

2.1.3 Модульные плк
Модульные контроллеры являются наиболее мощными (по быстродействию и количеству поддерживаемых каналов) среди своих собратьев. Особенностью данного класса контроллеров является то, что можно устанавливать модули в разном составе и количестве в зависимости от задачи.
Контроллеры данного класса состоят из модулей. Бывают модули центрального процессора, питания, ввода/вывода. Все эти модули крепятся на шине, называемой крейтом. У производителей можно встретить и другое названия: базовое шасси и профильная шина.
Как правило, через крейт модули получают питание. На рисунке 2.19 показано шасси для контроллера MITSUBISHISYSTEMQ. Как видно на шасси размещены разъемы к которым подключаются модули. Через эти разъемы получают питание и подключаются к шине модуля процессора.

Рисунок 2.19
Так же существуют крейты предназначенные только для механического крепления модулей. Сами модули соединяются друг с другом через разъемы (например, у контроллеров SIEMENSS7-300) - рисунок 2.20.

Рисунок 2.20
Производители выпускают несколько типов контроллеров, отличающихся по производительности и количеству поддерживаемых каналов ввода/вывода. Класс модульных контроллеров можно разделить на 3 группы:
малые модульные ПЛК;
средние модульные ПЛК;
большие модульные ПЛК.
У большинства производителей эти две группы различаются и по способу соединения модулей: у первой группы модули электрически соединяются непосредственно друг с другом, у второй группы соединение происходит через заднюю шину.
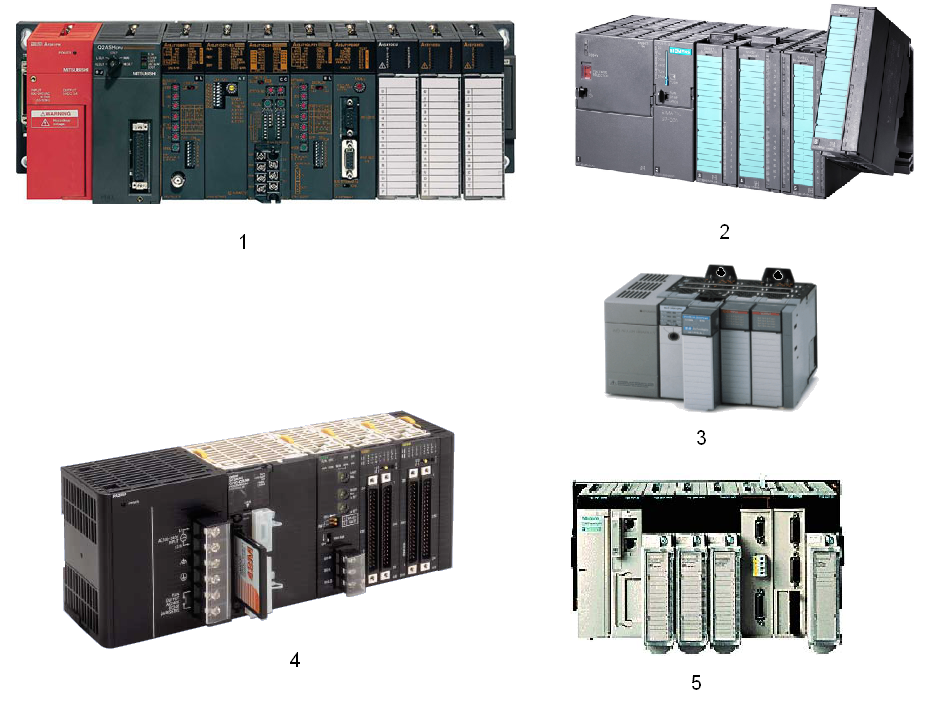
1 – MITSUBISHI MELSEC AnSH; SIEMENS SIMATIC S7-300; 3 – Allen-Bradley SLC 500; 4 – OMRON CJ1; 5 – SCHNEIDER PREMIUM
Рисунок 2.21 – Малые и средние модульные ПЛК

