

3.3 Способы раскроя брёвен на пиломатериалы
Для получения пиломатериалов брёвна раскраиваются, то есть делятся вдоль оси на части пилами для продольного пиления (рамными, круглыми и ленточными). При этом распиловка ведётся либо одной пилой, либо группой пил.
Во втором случае в работе участвуют не менее двух пил, иногда их число доводится до 16…20. Этот способ называют групповой распиловкой. Групповая распиловка характерна для лесопильных рам, реже для круглопильных станков.
Если при распиловке делается только один рез и отделяется только одна часть бревна, такая распиловка называется индивидуальной. По этому способу используются ленточнопильные или круглопильные станки.
Индивидуальная распиловка позволяет лучше использовать древесину с учётом особенности различных частей бревна.
Групповая распиловка применяется для сырья малых и средних диаметров, однородного по строению и малоценного (хвойные и мягкие лиственные породы).
Пропилы в бревне могут быть расположены либо параллельно волокнам древесины, что соответствует направлению образующей бревна (по сбегу), либо, что чаще всего, под некоторым углом к направлению волокон и параллельно оси бревна (характерно для групповой распиловки).
По отношению к годичным слоям пропилы могут быть радиально направленными, по касательным к годичным слоям, либо занимать промежуточное положение.
Распиловку со строго определённым направлением пропилов называют ориентированной. Пиломатериалы ориентированной распиловки получают различные дополнительные свойства (радиальные пиломатериалы – повышенное качество). Направление пропилов может являться значительным дополнительным фактором, обеспечивающим повышение качества пиломатериалов. Наибольший выход пиломатериалов ориентированной распиловки можно получить при индивидуальном способе раскроя.
Выбор и обоснование того или иного способа распиловки круглых лесоматериалов определяется экономическими показателями. Главнейший из них – выход конечной продукции.
Под выходом пилёной продукции понимается отношение объёма полученной продукции к объёму затраченного на неё сырья:
 ,
(10)
,
(10)
где
 - коэффициент выхода готовой продукции;
- коэффициент выхода готовой продукции;
 -
процент выхода пиломатериалов;
-
процент выхода пиломатериалов;
 -
объём продукции, получаемой из сырья;
-
объём продукции, получаемой из сырья;
 -
объём сырья, затраченного на выработку
данной продукции.
-
объём сырья, затраченного на выработку
данной продукции.
Раскрой бревна на пиломатериалы осуществляется совокупностью пропилов. Ее легко представить проекцией бревна на плоскость, перпендикулярную продольной оси бревна. Бревно принимаем за правильное геометрическое тело, вращающееся вокруг оси.
Основные способы раскроя лесоматериалов на пилопродукцию (рис.5):
развальный;
брусовый (брусово-развальный);
сегментный;
секторный;
круговой.
Распиловка при развальном способе производится параллельными плоскостям пропилами, получаются необрезные доски, при этом средние - радиальной распиловки; крайние боковые – тангенциальной, остальные - смешанной, горбыли и технологическая щепа. Распиловка вразвал применяется для получения необрезных досок сравнительно коротких длин, заготовок для получения обрезных досок тонкомерных брёвен, так как другие способы дают сильное уменьшение ширины досок.
Характерно, что при обрезке необрезных досок, занимающих одно и то же место в схеме раскроя, практическая ширина доски будет различная (так называемое «рассеивание») из-за неправильности формы брёвен, неточности обрезки досок и подбора брёвен в поставе.
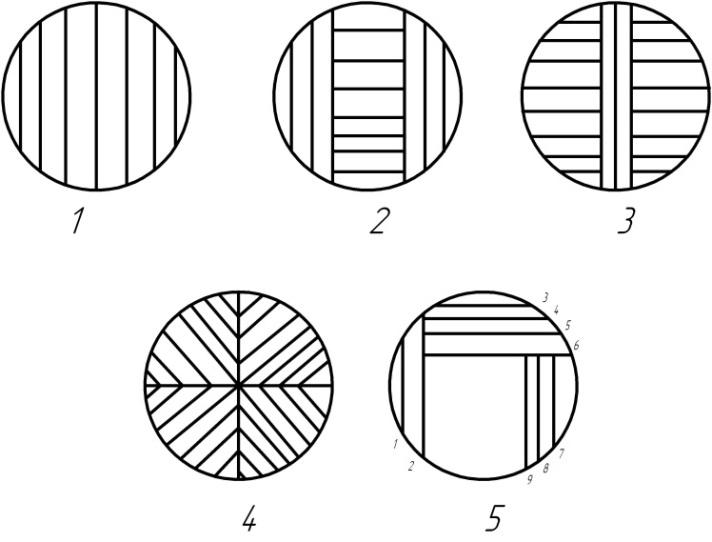
Рис. 5. Способы раскроя бревен: 1 - развальный; 2 - брусово-развальный; 3 - сегментный; 4 - секторный; 5 - круговой
По этой причине затруднительно выполнение заказов на пиломатериалы заданной ширины.
Распиловка брусовым способом производится следующим образом: вначале из бревна выкраивают двухкантный брус и боковые доски. В дальнейшем полученный брус раскраивается на доски, причём все средние доски получаются чистообрезными одной ширины, равной толщине бруса. Последующая переработка необрезных досок осуществляется по аналогии с досками развального способа.
Так как количество обрезных досок из одного бревна составляет 65…70 % от объёма всех досок, то легко выполняются заказы на пиломатериалы определённой ширины.
Брусово-развальный способ позволяет вырабатывать продукцию с высокой степенью завершенности (40 % пиломатериала – обрезные) и более высоким, по сравнению с развальным способом, качественным выходом пиломатериала.
Сегментный способ заключается в том, что из средней части бревна выпиливается брус или несколько досок, а с боковых сторон получаются две пластины, имеющие в поперечном сечении вид сегмента. В дальнейшем сегменты могут быть распилены различными способами для получения преимущественно радиальных или тангенциальных пиломатериалов.
Сегментный
способ с получением радиальных
пиломатериалов широко применяется для
получения резонансных пиломатериалов
при диаметре бревен
 30 см.
30 см.
Распиловка сегментным способом может производиться как групповым, так и индивидуальным методами. При распиловке каждого сегмента отдельно получается хорошее качество распиловки, так как имеется базовая поверхность в виде плоскости.
При секторном способе кряж раскраивается на четыре части или более, каждая из которых в поперечном сечении имеет вид сектора. При групповом методе выкраивается четыре сектора, при индивидуальном – более.
Секторный и сегментный способы очень трудоёмки, характеризуются большим количеством отходов древесины, поэтому применяются смешанные способы раскроя.
Круговой способ раскроя характеризуется поворотом бревна вокруг его продольной оси, который может осуществляться после каждого отреза очередной доски. Каждый последующий пропил может быть направлен либо параллельно, либо перпендикулярно, либо под углом, чаще всего перпендикулярно. Очевидно, что круговой способ возможен только при индивидуальном методе распиловки.
Все способы имеют принципиальные различия. Каждый способ определяет соответствующую технологию и оборудование и предназначается для получения пиломатериалов установленного вида, размеров, назначения.
Выбор правильного, наиболее целесообразного, технически и экономически обоснованного способа распиловки – важная задача технологии механической обработки древесины.
Критерием эффективности раскроя брёвен на пилопродукцию является объемный выход.
Объёмный выход (О, %) – степень использования древесины без учёта размеров и качества пилопродукции:
 ,
(11)
,
(11)
где
 - объём выработанной пилопродукции, м3;
- объём выработанной пилопродукции, м3;
 -
объём затраченного сырья, м3.
-
объём затраченного сырья, м3.