

Fanuc SOi mate-md
.pdfB-64144RU/01 |
РАБОТА |
2. РАБОЧИЕ УСТРОЙСТВА |
|
|
|
2.4.1
FANUC Handy File
Handy File - это простое в использовании, многофункциональ- ное устройство ввода-вывода использующее для хранения данных гибкого диска, разработанное для оборудования FA. Управляя Handy File напрямую или удаленно с присоединен- ного к нему устройства, можно переносить и редактировать программы.
Handy File использует3,5-дюймовые гибкиедиски, с которыми не возникает проблем, связанных с бумажной лентой (то есть помех во время ввода-вывода, непрочности и громоздкости).
На одном гибком диске можно сохранить одну или более программ (до 1.44 Мбайт, что эквивалентно емкости памяти 3600 м бумажной ленты).
Интерфейс |
|
RS-232-C |
|
FANUC |
Handy File |
|
|
Интерфейс RS-232-C |
|
(Панель вывода данных на |
|
перфоленту и т.д.) |
|
417
2. РАБОЧИЕ УСТРОЙСТВА |
РАБОТА |
B-64144RU/01 |
|
|
|
|
|
2.5
ВКЛЮЧЕНИЕ/ВЫКЛЮЧЕНИЕ ПИТАНИЯ
2.5.1
Включение питания
Порядок включения питания
Порядок действий |
1 |
Проверьте внешний вид станка с ЧПУ. |
|
|
(Например, убедитесь, что передняя и задняя дверцы |
|
|
закрыты). |
|
2 |
Включите питание в соответствии с руководством, |
|
|
предоставляемом изготовителем станка |
|
3 |
После включения питания, убедитесь, что появился экран |
|
|
положения. Срабатывает сигнал тревоги, если при |
|
|
включении питания возникает состояние тревоги. Если на |
|
|
дисплее появляется окно, показанное в разделе III-2.5.2 |
|
|
существует вероятность повреждения системы. |
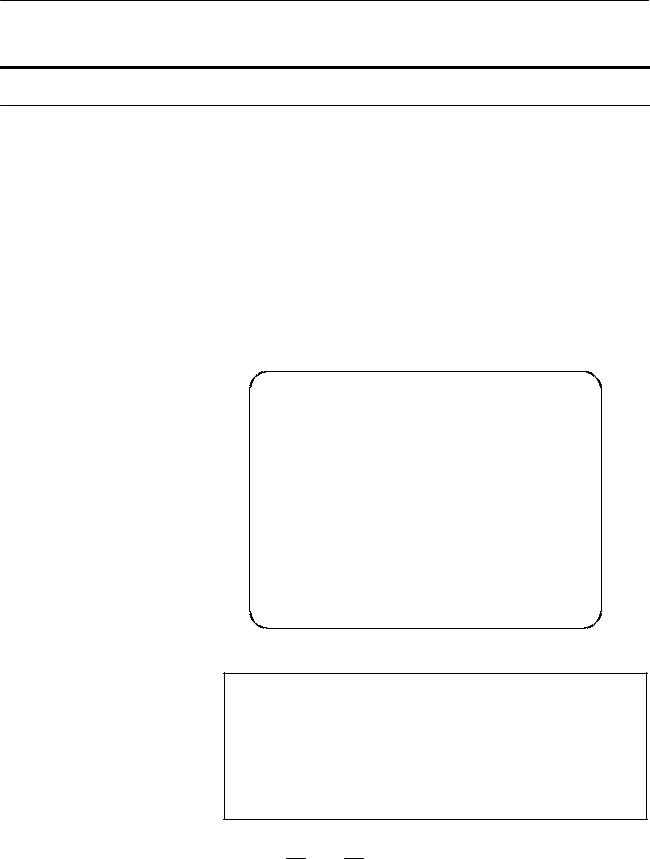
ЭКРАН ОТОБРАЖЕНИЯ ПОЛОЖЕНИЯ
ACTUAL POSITION(ABSOLUTE) O1000 N00010
X |
123.456 |
|
|
|
Y |
363.233 |
|
|
|
Z |
|
0.000 |
|
|
|
|
PART COUNT |
|
5 |
RUN TIME 0H15M |
CYCLE TIME |
0H |
0M38S |
|
ACT.F |
3000 MM/M |
S 0 T0000 |
||
MEM STRT MTN *** |
09:06:35 |
|
||
[ ABS |
] [ REL ] |
[ ALL ] [ HNDL ] |
[ |
OPRT ] |
4 Убедитесь, что мотор вентилятора вращается.
