэф нагрева, кот = времени в часах, необход для нагрева до зад-й температуры. Чем >КT, тем медленнее нагревается оснастка. Схема размещ-я разраб так чтобы ВФ имеющая большое КТ, распологались в тех местах а-ва, где более высокий КТ. При такой схеме размещ-е обесп-ся одновременное изм-ие температуры в разных частях камеры а-ва. Для получ-я более точных схем загрузки необх-ма с-ма автомат проект, моделирующая процесс нагрева и охл-я оснастки в камере а-ва.
Режимы а-ного формования. В ТП после операции загрузки следуют тех операции по лтвержд-ю констр из ПКМ. При а-вном форм-ии контролируются: температура возд в камере а-ва, температура кажд детали, вакуум в кажд тех пакете, давление в камере а-ва. Все эти знач-я пар-ров фиксируются на диаграмме, кот хранится в течении всего срока экспл-ции с-та. В ТП операции а-ного формования запис-ся в виде режима по знач-ю температур, времени выдержки, ск-сти нагрева и охл-я, знач-е вак и избыточ давления. Все эти пар-ры взаимосвязаны. Режим а-ного формования зависит от марки полимер связующего и констр-ых особенностей детали. Поэтому при загрузке необход контролировать чтобы одновременно в а-ве наход-сь детали из ПКМ, отверждаемы по одному режиму. Связующее УП-2227 имеет след режим а-ного формования: 1 в тех пакете созд-ся разрежение Рвак=-(0,8±0,05) Па. 2 повыш-ся температура ПКМ со ск-стью-2-3С в мин до 130±5С. 3 производ-ся выдержка в течении 30 мин. 4поднимается давление в камере а-ва до 5±0,05 атм и производ соед вак мешка с атмосферой. 5 производ выдержка в течении 1 часа. 6 температура поднимается до 150±5С и выдерживается в течении 2 часов. 7 повыш-ся температура до 175 С и выд-ся 3 часа. 8 уменьш-ся давление до 3,5 атм и охл=ся констр до 4С. При достижении температуры 40С цикл охлаждения завершается деталь извлек-ся из а-ва.
55. Диаграмма. tк=0,95tmax констр. Vн=tконстр-tн)/3600τн{C/cек} Vo=tmax-toxл)/3600τохл. Tв-ха-температура воздуха в камере а-ва. Tконстр –температура отверждаемой констр из ПКМ. Для того чтобы определить время нагрева, необход по диаграмме оценить температуру при кот констр выходит на режим отверждения(tконстр). τн-время нагрева констр. Процесс отверждения начинается несколько раньше. Определяя эту температуру, опр-м время нагрева. Температура по кот начинается отсчет времени нагрева=0,95 tmax. Время охлаждения-интервал от начала процесса охлаждения до момента, когда температура отверждения констр достигнет 40С. Зная время нагрева и время охлаждения можно рассчитать скорость нагрева и охлаждения. Полученные по диаграмме скорости должны быть сравнены со скоростями заданными в ТП. При возникновении нарушений вопрос о дальнейшем использовании данной авиа констр решается на основании актов испытаний образцов-свидетелей на прочность.По диаграмме также опред-ся время выдержки τвыд, кот задается тех режимом отверждения, кот также должна соответствовать требованиям ТП. По диаграмме можно определить перепад температур между воздухом и отвержд-й констр. Для этого рассчитывается площадь между кривой отв0ия констр и кривой изменения температуры воздуха.
56Автомат проект процессов автоклав формов-я. Для обесп высокой точности режима а-ного формования и как следствие обесп-е заданной прочности авиа констр-ии из ПКМ авто форм-е должно вестись в автономном режиме при ограниченном участии человека. Автоматизация процесса обеспечат сокращение цикла формования и экономии энергоресурсов.
Процедура авто проект-я. Исход данные для проект: 1 геом пар-ры, 2 пар-ры отвержд-й констр из ПКМ(теплофиз свойства материалов,и тех оснастки, теплопроводность, теплоемкость, плотность). 3 тех характеристики а-ва. Предполог-ся исп-ть реальные тех характеристики, кот обладает а-ав. –число оборотов вентилятора, -ск-сть движ-я воздуха в а-ве, -мощность эл нагревателя, расход воды в охлажд-щей системе. Авто проект предпологает что в камере а-ва как правило нах-ся несколько отверждаемых констр. для кажд из них производ расчет процесса нагрева и охл-я. В результате сравниваются с заданными пар-рами и если они не удовлетв требованиям , то необход произвести или др компоновку или решить задачу оптимизации расположения констр на раб столе а-ва.
Трехслойные авиа констр. В современном самолетостр-ии широко исп-ся 3х слойние констр состоящие из 2х обшивок, кот изгот из Ме или ПКМ легкого заполнителя, кот нах-ся между обшивками.
