6 Расчет допусков размеров, входящих в размерную цепь
6.1
При сборке шатуна с коленчатым валом,
согласно техническим требованиям, между
щекой коленчатого вала и торцевой
поверхностью шатуна должен быть зазор
 мм (рисунок 6.1).
мм (рисунок 6.1).
б
a
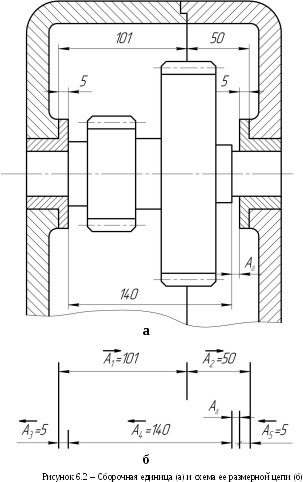
Рисунок 6.1 –
Соединение коленчатого вала и шатуна:
а– в сборе;б– схема размерной
цепи
Расстояние
между щеками
 – это звено является увеличивающим
(при его увеличении
– это звено является увеличивающим
(при его увеличении увеличивается), а ширина головки шатуна
увеличивается), а ширина головки шатуна –
уменьшающее звено (при его увеличении
–
уменьшающее звено (при его увеличении уменьшается).
уменьшается).
Звено
 является замыкающим, т. к. образуется
после сборки последним. Его номинальный
размер, мм
является замыкающим, т. к. образуется
после сборки последним. Его номинальный
размер, мм
 –
– =
= –
– =4.
=4.
Задача
является обратной. Верхнее
 и нижнее
и нижнее отклонения замыкающего звена равны:
отклонения замыкающего звена равны:
Es(AΔ)=+0,7мм; Ei(AΔ)=0;
Допуск замыкающего звена, мм
T(AΔ)= Es(AΔ)- Ei(AΔ)=+700-0=700 мкм.
Наибольшее
 и наименьшее
и наименьшее предельные отклонения определить по
формулам:
предельные отклонения определить по
формулам:
AΔmax=AΔ+Es(AΔ)=4+0,698=4,698мм;
AΔmin= AΔ+Es(AΔ)=4+0=4мм.
Вывод при сборке деталей не будет обеспечено выполнение заданных величин зазора между поверхностью шатуна и поверхностью щеки коленвала, т. к. так как этот зазор может достигать значений 0,17…0,43 мм.
6.2. Решение обратной задачи методом неполной взаимозаменяемости (вероятностным).
Исходные данные в пункте 6.1 и на рисунке 6.1. приняв закон нормального распределения (рассеяние) размеров при риске 0,27% (брак может составлять три изделия из тысячи) допуск замыкающего звена определяется по формуле
где
 – допуск замыкающего звена, мкм;
– допуск замыкающего звена, мкм; –
допуски составляющих звеньев, мкм.
–
допуски составляющих звеньев, мкм.
При
координатах середин полей допусков
составляющих звеньев
 мкм и
мкм и мкм. Координата середины поля допуска
замыкающего звена равна
мкм. Координата середины поля допуска
замыкающего звена равна
 мкм.
мкм.
Верхнее
 и нижнее
и нижнее отклонения замыкающего звена определить
по формулам:
отклонения замыкающего звена определить
по формулам:
 мкм;
мкм;
 мкм.
мкм.
Наибольшее и наименьшее значения замыкающего звена при расчете размерной цепи методом неполной взаимозаменяемости:

