

3.6 Структура производственных процессов лесопильных цехов
Технологические процессы раскроя брёвен на пиломатериалы многовариантны. Это обуславливается составом сырья, способами его раскроя, видом вырабатываемой продукции, применяемым оборудованием.
При групповой распиловке могут быть такие схемы: распиловка вразвал, в которой участвуют основной первичный станок и обрезной станок; распиловка с брусовкой, в которой участвуют два основных станка и обрезной станок; распиловка с применением делительных станков, которые располагаются за первичными станками для их разгрузки.
Продольный раскрой бревен, брусьев и сегментов на пиломатериалы производится на бревнопильном оборудовании (называемом головным) –лесопильных рамах, ленточнопильных, круглопильных, фрезерно-брусующих, фрезерно-профилирующих и фрезернопильных станках.
Производительность лесопильных рам (А, м3/см) определяется по формуле:
 ,
(13)
,
(13)
где
 - расчётная посылка, мм;
- расчётная посылка, мм;
n – число оборотов вала в минуту;
Т – время смены в минуту;
L – длина бревна, м;
q – объём бревна, м3;
K – общий коэффициент использования лесопильной рамы.
Распиловка брёвен на лесопильных рамах характерна для России и европейских стран. Они подразделяются на двухэтажные - 2Р50-11(22), 2Р75–3(4), 2Р80–1(2), 2Р100–1(2) и одноэтажные - Р63-4Б (рис. 18), Р80-2, ЛРБ-1, РГ-63 (Россия).
Рис. 18. Одноэтажная лесопильная рама Р63-4Б
В США и Канаде наибольшее распространение получили ленточнопильные станки. Неотъемлемая часть ленточных станков – базирующая тележка. Она служит для установки бревна относительно пильной ленты, подачи бревна и возврата в исходное положение для нового реза. Распиловка бревна осуществляется последовательными резами индивидуальным способом, поэтому использование его для крупномерного сырья особенно эффективно. Известны вертикальные ленточнопильные станки: бревнопильный ленточнопильный станокTA-cart- DD3 (Россия) (рис. 19), ленточнопильные станки SNT CANADIAN и SNR фирмы Bongioani (Италия), ленточно-делительный станок USTUNKARLI UYM-120/H (Турция) и др.; горизонтальные: многоленточный горизонтальный брусовопильный конвейер «Гравитон-МЛК» (Россия), ленточнопильный станок CRT- 800H PILOUS (Чехия) (рис. 20), ленточнопильный автомат ЛО-43 (Россия) и др. Комбинированные ленточнопильные станки проходного типа представляют собой сочетание вертикальных и горизонтальных пильных узлов. Примером такого бревнопильного оборудования может служить брусующий конвейер «Гравитон - КЛБ».
В последнее время созданы автоматизированные ленточнопильные установки на базе нескольких последовательно установленных сдвоенных ленточнопильных агрегатов, что позволяет производить распиловку сырья средних и малых диаметров групповым способом на больших скоростях подачи (до 150 об/мин).
Важнейшим показателем ленточнопильных агрегатов является диаметр шкивов. От него зависят наибольший диаметр распиливаемых брёвен, толщина и ширина ленты и мощность станка.
Сменная производительность ленточных станков (А, м3) определяется по формуле:
 ,
(14)
,
(14)
где Т – продолжительность смены в минуту;
К – коэффициент использования станка;
t – среднее время на распиловку бревна по поставу, с;
q – объём бревна.

Рис. 19. Вертикальный бревнопильный ленточнопильный станок TA-cart- DD3
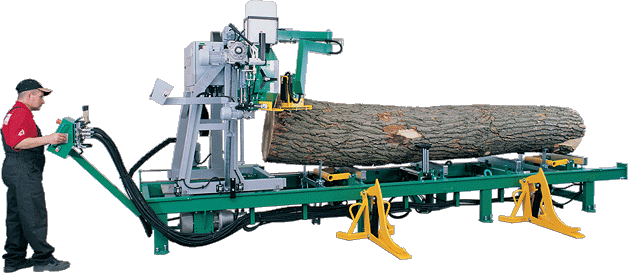
Рис. 20. Горизонтальный ленточнопильный станок CRT- 800H PILOUS
Для распиловки тонкомерного сырья преимущественно используют круглопильные станки. Они просты по конструкции и обеспечивают высокую производительность.
Технологические процессы на базе этих станков для продольного деления брёвен в России не распространены вследствие отсутствия до последнего времени надёжных современных круглопильных станков с регулируемым поставом пил. Однако эти процессы широко применяются в скандинавских странах.
По схеме работы круглопильный станок близок к ленточнопильному, только вместо ленты дисковая пила. Бревно также закрепляется на тележке, которая имеет поступательно-возвратное движение относительно пилы. Станки для распиловки брусьев имеют вальцовую подачу.
По технологическому признаку их можно разделить на бревно- и брусовопильные, по количеству пил – на одно- , двух- и многопильные, по принципу пиления – параллельного, вертикального, горизонтального, а также углового, по количеству валов - одно- , двух- и четырехвальные, по способу подачи лесоматериалов или портала (суппорта) - циклического и непрерывного действия.
Для индивидуального раскроя бревен применяют однопильные станки: ЦДТ6-2, ЦДТ6-3,СПР-320 (Россия),Laimet (Финляндия) (рис. 21) и др. Многопильные станки применяются для продольной распиловки бревен, («Бурсус 420М», «Бурсус 460М» (рис. 22), «Барс-ДГ», «Барс-Гепард» (Россия), KARA MASTER (Скандинавия) и др.), для продольной распиловки брусьев (ЦДТ-7, ЦМД (Россия), МН 250 Bongioani (Италия), MS MASCHINENBAU DNS(Германия), «Фаворит 200» (Россия) (рис. 23), ПЛП-АСТРА-ЕB (Беларусь) и др.)