Классификация заполнителей Заполнители делятся на 2 группы: 1 вспененные (пористые), у кот в качестве матрицы исп-ся широкий спектр материалов (пенопласты, пенокерамика,пенометалл) 2композиции из полых изолированных микрообъемов. Легкие заполнители: газонаполненные (микросферы, пенопласты); сотовые(сборные, сплошные, разделенные); ячеистые; многостеночные(сборные, сплошные); гофровые(линейные, зигзагообр-е); плетенные( жгутовые, ленточные). Состав заполн-ля хар-ся как регуляр структуры, набранные из трубчатых элементов и имеющих сквозн канал м/ обш-ми. Оси трубчатых элементов направлены по нормали под углом к обш-ке. Выдел-ся 3 группы сот по признаку “наличие соед-ний трубчатых элементов”:1 сборные(образ-ые гофрир лентами), 2 сплошные (не имеют соед-ний и получены ткачеством), 3 разделенные соты, образован гофрир лентами, но не имеющ соединений по высоте трубч элементов, а только в локальных зонах. Дальнейшая классификация может быть проведена по форме сечения труб элементов: 1гексональные, 2прямоугольные,3 флекскор, 4шестигранные смещенные, ромбич-е, мальтийские, крестовые, шестигран с усиливающими лентами. По материалу сотового заполнителя: Al-фольга(АМг-2Н), стеклопластик(ССП, ТЕСП-ткань стеклопластового заполнителя), фенилоновая бумага. Основные треб к заполнителям. – высокие функциональные пар-ры(почность, тепло,- звукоизоляция), - наличие развитой площади соединения с обш-ками, - эконом оправдана возможность придания заплн-лю одинарной или двойной кривизны, перемен высоты, - отсутствие нарушения конфигурации заполнителя, структуры его материала.
Краткая характеристика заполнителей Наибольшее распростр-е получ сотов констр. они имеют наиболь жесткость, высокий предел почности при сжатии. Оценка сот зап-ля произв-ся по отношению прочности при сжатии к плотности д.б = (2,5-2,9)*103 м. сот зап-ль из бумаги нонекс =(5,3-8,1)*103. в некот-ых констр конкуренцию составляет ячеистый заполнитель. Данные констр реализованы в носов обтекателе Ан-124, судовых констри экранах систем ПВО. ДОСТОИНСТВА: 1 развитая площадь контакта с обш-кой, 2 широкое разнообр-е конфигурации ячеек, позволяющая обеспеч более высокое шумопоглащение и звукоизоляцию. 3 возм-сть удаление конденсата или выравнивание давления в полости между обшивками.
57 Осн виды 3х слойных констр-й 1Ме-ий сотовый заполнитель и Ме обш-ки приклеены к нему, 2неМе-ий сотов констр-ии состоящ из неМе-их сот и неМе-их обш-к. 3гибридные (1монолит обш-ка толщиной 1..2мм, 2легкий сот заполнитель между обш-ками, толщина значительно >Sобш-ки, 3клеевой слой, соед-т сот заполнитель с обш-ками) по сравнению с монолит констр сотовая обесп-т повышение жесткости при той же массе в 10 раз. Прим-е сот констр-ий позволяет снизить массу на 40-50% при сохранении ее прочности.
Устройствотиповой сотовой констр. Обш-ка изгот-ся из листа (Ме-ая или неМе-ая) с толщиной от 0,5 до 2мм. Ме-ие обш-ки из материала Д16Т, не Ме-ие-стекло, -органо,- углеплостики. Форма Ме-их обш-к задается с исполь-ем обтяжных пуансонов. Форма неМе-х обш-к зад-ся выклеечной оснасткой. Сот заполнитель хар-ся низкой плотностью=20-100кг/м3. Наиб распростр получили сот заполнители с шестигранной формой ячейки.ρсот зап =1,54 δс/а *ρм- плотность сот заполнителя. δс –толщина материала, из кот изгот-на сота, а раз-р грани соты, ρм –плотность материала. Марка сот зап-ля хар-ся: 1 материалом, из кот изгот соты, 2 толщиной стенки, 3 раз-ром грани от 2 до 10мм, наибольше распр-ны 2,5-5. 58 Для прочного соед сот зап-ля с обш-кой между ними должно образ-ся Т-образный клеевой шов, кот называется гаптель. Он хар-ся 1 обш-ка, 2 стенка сот зап-ля, 3 клей(галтель). Увелич толщины клеевого шва в 2-3 раза приводит к снижению почностных характеристик сот констр на 30-40% при использ-ии техже материалов. При ↑толщины в 5-6раз почность уменьш более чем в 2 раза. В сот констп прим-ся спец клеев материалы, кот полимеризуются при↑температурах(125-175). В основном прим пленочные клеевые материалы-ВК-51,ВК-51А, ВК-36, ВКВ-3. Пленочный клеевой материал состоит из клеевой пленки 0,2…0,3мм и 2х защит пленок. В качестве клеевого материала в самолетостроении исп-ся и связующие, также препреги, полученные с их исп-ем, называется клеевыми.