ОПАСНО
До тех пор, пока не появится окно позиционирования илиокносигналатревогипослевключенияпитания, не следует нажимать какие-либо клавиши. Некоторые клавиши применяются при техническом обслужи- вании или для специальных операций. Их нажатие может привести к непредвиденным последствиям.
418
B-64144RU/01 |
РАБОТА |
2. РАБОЧИЕ УСТРОЙСТВА |
|
|
|
2.5.2
Экран, отображаемый при включении питания
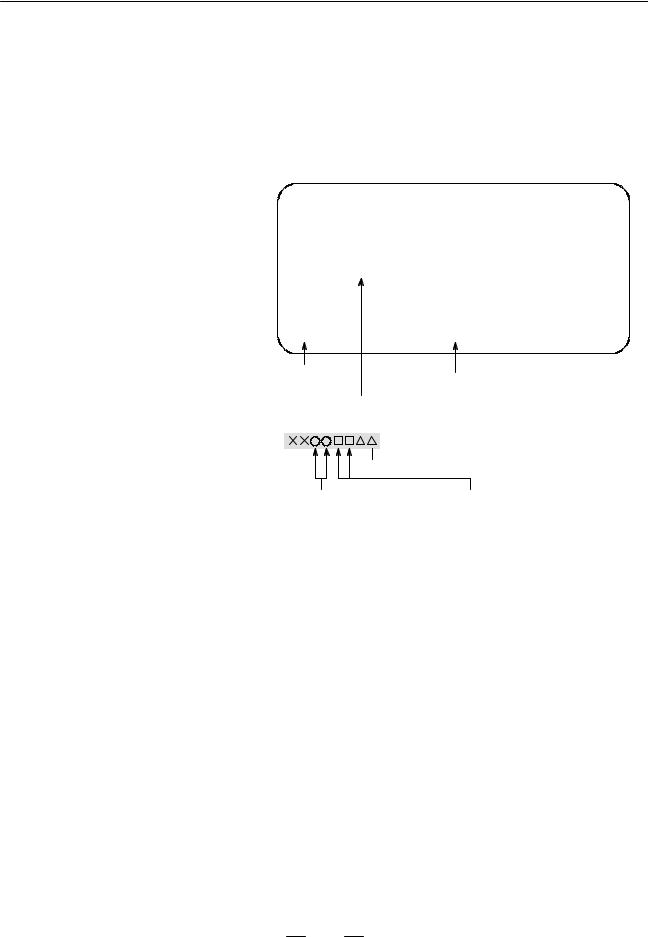
Отображение состояния гнезд
При возникновении неисправности в оборудовании или ошибкивустановкесистемаотображаетодноизтрехследующих типов экранов, а затем останавливается.
Указывается информация, такая, как тип печатной платы, установленнойвкаждыйслот. Даннаяинформацияисостояние светодиода могут использоваться при устранении неисправности.
SLOT CONFIGURATION DISPLAY
0 |
: 003E4000 |
0 : |
1 |
: 30464202 |
1 : |
2 |
: 00504303 |
2 : |
3 |
: |
3 : |
4 |
: |
4 : |
5 |
: |
5 : |
Номер физического |
|
Номер физического слота |
|
||
слота (основной) |
|
(вспомогательный) |
Информация, например, идентификация модуля установленной печатной платы

 Внутренне присвоенный номер слота
Внутренне присвоенный номер слота
Типы печатных плат |
Функция модуля |
Для дополнительной информации о типах печатных плат и функций модуля смотрите руководство по техническому обслуживанию (B-64115EN).
