

3 Расчет режимов сварки
ГОСТ 5264-80-Н1-∆5-50/250
Толщина металла δ=4 мм, длина шва L=5 м,
Сталь 08Х22Н6Т
Ручная дуговая сварка. Соединение нахлесточное без скоса кромок односторонним прерывистым швом.
3.1 Эскиз сварного соединения
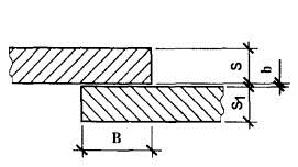
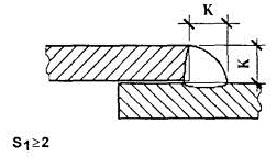
Рисунок 11– Схема сварного шва ГОСТ 5264-80 Н1
K=5 мм
B=20 мм
S=4 мм
b=0 мм
3.2 Расчет параметров режима сварки
Расчет параметров режима сварки ведется
в зависимости от заданного способа
сварки. Основными параметрами режима
являются: сила сварочного тока
![]() ,
напряжение на дуге
,
напряжение на дуге![]() ,
скорость подачи сварочной проволоки
,
скорость подачи сварочной проволоки![]() ,
диаметр электрода или проволоки
,
диаметр электрода или проволоки![]() ,
скорость сварки
,
скорость сварки![]() .
.
Первоначально следует задаться диаметром
проволоки или электрода
![]() .
Его значение зависит от толщины
свариваемого металла и способа сварки.
При ручной сварке покрытыми электродами
примерные значения диаметров проволоки
.
Его значение зависит от толщины
свариваемого металла и способа сварки.
При ручной сварке покрытыми электродами
примерные значения диаметров проволоки![]() будут
равны 3,0; 4,0 мм. Принимаем диаметр проволоки
будут
равны 3,0; 4,0 мм. Принимаем диаметр проволоки![]() равны 4,0 мм.
равны 4,0 мм.
Затем определяют величину сварочного тока, которая, с одной стороны, зависит от требуемой глубины проплавления, с другой - от диаметра электрода. Требуемая глубина проплавления, в свою очередь, зависит от толщины металла и условий сварки. Для швов, выполняемых на остающейся подкладке глубина проплавления рассчитывается
h=+1мм= 4+1=5 мм.
Для ручной дуговой сварки силу сварочного тока выбирают в зависимости от диаметра электрода по формуле
![]() ,
,
где
![]() допускаемая плотность тока в электроде.
допускаемая плотность тока в электроде.
Напряжение на дуге устанавливают в зависимости от способа сварки, а также от марки и диаметра электрода. Для ручной дуговой сварки
![]() (ГОСТ 95-77).
(ГОСТ 95-77).
Скорость сварки вычисляем по формуле
![]()
где
![]() коэффициент наплавки;
коэффициент наплавки;
![]() - сила сварочного тока, А;
- сила сварочного тока, А;
![]() плотность металла;
плотность металла;
![]() площадь
поперечного сечения наплавленного
металла за один проход,
площадь
поперечного сечения наплавленного
металла за один проход,![]() .
.
Площадь наплавленного металла зависит от типа сварного соединения.
Для угловых швов она определяется как площадь треугольника, умноженная на коэффициент а, учитывающий форму шва:
![]()
Для выпуклых швов а=1,2; - угол, под которым свариваются детали.
3.3 Расчет нормы времени на выполнение сварочных операций
Общее время на выполнение сварочной
операции
![]() состоит из нескольких компонентов
и определяется по формуле
состоит из нескольких компонентов
и определяется по формуле
![]()
где
![]() подготовительно-заключительное время;
подготовительно-заключительное время;
![]() основное
время;
основное
время;
![]() вспомогательное
время;
вспомогательное
время;
![]() время
на обслуживание рабочего места;
время
на обслуживание рабочего места;
![]() время
перерывов на отдых и личные надобности.
время
перерывов на отдых и личные надобности.
Основное время – это время на непосредственное выполнение сварочной операции. Оно определяется по формуле
![]()
где
![]() масса наплавленного металла.
масса наплавленного металла.
![]()
где
![]() площадь наплавленного металла;
площадь наплавленного металла;
![]() плотность металла;
плотность металла;
![]() - длина шва.
- длина шва.
Подготовительно-заключительное время
включает в себя такие операции, как
получение производственного задания,
инструктаж, получение и сдача инструмента,
осмотр и подготовка оборудования к
работе и т.д. При его определении общий
норматив времени 1,13 делится на количество
деталей, выпущенных в смену. В работе
можно принять
![]() .
.
Вспомогательное время включает в себя
время на смену электрода
![]() ,
осмотр и очистку свариваемых кромок
,
осмотр и очистку свариваемых кромок![]() ,
очистку швов от шлака и брызг
,
очистку швов от шлака и брызг![]() ,
клеймение швов
,
клеймение швов![]() ,
установку и поворот изделия, его
закрепление
,
установку и поворот изделия, его
закрепление![]() :
:
![]()
где
![]() время на смену одного электрода;
время на смену одного электрода;
![]() объем
наплавленного металла.
объем
наплавленного металла.
![]() объем
одного электрода
объем
одного электрода
![]()
где
![]()
Время зачистки кромок или шва вычисляют по формуле
![]()
где
![]() количество слоев при сварке за несколько
проходов;
количество слоев при сварке за несколько
проходов;
![]() длина
шва в метрах.
длина
шва в метрах.
Время на установку клейма принимают
0,03мин на 1 знак. Время на установку,
поворот и снятие изделия зависит от его
массы. При массе изделия до 25кг эти
операции выполняются вручную. В работе
это время можно принять равным
![]()
![]()
Для ручной сварки время на обслуживание рабочего места
![]()
Время перерывов на отдых и личные
надобности зависит от положения, в
котором сварщик выполняет работы. При
сварке в неудобном положении
![]()
![]()