59 Типовые элементы сот констр. 1Обш-ка, 2вкладыш-прим-ся для заделок кромок сот констр и изгот из ПКМ или использованием пасты ВПЗ(вспенивающ-ся полимер заполнитель). Заделка кромок м.б осущ-на путем изгиба одной из обшивок. 3 местное усиление констр. для размещ-я крепежных элементов в сот констр производят местное усиление: а) заполнение полости вспенивающ клеевой композицией, б) установка сот заполнителя с меньшими размерами ячейки. в) удаление сот и размещ на этом месте втулок из монолит материала.
60 Основные тех операции при изгот 3х слойной сот констр 1 монолит, 2лонжерон, 3сот заполнитель, 4 клеевой материал, 5 законцовка. ТП: 1 изгот обш-ки и др, 2 мех обработка сот заполнителя, кот поступает в сотоблоках. Если сот заполнитель Ме-ий, то его раскраивают в сжатом виде, потом растягивают. 3 предворит сборка-каркаса,-сот заполнителя, чтобы обеспеч допустимый клеевой зазор между собираемыми констр для предворит и окончат сборки, исп-ся сборочно-склеечная осн-ка ССО. 4 подготовка поверхности отдельных элементов сот констр под склеивание. 5 Нанесение клеевого материала. 6 сборка в ССО сот констр и сборка тех пакета. Для обесп-я прижатия отдельных элементов сот констр др с др исп-ся эласт вак диафрагма и избыт давл в а-ве. 7 склейка сот констр в а-ве при повыш температуре и давлении 8 контроль качества сот констр одновременно с констр изгот панель, из кот вырезается образцы-свидетели. При изгот сот констр изгот образцы-свидетели из той же партии сот и клея. Они подвергаются мех-му разрушению. 9 Мех обработка сот констр. 10 Герметиз-я сот констр. клеевые швы д.б. герметич-ми, чтобы не происходило насыщение констр влагой. Оклейка стеклотканью кромок панелей(в этом заключ герметизация). 11 взвешивание и маркирование констр.
61Изгот сот заполнителя. 1 Изгот Al го сот заполнителя. Для его изгот-я исп-ся фольга марки АМг-2н (накартованная) толщина фольги 01-02мм. в качестве клея исп-ся жидкий клей ВК-25 (фенольно-каучуковый). ТП 1обезжиривание фольги осуществляется на спец установках модели УОФ-2М, осуществляется в водных р-рах пов-стно активных веществ (ПАВ) с использ ультразвука. Ультразвуковые генераторы УЗГ-3-4. качествообезжиривания пров-ся с помощью установки люминисцентного конроля УЛКО-3. Фольга светится ультрафиолет лучами. 2нанесение клеевых полос на ф-у осуществляется на автомате АСП-1000М(автомат складирования пакета), также на АСП-1000М осуществляется сушка клеевой полосы и складир-е пакета в виде гармошки, мах число листов-450. Макс ск-сть движ-я ф-ги-3м/мин. 3склейка сотопакета осуществляется на прессе УСП-70. Давление прессования до 16 кг/см2 . Под прессом происход процессовержд-я и склеивания. 4 Мех обработка сотопакетов. Из полученног сотопакета вырезаются заготовки. 5 Растяжка пакета осущ на устан-х РСУ-2-4000. По торцам пакета приклеиваются лямки из ткани 500. Длина растяжки l=n*a*30.5/2, n число листов в пакете. Растяжка производ на 10-120мм больше с учетом пружиннищих свойств сот зап-ля. 6 Термофиксация сот зап-ля осущ в термопечи при 150С в течении 1 часа. 7 мех обработкасот зап-ля в растянутом виде прим-ся для клиновых и с криволин-ой поверхностью огрегатов. Сот блок закреп-ся на плите-спутнике с помощью полиэтилен-гликоля ГЕГ-115. Фрезерование сот блоков в растян-м виде осещ на станке РФП-6, осущ лезвийной фрезой. 8 Удаление тех средств-промывка сот от ГЕГ-115, нагревают сот блок с плитой в печи и расплавляют ГЕГ-115, извлекают соты и отправляют на промывку в спец ванны. 9 обезжиривание сот блоков в устан-х модели УОП-3(устан-ка обезж-я в перхлорэтилене) При отсутствии УОП-3 обезж-е осущ ручным мех-ным способом с использ ванн с растворителем. 10 Испытание сот пакетов:-испытание на отслаивание,-почность на сжатие-растяжение.
62 Технология изгот полимерсотопласта (ПСП, ПСП-1) прим полимер-я бумага. 1 пропитка бумаги св-щим БФОС осущ на устан-ке УПСТ-1000. 2 нанесение клеевых полос, осущ на АСП-1000(автомат). В процессе движ-я бумаги на АСП-1000 пробиваются базовые отв-я, отрез-ся заготовки необход длины и вручную складир-ся на пакетоукладчики. В качестве клея прим ВК-25. 3 Склейка сотопакета, т.к полимер бумага облад-т низкой теплопроводностью, склейка проводится по этапам: 1прессование пакета на прессеУСП-70. 2 Склеивание на установке СВЧ 3 склеивание в термопечи. 4 растяжка на установке РСУ-2-4000. 5 Термообработка при температуре 170С в течении 5 часов. 6 контроль качества-разрезка на заготовки на горизонт-пильных станках. Станки обесп точность резки ±0,02мм. для криволин агрегата сот блоки фрез-ся на РФП-6. Стеклосотопласт изгот из тонкой стекл ткани. На непропитанную св-щим ткань наносят клеевые полосы, склеивают сотопакет и его растягивают. Растянутый сотопакет пропит-т св-щим в ванне. После пропитки осущ термообработка. Тканный сот зап-ль. Обр-ся из отдельных нитей методом ткачества на спец ткацких станках с ЧПУ. Ячейки обр-ся без использ клея. ТССП исп-ся в констр панели шумопоглащения и канала воздухозаборника.