1 – MITSUBISHI System Q; 2 – OMRON CS1; 3 – SCHEIDER Quantum;
4 – SIEMENSSIMATICS7-400
Рисунок 2.22 –Большие модульные ПЛК
Таблица 2.6
|
Производитель |
Малые модульные ПЛК |
Средние модульные ПЛК |
Большие модульные ПЛК |
|
MITSUBISHI |
AnSH/QnAS |
AnU/QnA |
System Q |
|
SIEMENS |
|
S7-300 |
S7-400 |
|
Allen-Bradley |
|
SLC 500 |
PLC-5 |
|
SCHNEIDER |
|
Premium |
Quantum |
|
OMRON |
CJ1 |
CQM1H |
CS1 |
Таблица 2.7
|
Производитель |
Mitsubishi |
Siemens |
Allen-Bradley |
Schneider |
OMRON | ||||||
|
Модель |
AnSH/QnAS |
AnU/QnA |
System Q |
S7-300 |
S7-400 |
SLC 500 |
PLC-5 |
Quantum |
CJ1 |
CQM1H |
CS1 |
|
Быстродействие |
0,33 |
0,2 |
0,079 |
0,2 |
0,1 |
0,1 |
0,04 |
0,02 |
0,08 |
0,3 |
0,08 |
|
0,075 |
0,075 |
0,034 |
0,01 |
0,03 |
0,08 |
0,04 |
0,008 |
0,08 |
0,3 |
0,04 | |
|
Память - минимум |
28k |
8k |
28k |
8k |
360k |
1k |
16k |
8k |
|
|
10k |
|
П
Продолжение таблицы |
124k |
60k |
252k |
830k |
5M |
64k |
100k |
64k |
|
15k |
250k |
|
Модулей локальных |
32 |
32 |
64 |
32 |
48 |
30 |
64 |
14 |
16 |
16 |
64 |
Если проанализировать модули ввода/вывода большинства производителей, то можно обнаружить, что число дискретных входов/выходов в одном модуле составляет от 8 до 32; число аналоговых от 2 до 8. На рисунке 2.23 показана гистограмма максимального числа модулей.

Рисунок 2.23
Обычно на одну стойку можно разместить от 4 до 16 модулей. Для размещения дополнительных модулей нужно использовать дополнительные стойки, на которые размещаются нужные модули ввода/вывода (рисунок 2.24). Дополнительные стойки подключаются к центральной стойке (стойке с процессором) через интерфейсные модули.

Рисунок 2.24
Одним из новшеств данного класса является многопроцессорная обработка – когда в одном контроллере могут присутствовать несколько модулей процессора. Процессоры могут работать параллельно или работать каждый на свою задачу. Например, на рисунке 2.25 показан контроллер SystemQ, состоящий из двух процессоров и модулей ввода/вывода. Один процессор управляет промышленным роботом, второй – конвейером. При программирование следует только указать какую программу должен выполнять каждый процессор. Стоить отметить, что каждый из процессов не должен влиять на другой.

Рисунок 2.25
Еще одна особенность данного класса ПЛК – программа пользователя размещается на Flashносителе. На носителе может располагаться еще и данные архива, проект и даже обновление для операционной системы модуля процессора.

Рисунок 2.26
На рисунке 2.26 изображен ПЛК SIEMENSS7-300. Контроллеры SIMATIC S7-300 имеют модульную конструкцию и могут включать в свой состав:
Модуль центрального процессора (CPU). В зависимости от степени сложности решаемой задачи в контроллерах могут быть использованы различные типы центральных процессоров, отличающихся производительностью, объемом памяти, наличием или отсутствием встроенных входов-выходов и специальных функций, количеством и видом встроенных коммуникационных интерфейсов и так далее;
Модули блоков питания (PS), обеспечивающие возможность питания контроллера от сети переменного тока напряжением 120/230В или от источника постоянного тока напряжением 24/48/60/110В;
Сигнальные модули (SM), предназначенные для ввода-вывода дискретных и аналоговых сигналов с различными электрическими и временными параметрами;
Коммуникационные процессоры (CP) для подключения к сетям PROFIBUS, Industrial Ethernet, AS-Interface или организации связи по PtP (point to point) интерфейсу;
Функциональные модули (FM), способные самостоятельно решать задачи автоматического регулирования, позиционирования, обработки сигналов. Функциональные модули снабжены встроенным микропроцессором и способны выполнять возложенные на них функции даже в случае отказа центрального процессора ПЛК;
Интерфейсные модули (IM), обеспечивающие возможность подключения к базовому блоку (стойка с CPU) стоек расширения ввода-вывода. Контроллеры SIMATIC S7-300 позволяют использовать в своем составе до 32 сигнальных и функциональных модулей, а также коммуникационных процессоров, распределенных по 4 монтажным стойкам. Все модули работают с естественным охлаждением.
Таким образом, данный класс ПЛК подходит для крупных объектов. Если при проектировании окажется недостаточным производительность ПЛК или время цикла, то данную задачу сможет решить лишь специализированное устройство управления.