 .
.
Вывод: при расчете размерной цепи методом неполной взаимозаменяемости предельные размеры замыкающего звена (зазор между щекой коленчатого вала и торцовой поверхностью шатуна) удовлетворяет заданным техническим требованиям, следовательно, изделие является годным. При расчете же этой цепи методом полной взаимозаменяемости сборочная единица была забракована.
Метод неполной взаимозаменяемости позволяет с известным риском повысить точность замыкающего звена (уменьшить его допуск) при сохранении неизменными заданных допусков на составляющие звенья.
6.3. Решение прямой задачи методом полной взаимозаменяемости
Пример.
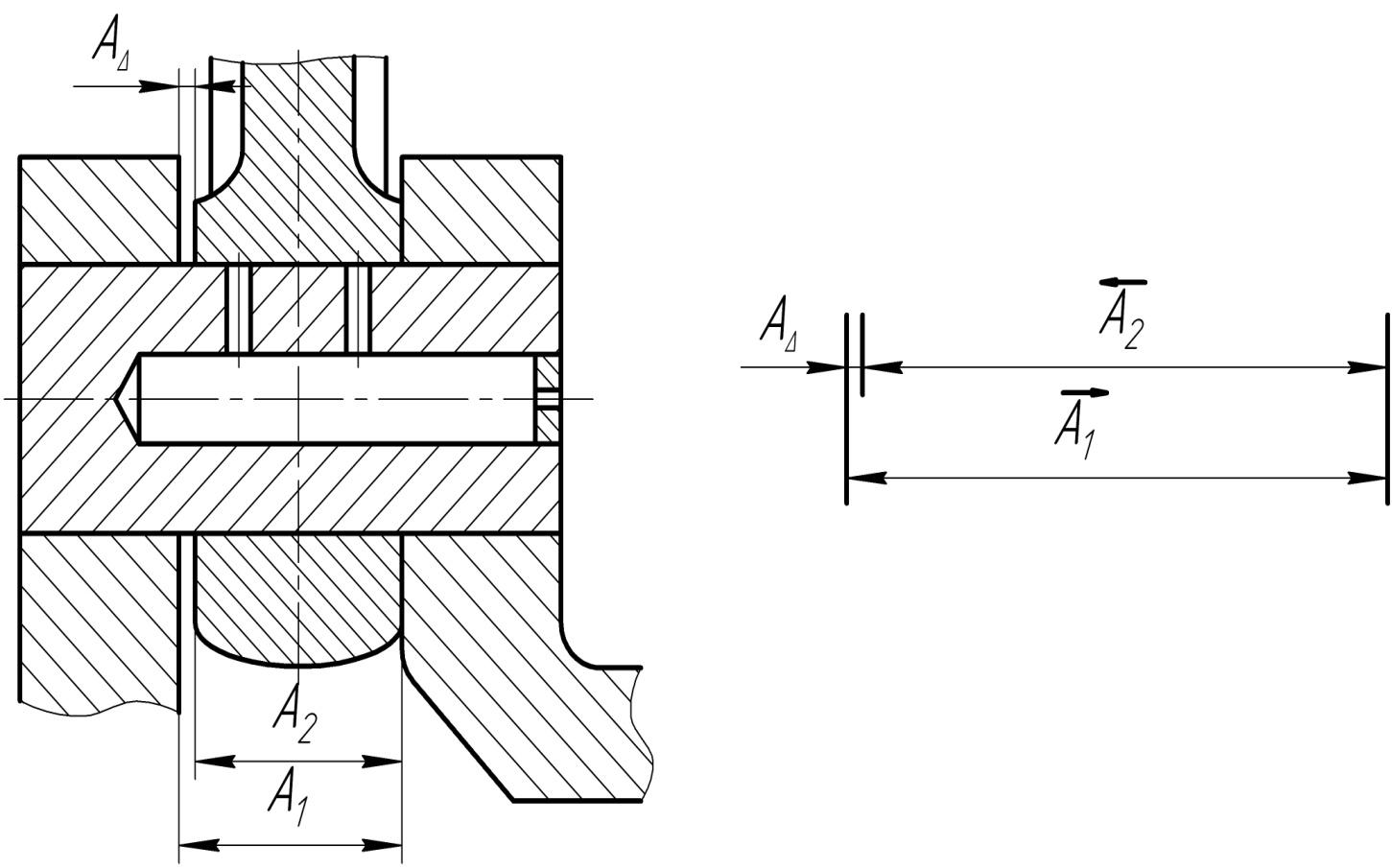
Для деталей сборочной единицы (рисунок
7.2, а),
схема размерной цепи которой приведена
на рисунке 7.2 б,
установлен торцовый зазор в пределах
4…4,3 мм. Номинальные размеры составляющих
звеньев (для всех вариантов заданий):A1
=98мм;A2
=18мм;A3
=26мм;A4
=36мм;A5
=4мм;A6
=12мм.Предельные размеры замыкающего
звена взять в соответствии с заданием:
 мм;
мм; 5
мм.
5
мм.
Вычислить номинальный размер замыкающего звена
AΔ =4 мм.
Верхнее
 и нижнее
и нижнее отклонения замыкающего звена:
отклонения замыкающего звена:
 0.
0.
Допуск замыкающего звена

При таком разбросе размеров составляющих звеньев (в разных интервалах) целесообразнее применить способ допусков одного квалитета.
Среднее число единиц допуска в размерной цепи определяем по формуле