63 Мех обработка ПКМ. С т зр мех обработки ПКМ яв-ся слож объектом, треб-щим прим спец инструмента и спец оборуд-я. В основном процесс изгот констр из ПКМ не связан с мех обработкой. Доля операций обработки сост-т 10-15% от полной трудоемкости. Но есть операции, кот часто исп-ся при изгот констр из ПКМ: 1сверлильная- прим для получ отв-тий под крепеж элементы, хар-ся ↑шероховат-ю поверхности 40, отв-тия хар-ся ↓точностью 12-14кв. 2 операция резания с ее помощью удал-ся технол припуск по разметке. 3 зачистка-в процессе изгот констр из ПКМ на поверхности обр-ся наплывы связующего, клея, для удаления кот, а также для повыш-я качества внеш поверхности, кот впоследствии окрашив-ся использ зачистка поверхности. 4 фрез-е- операция в кот производ вырезка окон, лючков в констр. 5 мех обработка сот зап-ля.
64 Особенности процесса резания. 1анизотропия свойств ПКМ предпологает, что структура материала различная в разных направлениях-причина этого заданная схема выкладки препрегов. В процессе мех обработки хар-р образующейся стружки зависит от того, идет ли инструмент вдоль полотна или поперек. Прод движ инструмента хар-ся образ-ем задиров, низким качеством поверхности, поэтому поэтому в ТП мех обработки необход учит-ть схему выкладки. 2 волокнистая структура ПКМ. В процессе мех об-ки происходит выкрашивание полимер связующего и разлохмачмвание АРМ наполнителя, поэтому поверхность после реж инстр=та обладает низкой шерох-ю. Ее как правило необход зашкуривать. Чтобы обесп более качеств поверхность необх прим инструмент с повыш остротой. 3 высокая твердость АРМ наполнителя. Угле боропласт имеют высокую твердость, поэтому для их обработки исп-ют тнстр-т имеющий сверхтв-е покрытие, напр алмаз. ↑тв-сть наполнителя вызывает абразивный износ реж инструмента, что не хар-но для Ме. 4 низкая теплопровод-ть ПКМ, по ср-ю с Ме теплопровод-ть ПКМ в сотни раз ниже. Это сущ-но влияет на процесс мех обработки и приводит к частому перегреву реж инструмента. 5 диструкция полимер связующего. Под действием мех и теплов возд-я в зоне рез-я созд-ся условия, при кот полим связующее разруш-ся с массовым разрывом хим связей. В процессе разрыва мол-л возн-т радикалы. Эти вещества активно взаимодейст-т с материалом инструмента и кислородом воздуха. Происходит абсорбционный износ реж инструмента. 6 ↑упругост ПКМ в отл от Ме ПКМ обладает способ-тью значит деформ в процессе мех обработки. Под действ реж инструмента в зоне пакета ПКМ деформ-ся, тем самым увелич площадь соприкосновения с реж инструментом, что приводит к износу реж кромки. Упругие свойства ПКМ приводят к уменьшению точности обработки. 7 Критерии тех износа. Реж инстр при обработке ПКМ прим-ть после того как в зоне резания обр-ся ворсистость. 8 Низкая термостойкость. Полимер связующее при температурах 200-300С выгорает или обугливается, при этом использ-е СОЖ ограничено, т.к. происход пропитывание. Трудно обр-ть органопластик, т.к. он обл-т высоким модулем упругости, а полимер природа АРМ наполнителя приводит к его оплавлению при мех обработке и засаливанию инстр.
