

книги из ГПНТБ / Тюкина, Ю. П. Общая технология лесопильно-деревообрабатывающего производства учебник
.pdfношение объема полученных заготовок к объему раскроенного материала, выраженное в процентах.
В себестоимости заготовок стоимость самой древесины состав ляет около 80%. Увеличение полезного выхода заготовок только на 1% равноценно увеличению производительности участка раскроя в 1,5 раза. Однако получение высокого выхода заготовок нужного качества—далеко не простая задача, особенно при раскрое пило материалов или фанеры низких сортов. В них содержится много пороков, которые не допускаются в заготовках и поэтому должны быть вырезаны при раскрое. В этом случае особенно трудно полу чать длинные заготовки.
Существует несколько способов и схем раскроя древесных ма териалов на заготовки, которые дают различные результаты по вы ходу.
Способы и схемы раскроя. Раскрой материалов может быть груп повым и индивидуальным. При г р у п п о в о м р а с к р о е все доски или плиты раскраивают по одной и той же схеме без учета качества материала. Групповой раскрой можно производить на многопиль ных станках или одновременно по несколько штук — пачками на однопильных станках. Он применим тогда, когда качество раскраи ваемого материала совпадает с качеством вырабатываемых загото вок и отпадает необходимость вырезать пороки древесины или когда размеры вырабатываемых заготовок небольшие. Групповым способом раскраивают пиломатериалы и листы фанеры высших сортов, а также все древесные плиты, имеющие примерно одинако
вое качество по всей поверхности. |
для каждой доски или |
|
При и н д и в и д у а л ь н о м р а с к р о е |
||
листа фанеры выбирают наиболее выгодную схему |
в зависимости |
|
от качества древесины и расположения |
пороков. |
Такой способ |
раскроя затрудняет механизацию и автоматизацию, |
повышает тру |
|
довые затраты, но при невысоком качестве раскраиваемого мате риала и жестких требованиях к качеству заготовок он обеспечивает повышение полезного выхода заготовок по сравнению с групповым раскроем на 5—7%.
Выход заготовок, особенно при раскрое материала низких сор тов, во многом зависит от применяемой схемы раскроя. Различают три принципиальные схемы раскроя пиломатериалов на прямоли нейные заготовки (рис. 106, I, II и III).
По первой схеме доску сначала распиливают вдоль на рейки или бруски шириной, равной ширине заготовок. Затем их торцуют на отрезки длиной, равной длине заготовок, удаляя при этом недо пустимые пороки древесины. Раскрой по первой схеме называют продольно-поперечным. Эта схема дает хорошие показатели по вы ходу заготовок, особенно длинных. Для размещения оборудования по этой схеме требуются дополнительные площади, так как на обе их операциях (поперечный и продольный раскрой) приходится
иметь дело с длинными досками.
По второй схеме доску сначала распиливают поперек на отрез ки, равные длине той или иной заготовки, вырезая при этом по всей
181
ширине доски пороки, недопустимые >в заготовках. Затем отрезки распиливают вдоль на заготовки нужной ширины. Раскрой по вто рой схеме называют поперечно-продольным. Эта схема менее вы годна, чем первая. Выход заготовок, особенно длинных, будет мень ше за счет больших отходов здоровой древесины вместе с удаляе мыми пороками. Только при раскрое узких необрезных досок, имеющих, как правило, большую кривизну по кромке, второй схеме можно отдать предпочтение перед первой. Однако вторая схема имеет пока наибольшее распространение в промышленности.
