

Глава 3. Методы управления в компьютерно-интегрированном производстве.
3.1. Компьютерно-интегрированное производство.
В микроэлектронике большую роль играет коэффициент участия человека в различных этапах производства. Во многом это связано с тем, что в данном производстве как ни в каком другом жестки требования к чистоте производственных помещений и поэтому желательно минимальное участие человека в производственном процессе. Кроме этого есть человеческий фактор связанный с тем, что человек не может работать круглые сутки, есть различные ограничения по работе человека с агрессивными средами и т.д. Кроме этого человек это не гибкий фактор в производственной цепочки т.е. при смене технологического процесса, выполняемой операции человеку необходимо время для переобучения на новую работу. Поэтому производственному процессу необходима автоматизация оборудования и систем управления производством, в которой участие человека сводилось бы к перенастройке системы на другой тип выполняемых операций и обслуживанию оборудования.
Такой тип систем называют средствами автоматизации управления производством. Эти системы представляют собой комплекс программных и аппаратных средств, которые помогают повысить эффективность производства, сократить время цикла, снизить себестоимость выпускаемой продукции, повысить качество и также сократить инвентарные записи, расход исходных материалов, незавершенные работы [6].
В 1990г. Фирма «Texas Instruments» разработала программные и аппаратные средства автоматизации полупроводникового производства с замкнутым циклом, где человек участвовал только на этапе описания конфигурации технологической цепочки производства программными средствами комплекса и обслуживании оборудования Переналадка системы на другую конфигурацию технологической цепочки в данном комплексе занимает порядка одной недели. Но даже при таких результатах автоматизация производства далека от своего совершенства. Идеальное производство - это полностью компьютерно интегрированное производство, в котором наладка оборудования на другой тип выполняемых операций также должна происходить автоматически в зависимости от поставленной задачи. Рассмотрим один из возможных технологических процессов для компьютерно-интегрированного производства.
3.2. Типовой технологический маршрут изготовления кмоп ис
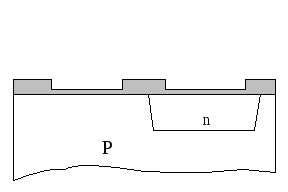
Возьмем стандартный технологический процесс изготовления 1mm КМОП интегральных микросхем с самосовмещенным поликремниевым затвором. Типовой технологический маршрут приведен в таблице 1. Главной особенностью технологии самосовмещенного затвора является автоматическое совмещение канала транзистора с затвором благодаря тому, что поликремниевый затвор является маской для легирования области стоков и истоков.
Таблица 3.1
|
Структура прибора |
Основные операции |
|
|
Маскирующие окисление, фотолитография, легирование области кармана. |
|
|
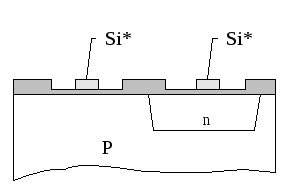
Снятие маскирующего и выращивание тонкого подзатворного окисла на всей поверхности пластины. Нанесение Si3N4. Фотолитография. Выращивание толстого изолирующего окисла (маска- Si3N4). Удаление маски. |
|
|
Нанесение пленки поликремния. Фотолитография. Создание затворов транзисторов и соединение в слое Si* (маска - фоторезист). |
|
|
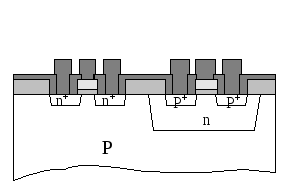
Фотолитография. Легирование p+ областей истоков, стоков и подлегирование контактов к подложке (маска - фоторезист + поликремний +толстый окисел). |
|
|
Фотолитография. Легирование n+ областей истоков, стоков и подлегирование контактов к n- карману (маска - фоторезист + поликремний +толстый окисел). |
|
|
Нанесение межслойного диэлектрика. Фотолитография для создания контактных окон к диффузионным и поликремниевым областям. |
|
|
Нанесение пленки Al, фотолитография для создания линий межсоединений, травление Al (маска - фоторезист). |




Для решения задач управления в компьютерно-интегрированном производстве можно использовать рассмотренный нами ранее алгоритм обучения и работы сети обратного распространения. Этот алгоритм может быть, применен в компьютерно-интегрированном производстве в задачах управления и контроля в качестве экспертных систем и контроллеров производственного оборудования.
В данной работе алгоритм нейронечеткого управления был реализован на примере контроллера определяющего режимы высокотемпературной обработки пластин в диффузионной печи, для получения окисла и разгонки примеси.
Задачу определения режима высокотемпературной обработки можно описать так: заданы параметры ионного легирования слоя, E- энергия, D- доза, примесь. Они задают начальный профиль, этот профиль необходимо изменить, чтобы получить желаемые параметры rs и xj - с помощью термических операций. Для этого мы должны иметь оценку параметров процесса высокотемпературной обработки: T- времени, t- температуры и среды.
Данная задача выбрана для реализации т.к. для нее легко собрать множество экспертных оценок и рассчитать сам процесс. В дальнейшем данный метод будет применяться в более сложных задачах которые не имеют математического описания модели процесса в явном виде но есть множество экспериментальных данных (например плазмохимические процессы).