65 Инстр прим при мех обработке. 1сверла-прим спец сверла имеющие углы заточки, отличающиеся от угла заточки сверла для Ме. Сверло хар-ся быстрым износом, поэтому кол-во отверстий в 2-3 раза меньше, чем при сверлении Al сплавов. Сверла изгот из сплавов серии ВК (вольфрамо-кобальтовые). Осн факторами затупления-трение стружки и заготовки, т.е аброзивный и абсорбционный износ. Для повыш схода стружки винтовые канавки сверла вып-ют полированными. При выпол-ии отверстий наиб частыми дефектами яв-ся сколы и разлохмачивание в местах входа и выхода. Для уменьш дефекта рекоменд исп-ть накладкииз твердой древисины. Для вып-ния качеств отверстий прим алмазные сверла, содерж на раб поверхности синтетич алмазы. Прим алмаз сверл треб высоких оборотов от 8000 до 20000. Повыш стойкости реж инстр способств использ ультразвук колеб-й. при налож на сверло колеб от 20до50кГц првыш стойкость инстр в 2раза. Для выпол отв-й исп-ют гидравл резку(резку водой под высоким давлением), лазерную резку и пробивку отв-й. 2дисковые ножницы,исп-ся для отрезки кромки, изгот-ся из быстрореж стали, аруж-ая кромка изгот из вольфрамовых сплавов и покрывается алмаз порошком. 3 алмазный отрез круг-в процессе резания на реж кромке АОК достиг-ся ск-сть 40-50м/сек, при этом подача реж инструмента выбирается по спец зависимости S=(15*Vн*G)/(k*h), S-подача, Vн-ск-сть вращ-я G зернистость олмаз порошка,250-415ед h-толщина разрезаемого материала, k-кэоф учит-щий засаливаемость инструмента. Коп=3(для органопласт), Куп=1,5(для ушлепласт) АОКиспольз для удаления тех припусука, вырезки окон, лючков. 4зачистной инструмент-наждачки, средней зернистости и шлиф круги из керамики или алмаза.
66Оборудование для мех обработки. Учитывая большие габариты и слож формы констр наибольш распростр нашел ручной пневмоинструмент. Электр инструмент не прим-ся. Пневмомашины:1дисковые ножницы с пневмоприводом, 2рвчажные ножницы,3сверлильные машины, 4пневмонажовки, 5зачистные пневмомашины. В основе любой пневмомашины лежит п/двиг-ль, в кот энергию сжат воздуха превращ-т в мех-ю энергию. Регулирование числа оборотов осуществляется с помощью редуктора. П/инструмент использ сжатый воздух с давлением Ризб=5-6атм. Использ п/инструмента яв-ся трудоемкой работой, т.к. инструмент имеет большую массу3-5кг, а также вызывает виброболезнь. В самолетостр-ии для повыш точ-ти и увелич производ-ти использ спец приспособления для закрепления и плавного перемещения п/машин. С помощью п/машин обесп-ся сверление и резание толщиной до 20мм. усилие д.б. в 10 раз меньшечем при обработке Al-ых сплавов. Также прим-ся станки: сверлильные, фрезерные, координатно-расточные. При этом универс оборуд-е доробатывается: 1 изм-ся привод станка для увелич ск-сти вращения до 12000-15000, для возможности работы с алмаз инструментом. 2уменьшение усилия резания для увелич диапазона подачи. 3 направляющие и др подвижные части изолируют от проникновения пыли. 4 Мах использ станков с ЧПУ.
67 Перспективное оборудование. 1Гидравл-я резка- установка в кот созд-ся высокое давление порядка 2000атм для струи жидкости с диаметром сопла 0,2-0,3мм. Такая установка способна разрезать кусок от 0,5-50мм. Качество поверхности в зоне резания соответствует 10 кв. 2 Лазерная установка-созд-ся пучек света с высокой плотностью107-108 Вт/см2 но здесь возможно появление зоны термич влияния 01-07мм. 3 Установка ультразвук резки, исп-ся для препрегов.
69. Подготовке поверхности под склеивание подлежат как обш-ка, элементы каркаса, так и сот зап-ль, а также Ме детали(кронштейны, шайбы, устанавливаемые на клеях). Обш-ка из органо и с/пластика подготавливают зашкуриванием наждачкой до полного удаления глянца. Удаляют продукты зашкуривавния с помощью щетки и пылесоса. Обезжирить поверхность ацетоном, если деталь хранилась с моментаизгот-я до склеивания не более 7 суток, а если более-то бензином и ацетоном. Клеевая пленка д.б. прикатана в течении 2часов с момента подготовки поверхности. Если обш-ки изгот с использ жертвенного слоя, тотехнология подготовки поверхности аналогична технологии подготовки обш-вок из КМУ(жертвен слой удаляют непосредственно перед нанесением клеевой пленки. Разрыв по времени не должен превышать более 30мин.
70 Сборочно-склеечная оснастка(ССО). Осн элементом ССО яв-ся плита, кот повтор контур одной из обшивок агрегата. Плита изгот из Al-го сплава или из полимер композита. Для поддержания лонжерона, нервюр в зад положении ССО предусм-ет спец вкладыши. Вкладыш изгот из техже материалов что и сама форма. Они закрепл-ся на плите ССО, положение вкладыша на плите обнспеч-ся с исп-ем спец шпилек и шпилеч отверстий. ССО содержит схему вак-я в виде вак трубок и штуцера для подключ вак и его контроля. Сист вак-я ССО предпологает меньшее удаление кол-ва летуч веществ, чем при формовании. Для обесп равномер передачи давл в констр ССО включ-ся цулага, изгот-я из Al листа или КАСТ-В толщиной 1мм. ССО должно обесп-ть вып-ние необх-х тех пар-ров. Склеивание (температура 125-180С, давление 2-3атм, ск-сть нагрева и охлажд, допустимаядеф-ция не более 0,1мм, ресурс оснастки эксплутационный). Для обесп зад точности склеиваемых агрегатов ССОд.б связана ВТО и заготовительной оснасткой, использ-й для изгот деталей из Ме.