л |
1 |
и |
• |
Д " |
~____ д к |
а) |
б) |
Рис. 106. Схема раскроя пиломатериалов:
/ — продольно-поперечный раскрой, I I — поперечно-продольный раскрой, III — комби нированный раскрой; а — обрезных пиломатериалов, б — необрезных пиломатериалов
Третья схема представляет собой комбинацию первых двух схем. По этой схеме доску сначала распиливают поперек без вы резки пороков. При этом стремятся получить наиболее длинные отрезки. Затем отрезки распиливают вдоль на заготовки нужной ширины. Имеющиеся недопустимые пороки в некоторых заготовках вырезают при дополнительной торцовке или продольной опиловке заготовок. При этом размеры заготовок уменьшаются соответствен но по длине или ширине. При правильном применении третья схе ма позволяет получить высокий выход заготовок. Она лишена недостатков первой и частично второй схем. Внедрение третьей схемы в существующих раскройных цехах не требует больших пе рестроек и затрат.
Полезный выход заготовок при любой схеме раскроя пиломате риалов может быть повышен включением в технологический про цесс дополнительных операций: предварительной разметки и строж ки-калибровки досок перед раскроем. Введение дополнительных операций несколько удорожает стоимость раскроя за счет увеличе
182
ния числа станков, рабочих и производственной площади, но полу чаемая экономия древесины при этом перекрывает это удорожание. Так, при внедрении разметки досок перед раскроем выход загото вок увеличивается на 9%, а при внедрении строжки-калибровки и разметки—на 12%. Внедрение в процессы раскроя предваритель ной строжки способствует также лучшему использованию получаю щихся при раскрое короткомерных отрезков, их можно будет сразу же пускать на склейку по длине.
Схемы раскроя материалов на криволинейные заготовки имеют свои особенности. Раскрою должна предшествовать разметка мате риала, которую производят шаблонами-заготовками, накладывае-
Рис. 107. Схема получения криволинейных заготовок:
а — из отдельных отрезков, |
6 — из отрезков, склеенных в щит; |
1, 2, |
3 — отрезки |
мыми на материал и очерчиваемыми. Применяют следующие схемы раскроя материала на криволинейные заготовки:
■поперечный раскрой досок на отрезки длиной, равной длине за
готовок,— разметка отрезков |
на |
заготовки — выпиливание заго |
товок; |
|
|
разметка досок на заготовки-—выпиливание заготовок; |
||
поперечный раскрой досок |
на |
отрезки — вырезка дефектов и |
опиловка кромок —строгание кромок — склеивание отрезков в щи ты— разметка щитов на заготовки — выпиливание заготовок.
По второй схеме раскроя выход заготовок для задних ножек столярного стула получается больше на 4-—6% по сравнению с первой. Наиболее выгодной является третья схема, которая дает увеличение выхода заготовок на 10% по сравнению с первой схе мой.
На рис. 107, а показано получение криволинейных заготовок по первой схеме из отдельных отрезков, а на рис. 107, б — по третьей схеме из отрезков, склеенных в щит.
Средние нормы выхода заготовок. Процент выхода заготовок из
пиломатериалов зависит от многих факторов: от породы древеси ны, вида пиломатериалов (обрезные и необрезные), сорта пилома териалов, применяемых схем раскроя и назначения самих загото
183
вок. В табл. 12 приведены примерные средние нормы выхода чер новых заготовок различного назначения из разных пиломатериалов.
Средняя норма выхода заготовок при раскрое фанеры и плит всех видов составляет 85%. При тщательной разработке раскрой ных карт полезный выход может быть и выше.
|
|
|
|
|
Т а б л и ц а 12 |
|
Средние |
нормы выхода заготовок (в |
% от |
объема |
пиломатериалов) |
|
|
|
|
|
Выход заготовок из пиломатериалов |
|||
Назначение |
Порода |
Вид пилома- |
|
разных сортов |
|
|
заготовок |
древесины |
териалов |
I |
п |
ш |
IV |
|
|
|
||||
Мебельные |
Хвойные |
Необрезные |
80 |
67 |
50 |
40 |
Строительные |
Лиственные |
Необрезные |
65 |
55 |
35 |
— |
Хвойные |
Необрезные |
64 |
60 |
53 |
49 |
|
Строганая |
Хвойные |
Обрезные |
70 |
65 |
60 |
57 |
Обрезные |
58 |
54 |
44 |
31 |
||
тара |
|
|
|
|
|
|
Производство клееных заготовок и деталей. В последнее время
на деревообрабатывающих предприятиях все шире применяется в производстве заготовок и деталей из пиломатериалов склеивание коротких отрезков по длине и узких по ширине. Это позволяет уве личить выход основных заготовок на 8—12%. Склеивание по длине производится в основном на зубчатый шип (ем. рис. 102).