Рис. 21. Однопильный круглопильный станок Laimet


Рис. 22. Станок многопильный «Бурсус 420М» и схема раскроя


Рис. 23. Станок многопильный «Фаворит 200» и схема раскроя
Производительность круглопильных станков с непрерывной (вальцевой) подачей (А, м3) можно определить по формуле:
A= UTK, (15)
где U – скорость подачи, м/мин;
Т – время смены, мин;
К – коэффициент использования станка.
Для выполнения комплекса технологических операций по обработке тонкомерных брёвен на пиломатериалы и технологическую щепу используются линии агрегатной переработки на базе фрезернопильных, фрезерно-брусующих и фрезерно-профилирующих станков в соответствии с рекомендуемыми схемами.
Отечественная промышленность выпускает линии агрегатной переработки бревен моделей ЛАПБ-2М, ЛАПБ-4 (Россия). ЛАПБ предназначены для автоматизированной (развальным способом) переработки тонкомерных бревен на пиломатериалы и технологическую щепу (рис. 24, 25).
В линиях для переработки бревен брусово-сегментным способом устанавливаются фрезерно-профилирующие станки (Giga02 (Италия)) (рис. 26), которые позволяют вырабатывать из параболической зоны бревна (сегментов и полусегментов) пиломатериалы различного профиля, удобные для последующей их склейки по ширине в щиты, а также получать из тонкомерного бревна обрезной пиломатериал и технологическую щепу (требуемой фракции) "за один проход".
В основу агрегатированных (состоящих из отдельных брусующих и распиловочных модулей) фрезернопильных линий (ЛФП-1, ЛФП-2, ЛФП-3 (Россия)) положен брусовый способ переработки бревен на обрезные пиломатериалы и технологическую щепу за два прохода. За первый проход из бревна получают двухкантный брус, одну или несколько пар боковых необрезных досок и технологическую щепу. За второй проход двухкантный брус перерабатывают на доски и технологическую щепу.
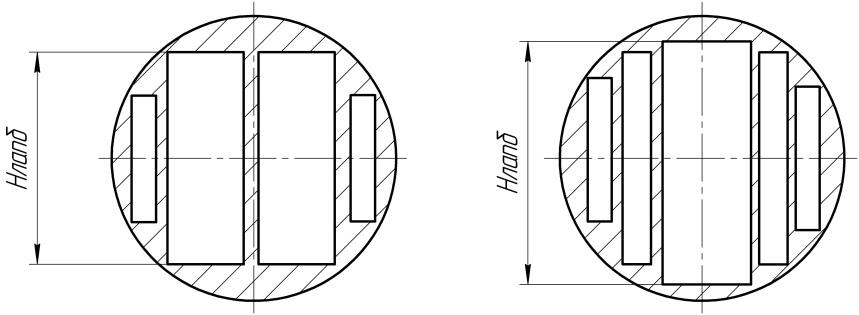
Рис. 24. Схемы переработки бревен на пиломатериалы и технологическую щепу на ЛАПБ
Рис. 25. Линия агрегатной переработки бревен ЛАПБ-4

Рис. 26. Фрезерно-профилирующая лесопильная бревнопильная линия Giga02
Объём переработки сырья агрегатным методом в России составляет примерно 7 %, в США – 29 %, Канаде – 48 %, Швеции – 20 %.
Затраты на переработку сырья на агрегатных установках ниже (в 1,5 – 2 раза), чем на лесопильных рамах вследствие их высокой производительности, меньшего числа требуемых рабочих. При этом в два раза уменьшается расход электроэнергии, в 4…5 раз – затраты на зарплату. Себестоимость переработки сырья на ЛАПБ в 2,8 раза ниже, чем на лесопильной раме. Уровень комплексного использования сырья достигает 89-90%. Выход пиломатериалов зависит от размерно-качественного состава сырья, конструкции инструмента, технологических и организационных факторов, вида вырабатываемой продукции.
В качестве режущего инструмента в агрегатных станках и линиях используются фрезы (цилиндрические, конические, торцово-конические), пилы (круглые, ленточные) и их комбинации.
Производительность агрегатных станков рассчитывается аналогично производительности круглопильных станков с вальцевой подачей.
Помимо основного оборудования лесопильные цепи оснащаются различного рода вспомогательными и транспортными устройствами, служащими для перемещения бревен и пиломатериалов по цеху и передачи их с одной операции на другую. К таким устройствам относятся продольные и поперечные цепные конвейеры, бревносбрасыватели, впередирамные тележки, рольганги, роликовые шины, брусоперекладчики, ленточные конвейеры и т.п.