72. Технология сборки-склейки 3х-слойных сотовых констр. 1Предворит сборка сот констр выпол-ся для обесп-я заданных зазоров между отдельными частями подлежащими склеиванию сот констр собирают в склеечно сборочной оснастке, при этом вместо клеевых материалов прим полиэтиленовую пленку, собирают тех пакет и вакуумируют. Тех пакет помещают в термопечь и нагревают до температуры 75±5С, выдерживают 20мин. Качество подгонки контролтруют по отпечатку сот зап-ля на полиэтилен пленку. В местах отсутствия отпечатка сот необход сдублировать клеевую пленку при склеивании. Эта операция называется сухая сборка. 2Подготовка поверхности под склеивание. 3Нанесение клеевого материала, нанесение пленочного клея осуществляется прикаткой к обш-ке. Пленку прогревают прогреваемым раликом одновременно прикатывая. Температура 40-60С. После прикатывания удаляется защитная пленка. 4 окончат сборка-осуществляется соед-е обш-к, элементов каркаса сот зап-ля между собой и помещением собранной констр в ССО. 5Изгот тех пакета(установка цулаги перфорированной) и сборка вак мешка. 6Проверка на герметичность, падение вакуума 0,1 атм за 3мин со значения 0,9 атм. 7. Сборка-склейка, особенностью кот с прим пленочных клеев яв-ся ступенчатая подача давления и при подоче давления соединение вак системы с атмосферой.
73 Основные виды дефектов.1 Наружные: -царапины-несквозные повреждения пов-стного слоя,-наплывыполимер связующего или клеевого материала, выход текстуры ткани,-прколы, вмятины. 2Внутренние:- расслоение между отдельными слоями препрега,- наличие инородных включений, -пористость ПКМ,- отслоение обшивки от сотового заполнителя, каркаса.
74 Основные методы обнаружения дефектов. 1 Визуальный контроль-осуществляется с использ осветит аппаратуры с освещенностью от100-1000лк и прим оптич средств с 4-х кратным увелич-м.данным способом рассматриваются дефекты раз-рами свыше 0,1мм. контрольосуществляется непосредственно после-сборки склейки или отверждения. 2 контроль массы, 3 контроль констр по образцам-свидетелям одновременно констр из ПКМ и сот констр выклеиваются образцы-свидетели, из кот вырез-ся образцы для испытаний. 4неразрушающий контроль-прим физ методы неразрышающего контроля:-акустические,ультразвуковые, тепловые, радиационные.
75 Метод свободных колеб-й. основан на ударном возбуждении свободно-затухающих упругих колеб-й широкого диапазона частот, контроль в зоне изделия и регистрация изм-ияспектра принятых сигналов. Этот метод яв-ся приборным вариантом метода постукивания в кот человеч-й слух заменит спец приемником и спектро-анализатором. Метод прим для контроля многослойных констр с толщиной больше 1,5мм, при толщине констр от 10до200мм. признаком неисправности яв-ся изм-е спектра упругих колеб в зоне контроля, т.е смещение в область высоких частот и заметное изм-е амплитуды принятого сигнала. В наст время использ-ся дефектоскоп АУД-01. Мин площадь выявляемого дефекта в Ме обш-ки на глубине 0,5-0,7мм, а в композите до 1,5 см2.
76Акукстический импендансный метод. В процессе контроля фиксир-ся изменения амплитуды силы реакции на участке с неисправностью по сравнению с бездефектным участком. При наличии в клеевом слое 5 между обш-кой и сотоблоком дефекта происходит изм-е толщины обш-ки в зоне контроля и как следствие, изм-е частоты собств колеб-й обш-ки, что фиксир-ся пьезоэл-ом 7 и индикатором 8. для импендансного контроля исп-ся приборы: ИД-91М, АД-42Н. ИД-91М выявляет дефекты в ПКМ на глубине от 0,15до8мм, в Al сплавах от 0,5до2мм. 1излучающий пьезоэлемент,2генератор,3волновод,4 несущий слой, 5клеевой слой, 6 сотоблок, 7 приемный пьезоэлемент,8 индикатор колебаний.
77 Ультразвуковые методы. Основан на спольз УЗ колеб-й кот аередаются от источника колеб-й ивоспимним-ся спец датчиком. Для прим-я метода д.б. обесп хороший акуст-ий контект между излучателем и приемником. В Ме этодостиг-ся с использ спец жидкостей. Для ПКМ использ датчики с полиуритановым наконечником. 1УЗ теневой метод. Недостатком яв-ся необх-ть обесп-я 2х стороннего доступа к изделию и строгого совпадения акуст-х осей излучателя и приемника. Метод прим для контроля слоистых пластиков, их соединения лист-лист с толщиной пакета до 20мм, сот констр до 15мм. 2 УЗ эхо метод. Высокочастотный, основан на принципе фиксирования отраж-го звука. Этот метод позволяет дефекты при одностороннем доступе констр. Прим приборы типа УДТБП45, USIP-12/ Указанные приборы позвол производить не только неразруш-ий контроль, но и в клеевых соединениях лист-лист оценивать почность погрешностью 15-20%.