419
2. РАБОЧИЕ УСТРОЙСТВА |
РАБОТА |
B-64144RU/01 |
|
|
|
|
|
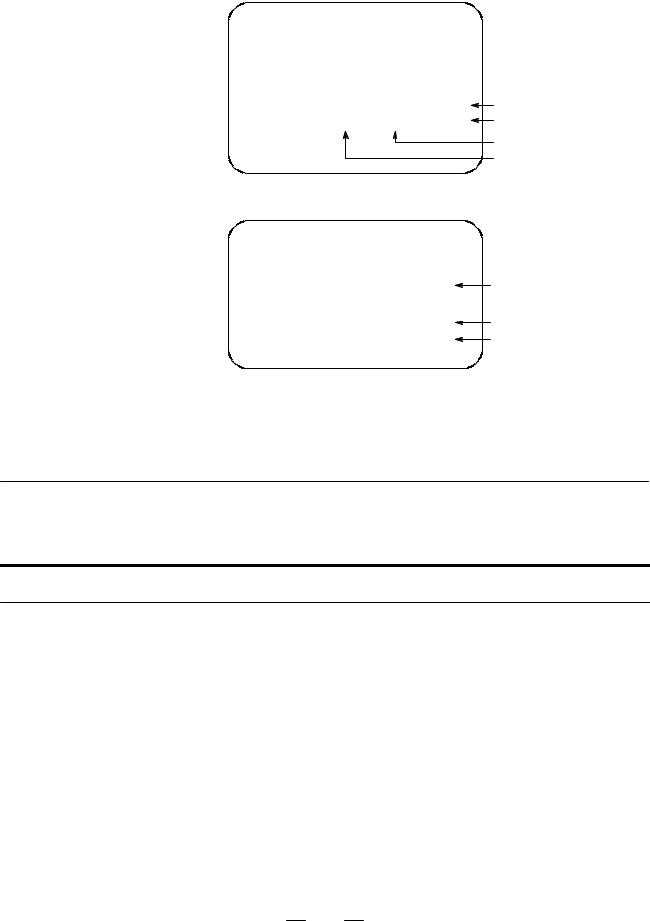
Экран, отображающий состояние установок модуля
D511 - 01
SLOT 01 |
(3046) |
: END |
END: Установка завершена |
SLOT 02 |
(3050) |
: |
Пусто: Установка не |
|
|
|
|
|
|
|
завершена |
|
|
|
Идентификация модуля |
|
|
|
Номер слота |
Отображение
конфигурации
программного обеспечения.
D511 - 01 |
Программное обеспечение |
|
|
||
|
устройства ЧПУ |
|
|
Компилятор макрокоманд/ |
|
OMM : yyyy-yy |
макрокоманды, введенные |
|
PMC : zzzz-zz |
по заказу |
|
PMC |
||
|
Конфигурацию программного обеспечения также можно отобразить на экране конфигурации системы.
См. руководство по техническому обслуживанию (B-64115EN) подробнее по конфигурации системы
2.5.3
Отключение питания
Отключение питания
Порядок действий |
1 |
Убедитесь, что на пульте оператора выключен светодиод, |
|
|
указывающий на пуск цикла. |
|
2 |
Убедитесь, что все движущиеся части станка с ЧПУ |
|
|
остановлены. |
|
3 |
Если внешнее устройство ввода-вывода, например, Handy |
|
|
File, подключено к ЧПУ, выключите его. |
|
4 |
Нажмите кнопку POWER OFF и удерживайте ее не менее 5 |
|
|
секунд. |
|
5 |
Информациюоботключениистанкасмотритевруководстве |
|
|
изготовителя станка. |
420

B-64144RU/01 |
РАБОТА |
3. РУЧНЫЕ ОПЕРАЦИИ |
|
|
|
