

5.8.2 Раскрой плитных материалов
Технологические операции раскроя листовых и плитных материалов включают распиливание их вдоль и поперек с получением заготовок или деталей требуемых размеров. При этом необходимо выполнять главные требования, предъявляемые к раскрою – обеспечение максимального коэффициента раскроя, комплектности заготовок в соответствии с объемом производства и соответствующим им качеством. Максимальный процент полезного выхода деталей в чистоте может быть обеспечен при условии, если припуски будут минимальными, организационные и технологические потери сведены к нулю, а раскрой плитных и листовых материалов на заготовки будет основан на строгих математических расчетах.
На производстве заготовки из плитных и листовых материалов раскраивают по картам раскроя. При разработке карт раскроя требуется строгое соблюдение максимального выхода деталей, комплектности деталей разных размеров и назначения в соответствии с объемом производства, максимального количества типоразмеров деталей при раскрое одной плиты и минимального повторения одних и тех же деталей в разных картах раскроя. Карты раскроя составляют с учетом припусков на последующую механическую обработку. Для мебельных заготовок из плитных материалов припуски на обработку устанавливают по длине и ширине. При составлении карт раскроя, облицованных ДСтП, учитывают направление рисунка в заготовках.
Применяемое на мебельных и деревообрабатывающих предприятиях оборудование для раскроя плит реализует схему поэтапного раскроя, при которой на первом этапе ДСтП раскраивают по длине на полосы, затем, на втором этапе, полосы раскраивают на заготовки. В зависимости от количества типоразмеров заготовок, входящих в карту раскроя, и соблюдения или несоблюдения комплектности заготовок в одной карте раскроя, различают индивидуальный, комбинированный и совместный способы раскроя.
При индивидуальном раскрое материалы (плиты) одного вида раскраиваются на заготовки одного вида или материалы одного вида раскраиваются на заготовки нескольких видов (нескольких типоразмеров) и, наконец, материалы нескольких видов раскраиваются на заготовки одного вида. Индивидуальный способ раскроя сопровождается большим количеством отходов.
Комбинированный раскрой предусматривает включение в каждую карту раскроя нескольких типоразмеров заготовок или деталей с обязательным соблюдением комплектности по выкраиваемым заготовкам. Этот способ раскроя является, как правило, более эффективным по сравнению с индивидуальным, но он более сложен.
Совместный раскрой может включать индивидуальный и комбинированный способы раскроя и является наиболее эффективным по сравнению с рассмотренными.
Наибольше применение для раскроя необлицованной ДСтП нашли такие станки как ЦТМФ-1, ЦТЗФ-1 (Россия) (рис. 67); для раскроя ламинированной ДСтП – форматно-раскроечные станки ITALMAC Omnia-3200R (рис. 68), CASOLIN Astra SE400 (Италия), ROBLAND (Бельгия), PANHANS (Германия) и центры по раскрою с числовым программным управлением SELCO EB 120 (рис. 69), Biesse SELCO WNAR600 (Италия), HVP 120 (рис. 70) и др.
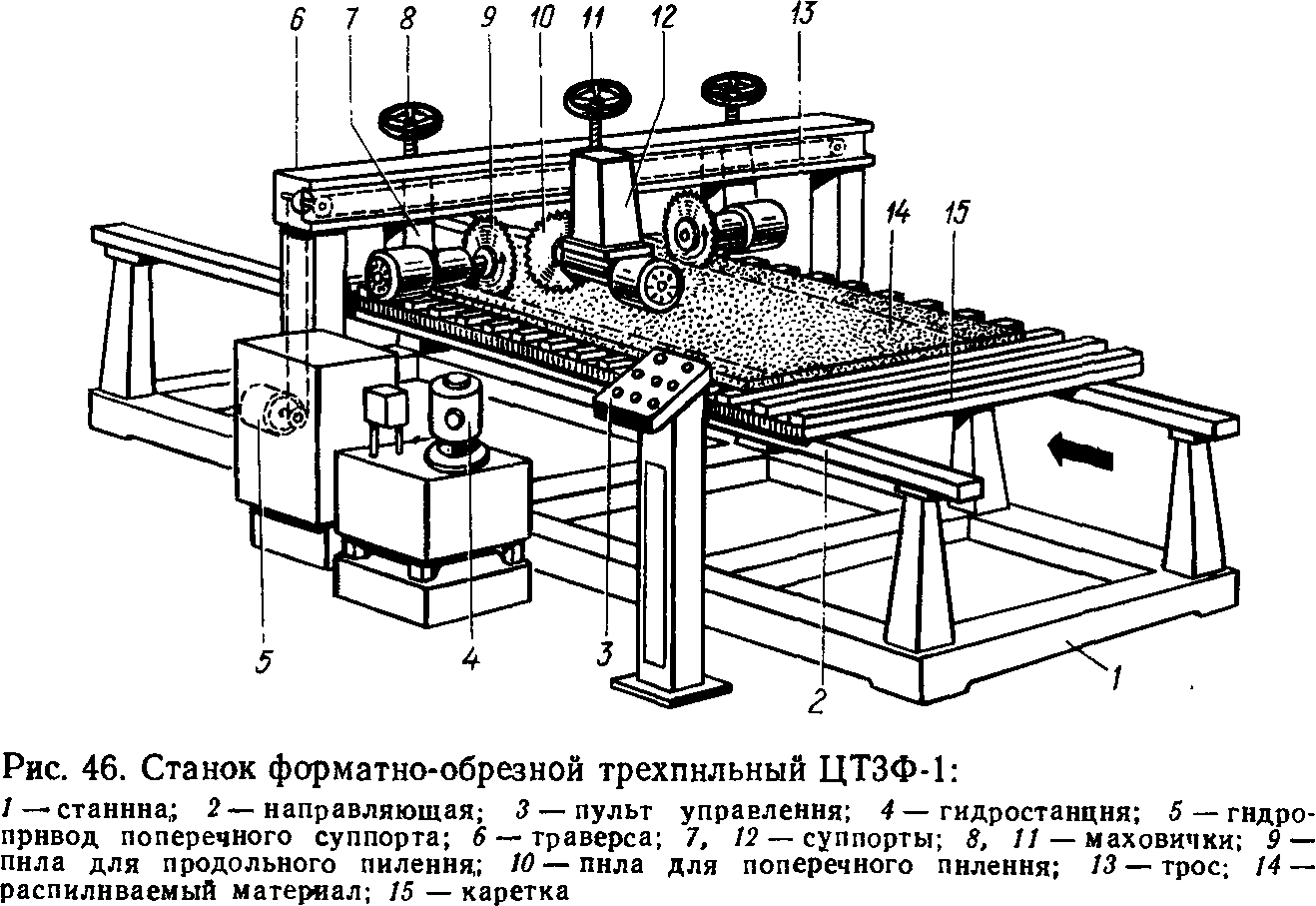
Рис. 67. Станок форматно-обрезной ЦТ3Ф-1: 1-станина; 2-направляющая; 3-пульт управления; 4-гидростанция; 5-гидропривод поперечного суппорта; 6-траверса; 7, 12-суппорты; 8, 11-маховики; 9-пила для продольного пиления; 10-пила для поперечного пиления; 13-трос; 14-распиливаемый материал; 15-каретка

Рис. 68. Форматно-раскроечный станок ITALMAC Omnia-3200R

Рис. 69. Форматно-раскроечный с ЧПУ SELCO EB 120
Рис. 70. Вертикальный форматно-раскроечный центр с ЧПУ HVP 120