78 Радиационные методы. –нейтронный,-радиграфический,-метод радиотерапии с использ β-излучений. Радиограф м-д к-ля основан на использ иониз-ного γ-излуч с помощью эффекта ослабления рентген излуч по з-ну Ј=Ј0e –μd JJ-интенсивность рентген излуч прошедшего через образец и падающ, μ-линейный коэф ослабления излуч, d-толщина образца. В качестве высоковольт ист-ка излуч исп-ся рентг-ий аппарат РУП60-20, РУМ-7. диапазон регулир напряж на трубке от 20до60кВт. На ренген пласт в месте деформ происход более интенсив засвечивание, а следовательно обр-ие более темное пятно. 2Нейтронный-в качестве проник изл-я исп-ют пучки незаряж частиц нейтронов.для контроля образцов сот констр прим нейтральную радиографию и нетр радиометрию. При нейтр р/метрии исп-ся гелевый счетчик медленных нейтронов. При нейтр р/графии исп-ся рентген пленка. С помощью нейтр р-графии отчетливо видно клеевое соединение. Просматр-ся неравномерность нанесения клея. Выявл-ся пятно без клея диаметром 25мм. 3М-д р-метрии с β-излуч, в качестве излуч использ стронций-90 и итрий-90. Прошедшие частицы регистрир-ся счетчиками Гейгера-Мюлера. Р-метрия позвол выявить отсутствие клея , его неравномерность, нарушение сот констр. этот м-д более чувствителен к изм-ю толщины клеев слоя.
79 Тепловые методы. Основан на контроле температурного поля гуделия. Вначале изд-е нагрев до 50-60С , исп-ют ламповый нагреватель. Это кварцево-галогенная лампочка большой мощности. Время нагрева 10-15сек. Затем лампа выкл-ся и с помощью тепловизера контр-ся тепловое поле. Тепловизер-прибор кот позволяет опр-ть термограмму изделия. В месте, где более высокая температура можно судить о наличии дефекта. Тепловой метод контроля является самопроизвольным методом неразрушающего контроля.
80 Осн тех документы. Разраб тех карта неразруш контроля ТНК и карта эскизов. ТНК содержит осн-е переходы, приспособ, инструмент, материалы, режимы контроля. Основные переходы:
1очистка поверхности от пыли,
2разметка детали на участки,
3 поиск дефектов с указанием их границы.
При поиске дефектов необходимо выделить шаг сканирования и сканировать перемещение датчика. Перед поиском дефекта необходимо вып-ть настройку дефектоскопа. Для этого в карте указ-ся N контроль образца, кот исп-ся для контроля дефектоскопа. Шаг сканирования опроцесся после оценки доп-ных р-ров дефектов по тех условиям на агрегат. 4Обработка данных контроля. Обработка закл-ся в опред относит площади дефекта: S=ΣFдеф/Fконстр )*100%≤2%. В тех условиях оговаривается мах площадь дефекта. Карта эскизов дополнит технолог карту контроля. На ней изобр-ся контроль-ый агрегат, приводиться его сечение, указ-ся внутр структура(марка препрега, сот зап-ля).
81 Понятие образцов-свидетелей. О-с изготавливают одновременно с авиа констр из той же партии препрегов, клеев, сот и т.п., по тому же технолог режиму, что и сама конструкция. По о-с судят о мех, физ, и хим свойствах самой конструкции.
82 Мех испытания о-с. 1Почность при растяж-и,2 опред модуля упругости при растяж,3 почность при изгибе,4 модуль при изгибе, 5почность при сжатии, 6почность при межслоевом сдвиге. Для сот констр проводят испытания: 1равномерный отрыв обш-ки от сот зап-ля, 2четырехточечный изгиб,3отрыв об-ки с использ барабана. Опред почности при изгибе:опроцесся м-дом 4х точечного изгиба: σ=3Fmaxl0/2bh. B,h-ширина толщина обр-ца. Для опред про чти клеевого соед а также почности сот зап-ля одновременно в авиа констр склеиваются 3х слойная панель из кот вырез-ся обр-цы и производят мех испытания. Σотр=Fmax/S. у нормально склеиной констр будет 100% отрыв по сотамМ-д 4х-точечного изгиба: первоначально на обр-ц приклад-ся усилие 100-150Н, затем 700-800Н, в дальнейшем нагрузку увелич до разрушения образца. Опр-т почность изгиба сот констр. Результаты, полученные при механических испытаниях о-с подвергают статистической обработке. Полученные результаты сравнивают с параметрами, зад тех условиями на агрегат и приним решение о допуске конструкции для эксплуатации.