3 РУЧНЫЕ ОПЕРАЦИИ
Существует следующие шесть видов РУЧНЫХ ОПЕРАЦИЙ:
3.1Ручной возврат в референтное положение
3.2Ручная непрерывная подача
3.3Подача с приращениями
3.4Ручная подача с помощью рукоятки
3.5Ручное абсолютное включение и выключение
421
3. РУЧНЫЕ ОПЕРАЦИИ |
РАБОТА |
B-64144RU/01 |
|
|
|
|
|
3.1
РУЧНОЙ ВОЗВРАТ В РЕФЕРЕНТНОЕ ПОЛОЖЕНИЕ
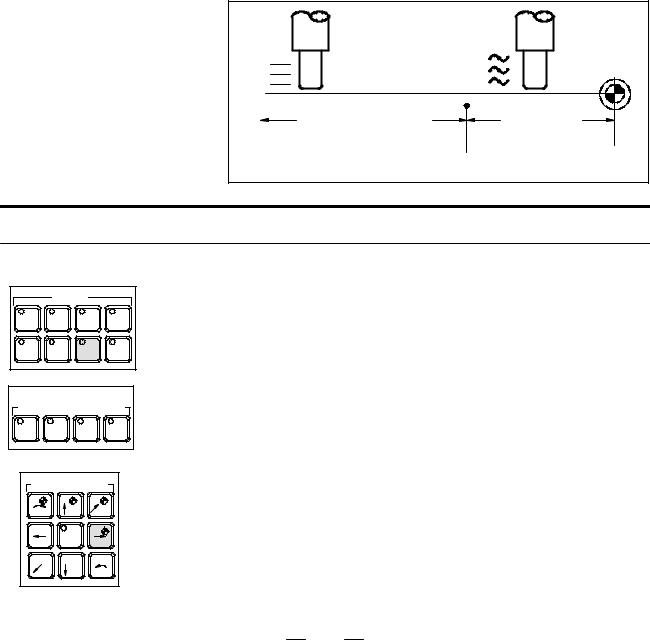
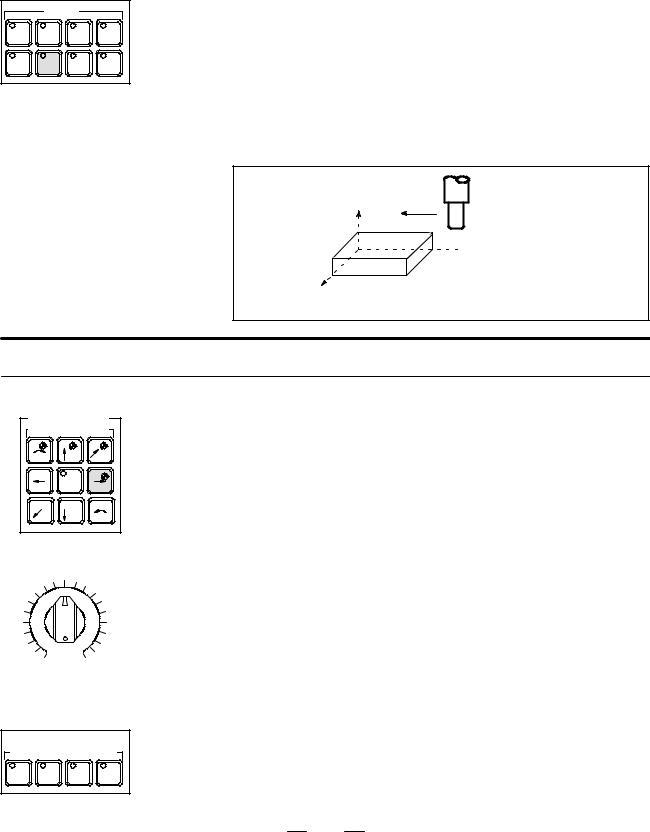
Инструмент возвращается в референтное положение следующим образом:
Инструмент перемещается в направлении, заданном в пара- метре ZMI (бит 5 ном. 1006) для каждой оси, посредством переключателя возврата в референтную позицию, располо- женном на пульте оператора станка. Инструмент подходит к точке замедления со скоростью ускоренного подвода, затем перемещаетсявреферентноеположениесо скоростью FL. Ско- ростьускоренногоподводаискоростьFL задаютсявпараметрах (ном. 1420, 1421 и 1425). Во время ускоренного подвода можно использовать ручную коррекцию подвода, состоящую из четы- рех этапов. Когда инструмент вернулся в референтную пози- цию, на панели загорается светодиод, подтверждающий завер- шение возврата в референтную позицию. В общемто, инстру- мент перемещается по одной оси, но может перемещаться и по тремодновременно, еслитакоеперемещениезадановпараметре
JAX (бит 0 в ном.1002).
