

3.4 Определение химического состава и структуры стали в исходном состоянии
Химический состав стали, выданной в задании, определяется по справочной литературе. Если не удается найти в справочнике свою сталь, допускается определять ее химический состав по марке.
Таблица 1 – Химический состав стали 08Х22Н6Т.
|
С |
Cr |
Mn |
Ni |
Cu |
S |
P |
Si |
Ti |
|
0,08% |
21-23% |
0,8% |
5,3-6,3% |
0,3% |
0,025% |
0,035% |
0,8% |
0,65% |
Определение структуры стали осуществляется по диаграмме Шеффлера (рисунок 12). Для этого первоначально для стали рассчитываются эквивалентные значения хрома и никеля:
ЭквCr=%Cr+%Mo+2%Ti+2%Al+%Nb+l,5%Si+%V=25,5=25,5%
ЭквNi=%Ni+30%C+30%N+0,5%Mn=6,3+30·0,08+0,5·0,8=9,1%.
По значениям ЭквCrи ЭквNiна диаграмме Шеффлера наносится точка, соответствующая аустенитно-ферритной структуре стали с содержанием феррита 20 – 40%.
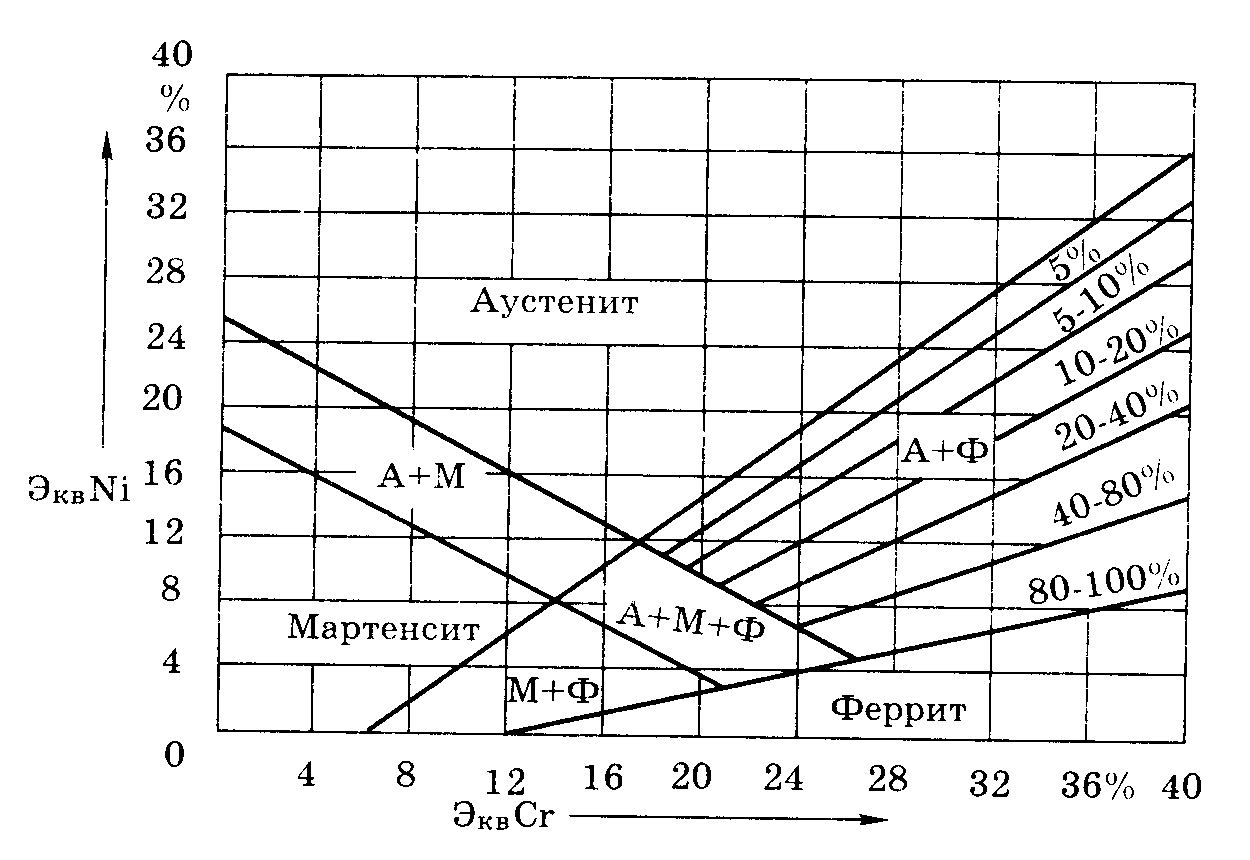
Рисунок 12 – Диаграмма Шеффлера
3.5 Технологические особенности сварки стали
Сталь 08Х22Н6Т имеет 1-й балл стойкости в 65%-ной азотной кислоте до 85 °С; в 93%-ной серной кислоте до 70 °С; в смеси азотной и серной кислот (5% HNO3+ 15% H2SO4 до температуры кипения; 5% HNO3 + 30% H2SO4 до 95°С; 50% HNO3 + 50% H2SO4 до 85 °С); в 55-65%-ной мочевине до 60 °С и 92%-ной до 110 С, водных растворах аммиака до 100 °С; 50%-ном едком калии до 120 °С; 80%-нои уксусной кислоте до 100 °С; 10-90%-ной фосфорной кислоте до 100 °С; лиловом и метиловом спиртах до температуры кипения.
Сталь обладает повышенной стойкостью к коррозионному растрескиванию в 42%-ном хлористом магнии.
Рекомендуется для изготовления сварного оборудования, работающего в средах производства азотной кислоты (60 % HNO3) до 80 °С; выпарки и нейтрализации аммиачной селитры (300 г/л HNO3 + 120 г/л P2O5) до 90 °С и до 60 °С (450 г/л HNO, + 300 г/л H3P04 + следы HF); в калийной селитре (120 г/л HNO3 + 80 г/л NaCl) до 100 °С.
Сталь 08Х22Н6Т можно использовать для изготовления аппаратов, применяемых в производстве уксусного ангидрида методом пиролиза уксусной кислоты.
Рекомендуется для применения в производстве антибиотиков, а также является стойкой против промышленной, морской и тропической атмосферы. В упомянутых средах и оборудовании сталь марки 08Х22Н6Т (ЭП53) является полноценным заменителем стали марки 08Х18Н10Т.
Температурный интервал горячей пластической деформации стали 1150-850 °С. Сталь технологична при обработке давлением в холодном и горячем состоянии (гибка, вальцовка, вытяжка, штамповка).
По обрабатываемости резанием сталь 08Х22Н6Т близка к стали 12Х18Н10Т.
Сталь 08Х22Н6Т обладает хорошей свариваемостью. При этом используют ручную и автоматическую сварку. Для ручной электродуговой сварки рекомендуется применять электроды ЦЛ-11 с присадочной проволокой Св-08Х19Н10Б. Аналогичную проволоку используют и для аргонодуговой и электродуговой автоматической сварки. Для электродуговой автоматической сварки применяют флюс АН-26.
Сварные соединения стали 08Х22Н6Т, получаемые любым способом, не требуют термической обработки.