

Сведения о техпроцессе изготовления детали
Общий вид интерцептора изображен на рисунке 3
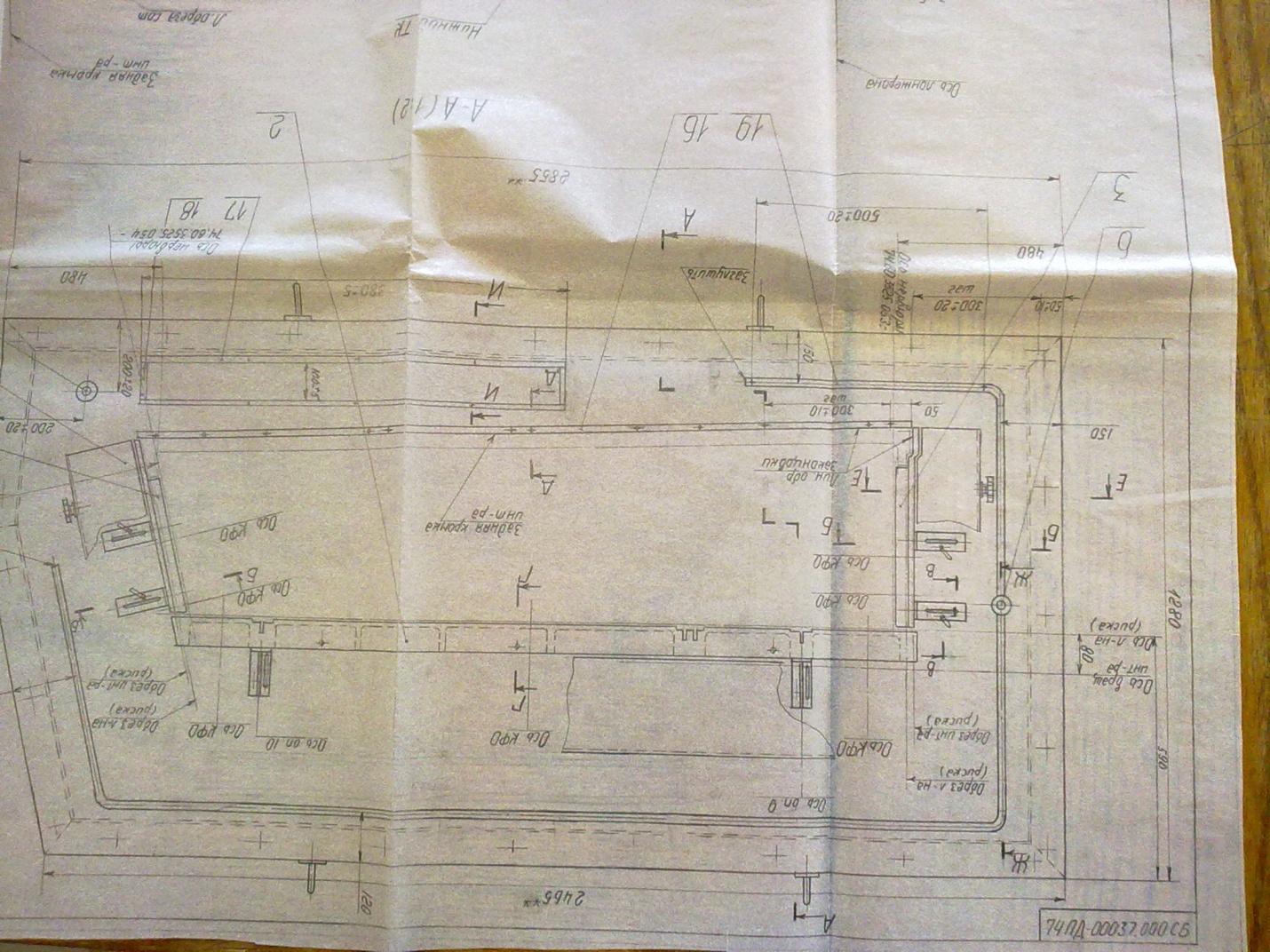
Рис. 3 Общий вид интерцептора
Типовой операцией изготовление такой детали являются выклейка в форму, автоклавное формование и сама сборка-склейка всей конструкции.
Тп выкладки монолитных деталей из препрега HexPel
5 Комплектование.
10 Контроль комплектования.
15 Транспортирование.
20 Транспортирование оснастки.
25 Транспортирование шаблонов.
30 Контроль молниезащитной сетки на оснастке.
35 Контроль БТК молниезащитной сетке на оснастке.
40 Подготовка оснастки.
45 Контроль подготовки оснастки.
50 Подготовка к контролю герметичности оснастки.
55 Транспортирование.
60 Контроль герметичности и герметизации оснастки.