Точка |
Референтная |
|
позиция |
||
торможения |
||
|
||
Перемещение на |
Замедленное |
|
ускоренном подводе |
||
движение со |
||
Скорость ускоренного |
||
скоростьюFL |
||
подвода (действует ручная |
||
|
||
коррекция ускоренного |
|
|
подвода) |
|
Процедура возврата инструмента в референтное положение вручную
Порядок действий |
|||
|
MODE |
|
|
EDIT |
MEMORY |
REMOTE |
MDI |
HANDLE |
JOG |
ZERO |
TEACH |
|
|
RETURN |
|
RAPID TRAVERSE OVERRIDE |
|||
(Ручнаякоррекцияскорости |
|||
|
подвода) (%) |
|
|
F0 |
25 |
50 |
100 |
|
AXIS DIRECTION |
|
|
|
(направление оси) |
|
|
+C  +Z +Y
+Z +Y
-X |
RAPID |
+X |
Y |
-Z |
C |
1Нажмите переключатель ручного возврата в референтное положение, одинизпереключателейвыборарежимаработы.
2Чтобыснизитьскоростьподачи, нажмитенапереключатель ручной коррекции ускоренного подвода. Когда инструмент вернулся в референтную позицию, на панели загорается светодиод, подтверждающий завершение возврата в референтную позицию.
3Нажмите на переключатель выбора оси и направления подачи, соответствующийосиинаправлениюдля возвратав референтнуюпозицию. Удерживайтепереключательвнажа- томположении, покаинструментневернетсявреферентное положение. Инструмент может перемещаться одновремен- нопотремосям, еслиэтозадановсоответствующейустанов- ке параметра. Инструмент подходит к точке замедления на скорости ускоренного подвода, затем перемещается в рефе- рентноеположениесо скоростью FL, заданнойвпараметре.
422

B-64144RU/01 |
РАБОТА |
3. РУЧНЫЕ ОПЕРАЦИИ |
|
|
|
4При необходимости выполните аналогичные действия для других осей. Вышеописанное следует рассматривать в ка- честве примера. Фактические операции описаны в соответ- ствующем руководстве, предоставляемом изготовителем станка.
|
|
|
ZERO |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
MIRRROR IMAGE |
|
||||||
|
|
POSITION |
|
|
|
|
||||||
|
|
X |
Y |
Z |
|
X |
Y |
Z |
||||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
PRO- |
M02/ |
MANU SPINDLE |
ATC |
NC? MC? |
|||||||
|
GRAM |
M30 |
ABS ORI TAP |
READY |
||||||||
|
STOP |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
Пояснения
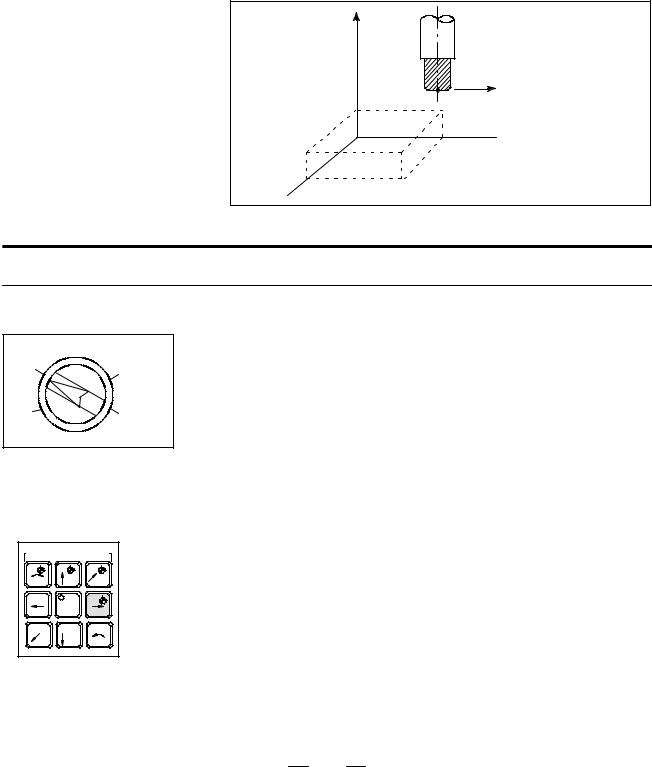
D Автоматическая |
Система координат заготовки устанавливается таким образом, |
установка системы |
что референтная точка на держателе инструмента или |
координат |
положениевершинысоответствующего инструментанаходится |
|
в X= α, Y = β, Z = γ при выполнении возврата в референтную |
|