85 Выполнение отверстий. Традиционные виды соединений-клепка, болтовые, сварные, пайка для ПКМ мало эффективны. Специфика соединения ПКМ опред-ся след факторами: 1Гетерогенностью их структуры,т.е большим различием мех и физ свойств матрицы и наполнителя. 2 Матрица как правило термореактивная. 3 Анизотропия изделия, т.е существ-е различие свойств в разных направлениях.
86 Классификация соединений. В завис-ти от типа шва используемых соед=ых элементов соединения классифицируют: мех-е:прессовые, замковые, заклепочные, резьбовые, прошивочные; Адгезионные: сварные,клеевые,формованные; Комбинированные: клеянные конические, механо-сварные.
87 Прессованные соединения. Фиксация детали осуществляется путем натяга между ними. Для этого сопрягаемы раз-р внутр детали делается меньше раз-ра охватыв-ей детали. Прессовые соединения типичны для Ме констр, в тоже время они прим-ся в узлах, одна из деталей кот Ме, другая из ПКМ. Натяг опред разностью раз-ров, он вызывает контактное усилие, кот обесп-т силы трение, предотвращ разъединение детали. Миним натяг выбир-ся т.о. чтобы силы трения превосходили эксплутац-ю нагрузку. Макс натяг не должен разрушать втулку. Рекомендуется натяг Н=(0,01-0,04)d, где d-диам-р отв-я. Натяг осущ напрессовкой, нагревом втулки или охлажд валаи моментно-импульсным обжатием. Особенностью прессования соед деталей из ПКМ яв-ся то, что в процессе экспл-ии изм-ся прочностные свойства, происход релаксация напряж. Усилие сопротивл детали разъединению уменьшается по зависимости N=Ns*t-m, N-усилие сопротивл, Ns-усилие запрессовки, t-время экспл-ии в часах, m-коэф завмсящий от типа матрицы,=0,02-0,045. Время релаксации бывает в пределах 100ч, после чего наступает стабилизация усилий сцепления.
88 Замковые соединения. Основаны на введении выступов одной детали в впадины другой детали. Для того чтобы внутр деталь можно было вставить в охватывающию, на ней делают разрезы, как на цанге. Для предотвращения размыкания узла устанавливают дополнительную пробку. Замковые соединения могут быть организованы путем приформовки ПКМ к Ме детали имеющей выступы.
89 Заклепочные соединения. Осн-м отличит признаком заклепки яв-ся наличие пластич деформ хотя бы одного из ее элементов при установке. Заклепки подраздел-т на сплошные и составные. Закладная головка формир-ся до установки заклепки в отверстие, она можеть иметь различ форму. Форма замык головки всегда в виде цилиндра, в некот случаях ЗГ формир-ся в потайне. При соед детали из композитов очень трудно обеспечить качество отверстий и натяг между заклепкой и стенкой отверстия, т.к. из-за большой разницы твердости матрицы и арматуры отверстие с большой чистотой поверхности получить невозможно, а также из-за малой почности матрицы создать гарантированный натяг сложно. При раздаче стержня заклёпки и увелич его диам-ра матрица растреск-ся, а волокна арматуры расход в стороны. Кроме того, ПКМ хуже, чем Ме воспинимает усилие сжатия. В результате под ЗГ и Г возм-но продавливание и растрескивание материала.
90 Особенности клепки. При клепке необходимо: 1 Уменьшить раздачу заклёпки и контактного усилия со стороны заклёпки на материал отв-я, 2Увелич площади контакта заклёпки с поверхностью соед детали как по отв-ю так и под головкой. 3 Сниж усилия формообр-я элементов заклёпки. Распространены след тех приемы выпол-я клеп-х швов: 1 Раскатка ЗГ,2Раздача ослабл-го уч-ка стержня, 3Установка ограничит элементов, 4Установка жесткого стержня, 5Формование полимер элемента (заклёпки)
Технология конструктивной схемы изделия
Цельноформование
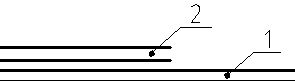
1 Обшивка
2 слой усиления
Цельноформование каркасное
1.
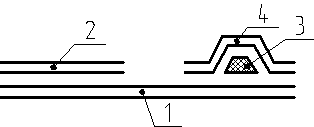
1 Обшивка
2 слой усиления
3 вкладыш пенопластовый
4 элемент жёсткости
2.
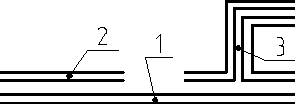
1 Обшивка
2 слой усиления
3 элемент жёсткости
3х слойные конструкции
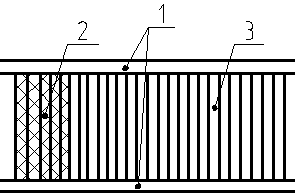
1 Обшивка
2 слой усиления
3 сотовый заполнитель
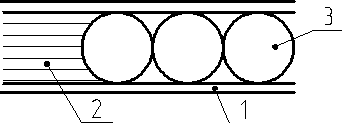
1 Обшивка
2 слой усиления
3 трикотажный заполнитель