65 Контроль БТК герметичности оснастки.
70 Транспортирование.
75 Разборка технологического пакета.
80 Изготовление цулаги из КАСТ.
85 Контроль изготовления цулаги из КАСТ.
90 Изготовление фальшдетали.
95 Контроль изготовления фальшдетали.
100 Изготовление стеклопластиковой цулаги.
105 Изготовление цулаги из резиноткани Ц-14-1.
110 Изготовление цулаги из кремнеземной ткани КТ-11-ТО и герметика ВИКСИНТ У-2-28НТ.
115 Контроль изготовления цулаги.
120 Подготовка рабочей поверхности оснастки к выкладке с помощью пленки.
125 Подготовка рабочей поверхности оснастки к выкладке с помощью пленки Tooltec CS5 для плоских деталей и деталей с одинарной кривизной.
135 Контроль подготовки рабочей поверхности оснастки.
140 Выкладка детали и панели образцов-свидетелей.
145 Вакуумирование первых слоев препрега.
150 Вакуумирование последующих слоев.
155 Контроль выкладки.
160 Сборка технологического пакета.
165 Контроль сборки технологического пакета.
170 Транспортирование.
175 Загрузка в автоклав.
180 Вакуум-автоклавное формование.
185 Контроль вакуум-автоклавного формования.
190 Транспортирование.
195 Разборка технологического пакета.
200 Контроль внешнего вида.
205 Предварительное маркирование детали и панели образцов-свидетелей.
210 Контроль предварительного маркирования детали и панели образцов-свидетелей.
215 Разметочная.
220 Контроль разметки.
225 Маркирование образцов-свидетелей.
230 Механическая обработка детали и порезка образцов-свидетелей.
235 Направление образцов-свидетелей на испытание.
240 Контроль и измерения.
245 Неразрушающий контроль детали (УЗК).
250 Нанесение лакокрасочного покрытия.
255 Контроль лакокрасочного покрытия.
260 Окончательное маркирование.
265 Контроль окончательного маркирования.
270 Измерение массы детали.
275 Контроль измерения массы детали.
280 Окончательный контроль БТК.
285 Упаковывание.
290 Контроль упаковывания.
295 Транспортирование детали.
300 Транспортирование оснастки и шаблонов.
305 Транспортирование.
310 Межоперационное хранение деталей.
При контроле детали используют следующий контрольно-измерительный инструмент:
- наборы щупов, линейки, штангенциркули, глубиномеры, рулетки, толщиномеры, вакуумметры, лупы и др.
- шаблоны контроля укладки.
Выклейка осуществляется в выкладывании слоёв препрега из стеклоткани Т-15(П)-76, T -10-15, СВМ,пропитанного связующим (ВК-9).
Применяют клеевые плёнки ВКВ-3,ВК-3, ленты ЛТ-38
Транспортировка осуществляется с помощью тележек для деталей, обшивок и ручных тележек.
Погрузка/выгрузка- с помощью кран-балок.
Хранить деталь на ложементах длинномерных заготовок. В течении всего срока хранения не реже одного раза в месяц работнику необходимо контролировать изменение цвета силикагеля индикатора.
Затраты на производство оснастки для изготовления формы составляет 8600 н/ч при стоимости каждого 275 рублей.
Автокла́в — аппарат для проведения различных процессов при нагреве и под давлением выше атмосферного. В этих условиях достигается ускорение реакции и увеличение выхода продукта.
Автоклавное формование представляет собой формообразование детали под действием высокого давления и температур. Для этого используют термопары и вакуумный шланг. Для контроля давления применяют шланг контроля вакуума.
Кран-балка (5т.) Основные преимущества кран-балки опорной: Плавность хода, большой срок службы, тормоз на передвижение, тельфер тип МТ, монтажные соединения крана на высокопрочных болтах, окраска качественной эмалью. Скорость передвижения крана- 20м/мин. Скорость передвижения тали-20м/мин .Скорость подъема тали-8м/мин.
Штангенциркуль – это мерительный инструмент для определения линейных размеров внутренних и наружных поверхностей, а также выступающих частей и отверстий деталей.Возможен контроль параллельности сторон заготовок. Он осуществляется с помощью основных мерительных губок.Измерение глубины отверстий, проточек и выступов выполняется глубиномером. Штангенциркуль обеспечивает класс точности с пределами измерений 0-125 мм (ШЦ-1) , 0-160 мм (ШЦ-2) и 0-400 мм (ШЦ-3). Модель ШЦ-1 наиболее приемлема для большинства измерений.Конструктивно мерительный инструмент состоит из линейки (штаги), на которую насажены мерительные губки.Наружные размеры детали определяются с помощью основных мерительных губок.Размеры отверстий и выступающие элементы конструкции определяются с помощью заостренных губок инструмента.