позицию. Аналогичный результат можно получить, если задать |
|
следующую команду для возврата в референтное положение: |
|
G92XαYβZγ; |
Ограничения
D Повторное |
После возврата в референтное положение загорится |
перемещение |
светодиод ЗАВЕРШЕНИЯ ВОЗВРАТА В РЕФЕРЕНТНОЕ |
инструмента |
ПОЛОЖЕНИЕ (REFERENCE POSITION RETURN |
|
COMPLETION), инструмент не будет перемещаться, пока |
|
переключатель ВОЗВРАТА В РЕФЕРЕНТНОЕ ПОЛОЖЕНИЕ |
|
(REFERENCE POSITION RETURN) не будет выключен. |
D Светодиод, |
Светодиод REFERENCE POSITION RETURN COMPLETION |
подтверждающий |
гаснет при любой из следующих операций: |
возврат в |
- Перемещение из референтного положения. |
референтное |
- Переход в состояние аварийной остановки. |
положение |
|
D Расстояние возврата в |
Информацию о расстоянии (не в состоянии замедления) для |
референтное |
возврата инструмента в референтное положение смотрите в |
положение |
руководстве, предоставляемом изготовителем станка. |
423
3. РУЧНЫЕ ОПЕРАЦИИ |
РАБОТА |
B-64144RU/01 |
|
|
|
|
|
3.2
РУЧНАЯ
НЕПРЕРЫВНАЯ
ПОДАЧА
|
MODE |
|
|
EDIT |
MEMORY |
REMOTE |
MDI |
HANDLE |
JOG |
ZERO |
TEACH |
|
|
RETURN |
|
В режиме ручной непрерывной подачи нажатие на переклю- чатель выбора направления и оси подачи на пульте оператора станка непрерывно перемещает инструмент вдоль выбранной оси в выбранном направлении. Скорость ручной непрерывной подачи задается в параметре (ном. 1423).
Скорость ручной непрерывной подачи можно отрегулировать с помощью круговой шкалы ручной коррекции скорости ручной непрерывной подачи. Нажатие переключателя ускоренного подвода перемещает инструмент на скорости подачи ускорен- ного подвода (ном. 1424) независимо от положения круговой шкалы ручной коррекции непрерывной скорости подачи. Эта функция называется ручной ускоренный подвод.
Ручная операция допускается единовременно для одной оси. С помощью параметра JAX (ном. 1002#0) можно выбрать одновременно три оси.
Z
 Y
Y
Пока переключатель нажат, инструмент перемещается в
Xнаправлении, заданном переключателем.
Процедура выполнения ручной непрерывной подачи
Порядок действий
AXIS DIRECTION |
||
(направление оси) |
||
+C |
+Z |
+Y |
-X |
RAPID |
+X |
Y |
-Z |
-C |
0 2000
РУЧНАЯ КОРРЕКЦИЯ СКОРОСТИ РУЧНОЙ НЕПРЕРЫВНОЙ ПОДАЧИ
RAPID TRAVERSE OVERRIDE (%) |
|||
|
(РУЧНАЯ КОРРЕКЦИЯ У |
|
|
СКОРЕННОГОПОДВОДА (%)) |
|||
F0 |
25 |
50 |
100 |
1Нажмите переключатель непрерывной подачи, который является одним из переключателей выбора режима работы.
