

5.5 Взаимозаменяемость деталей и сборочных единиц
Взаимозаменяемость–это такое свойство деталей, при котором каждая деталь может входить в сопрягаемую без какой-либо дополнительной обработки или пригонки при условии, что качество сопряжения в процессе эксплуатации будет удовлетворять заданным нормам.
Взаимозаменяемость обеспечивается двумя факторами: технологическим, определяющим способы обработки и сборки детали, и эксплуатационным, предусматривающим соответствие детали или изделия в процессе эксплуатации определенным техническим условиям.
Качество изделий определяется точностью обработки и сборки по геометрическим параметрам, механическими и физическими свойствами материалов.
Принцип взаимозаменяемости должен соблюдаться, начиная с заготовок и полуфабрикатов, в отношении которых взаимозаменяемость означает точность размеров и формы, а также однородность механических и физических свойств материала. В более широком смысле взаимозаменяемость – комплексное понятие, характеризующее направление в развитии современной техники, то есть включает в себя вопросы проектирования, технологии и эксплуатации.
Взаимозаменяемость может быть полной, когда детали соединяются без подгонки, и ограниченной, когда в процессе сборки детали частично подгоняются друг к другу.
Уровень взаимозаменяемости производства характеризуется коэффициентом взаимозаменяемости Кв, равным отношению трудоемкости изготовления взаимозаменяемых деталей к общей трудоемкости изготовления изделия.
Взаимозаменяемость разделяют также на внутреннюю и внешнюю. К внутренней относится взаимозаменяемость отдельных деталей какого-либо узла. К внешней – взаимозаменяемость узлов и изделий.
Необходимыми условиями для осуществления взаимозаменяемости являются:
система допусков и посадок,
точность изготовления изделий,
применение современных и создание новых контрольно-измерительных средств,
рациональное конструирование,
стабильность исходного материала и т. п.
Точность изготовления изделий – один из главных факторов взаимозаменяемости. Под точностью изготовления изделия понимается свойство технологического процесса обеспечивать соответствие поля рассеивания значений показателя качества изготовления продукции заданному полю допуска и его расположению.
В обобщенном виде точность изготовления изделий в основном обуславливается двумя факторами: технологической точностью работы станка и точностью его настройки.
Точность или погрешность работы станка определяется полем рассеивания значений размеров партии деталей, обработанных на станке при данном его состоянии и настройке. На точность работы станка оказывают влияние действия целого ряда погрешностей. Все они подразделяются на 2 группы: систематические и случайные.
Cистематическая погрешность – это погрешность, которая при одних и тех же условиях принимает одно и тоже значение по модулю и знаку.
Cлучайная погрешность – это погрешность, которая при одних и тех же условиях принимает различные значения по модулю и знаку.
Эти погрешности могут быть вызваны нестабильностью величин припусков на обработку, внутренними напряжениями в материале, ошибками базирования деталей и т. д. Их можно выявить системой правил, их обуславливающих.
Суммирование погрешностей необходимо производить с учетом следующих правил:
систематические – складываются алгебраически;
систематическая со случайной – складываются арифметически;
случайные – складываются по правилу квадратного корня.
 ,
(32)
,
(32)
где
 - суммарная погрешность;
- суммарная погрешность;
 -
соответствующие погрешности.
-
соответствующие погрешности.
Если погрешность подчиняется одному и тому же закону, то к1=к2=кn и суммарную погрешность определяют по формуле:
 ,
(33)
,
(33)
Распределение составляющей погрешности подчиняется закону нормального распределения, то есть закону Гаусса (к=1), который математически выражается формулой:
 ,
(34)
,
(34)
где У- участок появления погрешности в зависимости от величины Х погрешностей;
Х
- погрешность размера, отсчитываемая
от центра группирования, то есть среднего
размера
 ;
;
 -
средняя квадратичная погрешность;
-
средняя квадратичная погрешность;
е – основание натуральных логарифмов.
Точность работы станка определяют опытным путем. Для этого его настраивают на заданный размер, обрабатывают партию деталей в количестве 100…150 шт., замеряют каждую деталь, полученные результаты обрабатывают методами вариационной статистики и строят кривую распределения (рис. 60). По величине рассеивания размеров судят о точности работы станка. Точность настройки станка - важный фактор, влияющий на точность обработки.
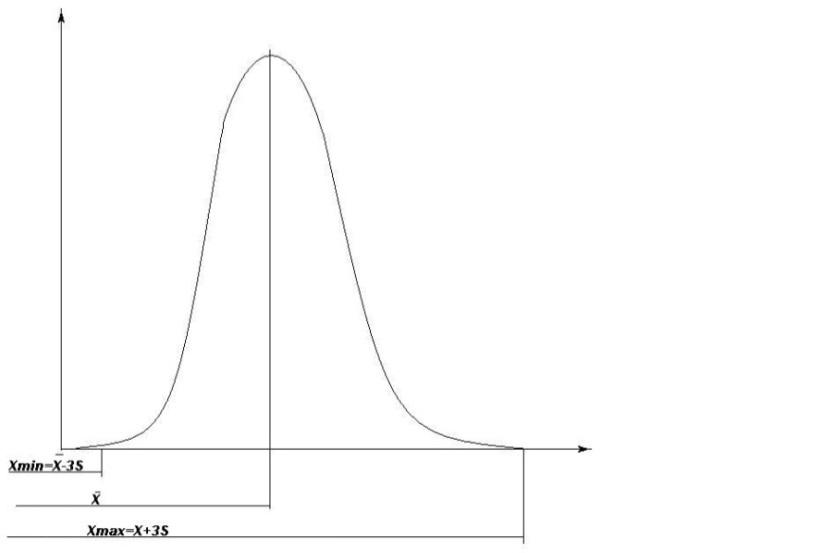
Рис. 60. Кривая нормального распределения