

3.7 Расчет расхода сварочных материалов
Расчет веса стержня электрода осуществляется по формуле
![]()
где
![]() коэффициент потерь с учетом потери на
огарки электродов.
коэффициент потерь с учетом потери на
огарки электродов.
Для определения полного веса электродов необходимо учитывать вес покрытия:
![]()
где
![]() коэффициент
веса покрытия.
коэффициент
веса покрытия.
3.8 Расчет химического состава сварного шва и определение его структуры
Сварной шов состоит из основного и
наплавленного металлов, которые в
процессе сварки перемешиваются, образуя
общую сварочную ванну. При этом в
сварочную ванну попадают химические
элементы из основного металла в
количестве, пропорциональном доли
основного металла в металле шва
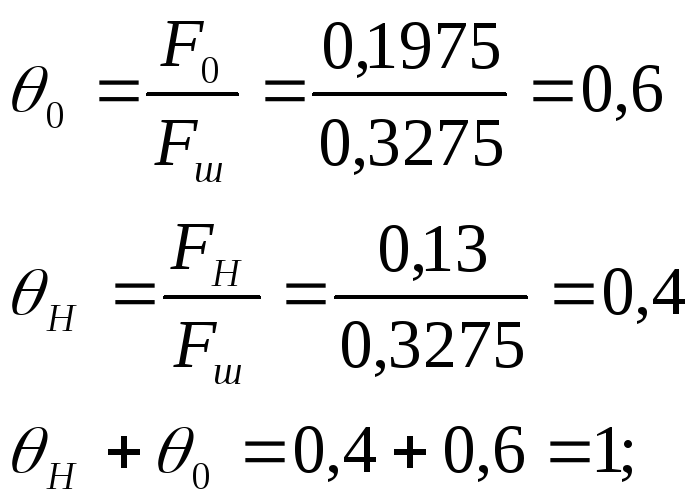
![]() ,
и из проволоки в количестве, пропорциональном
доли наплавленного металла в металле
шва -
,
и из проволоки в количестве, пропорциональном
доли наплавленного металла в металле
шва -![]() :
:
![]()
где
![]() площадь основного металла в металле
шва;
площадь основного металла в металле
шва;
![]() площадь наплавленного метала в металле
шва;
площадь наплавленного метала в металле
шва;
![]() площадь шва.
площадь шва.
Площадь шва можно определить по формуле
![]()
где
![]() ширина шва;
ширина шва;
![]() высота валика или выпуклости;
высота валика или выпуклости;
![]() высота шва.
высота шва.
Площадь основного металла в металле шва равна
![]()
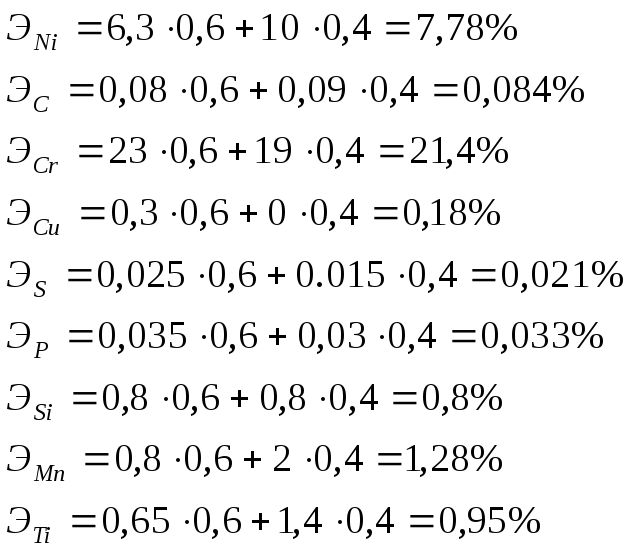
Рассчитаем химический состав шва. Содержание каждого элемента вычисляется по формуле
![]()
где
![]() содержание элемента в стали;
содержание элемента в стали;
![]() содержание элемента в проволоке.
содержание элемента в проволоке.
Определим химический состав каждого элемента в шве:
После расчета химического состава по диаграмме Шеффлера определяется его структура.
При этом для определения эквивалентов по никелю и хрому необходимо пользоваться формулами, несколько отличающимися от формул, использующихся для стали,
ЭквCr=%Cr+2%Al+%V+5%Ti+1,5%S+2%Nb+2%Mo+1,5%W=26,18%
ЭквNi=%Ni+30%C+30%N+10%B+0,5%Mn=10,94%.
Определив ЭквNiи ЭквCr, наносят на диаграмму Шеффлера точку, соответствующую структуре шва.
Структура шва обычно отличается от структуры основного металла. Для аустенитно-ферритная стали 08Х22Н6Т с содержанием феррита 20-40% структура шва аустенитно-ферритная с содержанием феррита так же 20-40%. Двухфазная структура обеспечивает лучшие эксплуатационные характеристики шва вследствие более мелкого зерна.
3.9 Выбор сварочного оборудования
Сварочное оборудование выбирается в зависимости от заданного способа.
Для ручной сварки в качестве источника питания должен быть выбран выпрямитель. Трансформаторы использовать нельзя, т.к. сварка высоколегированной стали производится на постоянном токе. Выпрямители повышают стабильность дуги и уменьшают разбрызгивание металла при сварке. Возьмем однопостовой сварочный выпрямитель типа ВД-201. Характеристика источника питания для ручной сварки крутопадающая. Марка выпрямителя должна соответствовать рассчитанной силе сварочного тока. Обычно номинальный ток выпрямителя несколько превышает расчетное значение.
Таблица 3 – Техническая характеристика однопостового сварочного выпрямителя
-
Параметр
ВД-201
Номинальный сварочный ток, А
200
Пределы регулирования сварочного тока, А
35-200
Напряжение холостого хода, В
60
Номинальная мощность, кВ·А
15
КПД, %
57
Масса, кг
155