2Нажмите переключатель выбора направления и оси подачи, соответствующий направлению и оси инструмента, подле- жащего перемещению. Пока переключатель нажат, инстру- мент перемещается на скорости подачи, заданной в параме- тре (ном. 1423). Если отпустить переключатель, инструмент остановится.
3Скорость ручной непрерывной подачи можно настроить с помощью круговой шкалы ручной коррекции скорости ручной непрерывной подачи.
4Одновременное нажатие переключателя ускоренного под- вода и переключателя выбора оси и направления подачи, перемещает инструмент на скорости ускоренного подвода, пока переключатель ускоренного подвода удерживается на- жатым. Ручнаякоррекция ускоренного подвода с использо- ванием переключателей ручной коррекции ускоренного подвода действует во время ускоренного подвода.
Вышеописанное следует рассматривать в качестве примера. Фактические операции описаны в соответствующем руко- водстве, предоставляемом изготовителем станка.
424

B-64144RU/01 РАБОТА 3. РУЧНЫЕ ОПЕРАЦИИ
Ограничения
D Ускорение/замедление |
Скорость подачи, постоянная времени и способ автоматичес- |
для ускоренного |
кого ускорения/замедления для ручного ускоренного подвода |
подвода |
аналогичны G00 в запрограммированной команде. |
D Смена режимов |
Смена режима на режим ручной непрерывной подачи во время |
|
нажатия переключателя выбора направления и оси подачи не |
|
включаетнепрерывнуюподачу. Чтобывключитьручнуюнепре- |
|
рывную подачу, сначала войдите в режим ручной непрерывной |
|
подачи, затем нажмите переключатель выбора направления и |
|
оси подачи. |
D Ускоренный подвод |
Если после включения питания возврат в референтное |
перед возвратом в |
положение не выполнен, нажатие клавиши ускоренного |
референтное |
подвода RAPID TRAVERSE не включает ускоренный подвод, |
положение |
скорость ручной непрерывной подачи сохраняется. |
|
Эту функцию можно выключить, установив параметр RPD |
|
(ном. 1401#01). |
425
3. РУЧНЫЕ ОПЕРАЦИИ |
РАБОТА |
B-64144RU/01 |
|
|
|
|
|
3.3
ПОДАЧА С ПРИРАЩЕНИЯМИ
В режиме подачи с приращениями (INC) нажатие переклю- чателя выбора направления и оси подачи на пульте оператора станкаперемещаетинструментнаодин шагповыбраннойосив выбранном направлении. Минимальное расстояние, которое проходит инструмент, равняется наименьшему вводимому приращению. Каждый шаг может быть в 10, 100 или 1000 раз больше наименьшего вводимого приращения.
Данный режим действует, если ручной импульсный генератор не подключен.
Z |
|
При каждом нажатии |
|
Инстру- |
переключателя инструмент |
|
перемещается на один шаг в |
|
|
мент |
|
|
направлении, заданном |
|
|
|
|
|
|
переключателем. |
 Y
Y
X 
Порядок выполнения подачи с приращениями
1Нажмите переключатель INC, который является одним из переключателей выбора режима работы.
X10 |
X100 |
2 Выберите расстояние перемещения инструмента накаждый |
|
шаг с помощью шкалы увеличения значений.
3 Нажмите переключатель выбора направления и оси подачи,
X1 X1000 соответствующий направлению и оси инструмента, подлежащего перемещению. При каждом нажатии переключателя, инструмент перемещается на один шаг. Скорость подачи такая же, как и скорость ручной непрерывной подачи.
AXIS DIRECTION |
||
(направление оси) |
||
+C |
+Z |
+Y |
-X |
RAPID |
+X |
Y |
-Z |
-C |
4 Одновременное нажатие переключателя ускоренного подвода и переключателя выбора оси и направленияподачи перемещаетинструментсоскоростью ускоренногоподвода. Ручная коррекция ускоренного подвода с использованием переключателя ручной коррекции ускоренного подвода действует во время ускоренного подвода.
Вышеописанное следует рассматривать в качестве примера. Фактические операции описаны в соответствующем руководстве, предоставляемом изготовителем станка.
426