Значения i выбираем по [3, таблица 33].
Согласно
найденному среднему числу единиц допуска
ат
ближе
подходит квалитет 11, для которого а
= 100.
Следовательно, большинство звеньев
размерной цепи могут быть изготовлены
по одному квалитету IT11,
(увеличивающих по Н11,
уменьшающих по h11)
и лишь одно или два звена по другому
квалитету с большим допуском, так как
 <
< .
Выбираем для этой цепи звенья
.
Выбираем для этой цепи звенья ,
назначив его допуск поIT10
= 160 мкм. Для удобства проведения расчетов
составляем вспомогательную таблицу
6.1.
,
назначив его допуск поIT10
= 160 мкм. Для удобства проведения расчетов
составляем вспомогательную таблицу
6.1.
Таблица 6.1 – Параметры к расчету размерной цепи (рисунок 6.2) методом полной взаимозаменяемости
|
Номинальный размер
|
Величина допуска i, мкм
|
Величина
допуска
|
Поле допуска
|
Предельные отклонения, мкм
|
Координата середины поля допуска Ес(Аi) | |||||
|
расчетная по IT11 |
скорректированная |
верхнее Es(Ai) |
нижнее Ei(Ai) | |||||||
|
A1=98 A2=18 A3=26 A4=34 A5=4 A6=12 |
2,17 1,08 1,31 1,56 0,73 1,08 |
220 110 130 160 75 110 |
140 110 130 160 48 110 |
H10 h11 h11 h11 h10 h11 |
+140 0 0 0 0 0 |
0 –110 –130 –160 –48 –110 |
+70 –55 –65 –80 –24 –55 | |||
|
|
∑i=7,93 |
|
|
|
|
|
| |||
 ,
мкм
,
мкм
 805
805
 698
698Для проверки правильности решения воспользуемся уравнениями
 –
– = 0,220+0,160 – ( - 0,075 –
0,160 – 0,075) = 0,698 мм;
= 0,220+0,160 – ( - 0,075 –
0,160 – 0,075) = 0,698 мм;
 Наибольший
и наименьший размеры замыкающего звена:
Наибольший
и наименьший размеры замыкающего звена:
 .
.
Таким образом, для обеспечения предельных размеров замыкающего звена допуски на составляющие звенья должны быть назначены по 11–му и на одно звено по 10–му квалитетам.
6.4. Решение прямой задачи методом неполной взаимозаменяемости
При
решении размерной цепи (см. рисунок 6.2)
с допуском
 700
мкм примем закон нормального распределения
размеров при риске 0,27%, тогда среднее
число единиц допуска
700
мкм примем закон нормального распределения
размеров при риске 0,27%, тогда среднее
число единиц допуска
 мкм.
мкм.
По [3, таблица 33] для IT12 а = 160. Выбираем по [3, таблица 1] допуски составляющих звеньев по 12–му квалитету и внесем в таблицу 6.2.
Таблица 6.2 – Параметры к расчету размерной цепи (рисунок 7.2) методом полной взаимозаменяемости
|
Номинальный размер
|
Величина допуска i2, мкм
|
Величина
допуска
|
Поле допуска
|
Предельные отклонения, мкм
|
Координата середины поля допуска Ес(Аi) | |||||
|
расчетная по IT12 |
скорректированная |
верхнее Es(Ai) |
нижнее Ei(Ai) | |||||||
|
A1=98 A2=18 A3=26 A4=34 A5=4 A6=12 |
4,7089 1,1664 1,7161 2,4336 0,5329 1,1664 |
350 180 210 250 120 180 |
540 180 210 250 180 180 |
H13 h12
|
+540 0 +105 +125 +90 +90 |
0 –180 –105 –125 –90 –90 |
+270 –90 0 0 0 0 | |||
|
|
∑i2=11,7243 |
|
|
|
|
|
| |||
 ,
мкм
,
мкм




 555
555
 704
704Вероятностный допуск определяем по формуле
 .
.
Следовательно,
 >
> или 700 > 555, что позволяет увеличить
допуски одного или двух звеньев, пока
разность будет составлять менее 5%.
Выбираем по [3, таблица 1] допуски по 13–му
квалитету для звеньев
или 700 > 555, что позволяет увеличить
допуски одного или двух звеньев, пока
разность будет составлять менее 5%.
Выбираем по [3, таблица 1] допуски по 13–му
квалитету для звеньев
 и
и и снова проверяем равенство.
и снова проверяем равенство.

Разность
допусков
 –
–
 =700
– 704= -4мкм, что позволяет считать
корректировку допусков законченной.
=700
– 704= -4мкм, что позволяет считать
корректировку допусков законченной.
После
назначения предельных отклонений на
составляющие звенья определяем координату
 середины поля допуска замыкающего звена
середины поля допуска замыкающего звена
E
 )+Ec
)+Ec )+ Ec
)+ Ec )]=+270
)]=+270
(-90+0+0+0+0)=+360 мкм.
Верхнее
 и нижнее
и нижнее
 отклонения замыкающего звена:
отклонения замыкающего звена:


Тогда
предельные размеры замыкающего звена:
Сравнивая полученные результаты с техническими требованиями на сборку, указанными в примере, следует отметить, что расширенные допуски на изготовление звеньев до 11…13–квалитетов с небольшими отклонениями позволяют сохранить предельные размеры замыкающего звена.