|
|
|
|
Т а б л и ц а |
13 |
|
Технологический процесс склеивания отрезков по длине |
|
|
||||
Операция |
Оборудование |
Примечание |
|
|||
Нарезка шипов |
Шипорезный |
станок |
Нарезка шипов |
производит |
||
|
|
|
ся по 2-му классу точно |
|||
Склеивание зубчатых со- |
Клеенамазывающий |
сти (ГОСТ 6449—53) |
|
|||
и Склеивать |
Следует не позд- |
|||||
единений |
сборочный станки |
нее чем через 8 ч после за- |
||||
|
|
|
шиповки |
давление при со |
||
|
|
|
Торцовое |
|||
|
|
|
единении |
с острым зубом |
||
|
|
|
до 6 кгс/см2, с тупым зу |
|||
|
|
|
бом до 20 кгс/см2 |
до |
||
|
|
|
Вертикальное |
давление |
||
Торцовка на заготовки |
Торцовочный |
станок |
5 кгс/см2 |
выдержки |
||
Длительность |
||||||
Выдержка после склеива- |
Стеллаж |
|
4—8 ч в зависимости от ви- |
|||
ния |
|
|
да клея |
|
|
|
Отечественной промышленностью выпускаются поточные линии ПЛС, на которых производится нарезка зубчатых шипов, склеива ние и раскрой склеенной ленты на заготовки. На этих линиях могут
184
сращиваться отрезки длиной от 250 мм, шириной 50—220 мм и тол щиной 19—85 мм. Длина получаемых заготовок от 500 до 4500 мм. Производительность линии в смену 5 м3, обслуживают ее двое ра бочих. Технологический процесс склеивания отрезков по длине при веден в табл. 13.
Отрезки, подлежащие склеиванию, должны быть строгаными или калиброванными, влажность древесины не должна превышать 12%. Для ускорения отверждения клея и ликвидации выдержки за готовок после склеивания клеевые швы прогревают токами высо кой частоты (ТВЧ).
Склеивание заготовок по ширине производится на гладкую фу гу и на шиповое соединение (см. рис. 103). Для этого применяют самое разнообразное оборудование: струбцины, сжимы, клеильно конвейерные прессы и щитосборочные автоматы.
§ 36. СТАНКИ ДЛЯ РАСКРОЯ ДРЕВЕСНЫХ МАТЕРИАЛОВ
Для раскроя пиломатериалов, -заготовок и различных листовых материалов (фанеры, столярных, древесностружечных и древесно волокнистых плит) на заготовки и детали применяют круглопиль ные и ленточнопильные станки.
КРУГЛОПИЛЬНЫЕ СТАНКИ
В зависимости от технологического назначения круглопильные станки разделяют на станки для поперечной, продольной и смешан ной распиловки.
На станках для п о п е р е ч н о й р а с п и л о в к и осуществляет ся поперечный раскрой материала на черновые заготовки и точная торцовка деталей. Имеются станки с подачей пилы на обрабатыва емый материал и станки с подачей материала на пилы. В станках с подачей пилы траектория движения пильного диска может быть по дуге и прямолинейной. Пильный диск по отношению к материалу располагается сверху или снизу.
Все станки для поперечной распиловки называются торцовоч ными. К торцовочным станкам с подачей пилы по дуговой траекто рии относятся балансирные и маятниковые. В последнее время они встречаются в деревообрабатывающих цехах все реже. Наибольшее распространение имеют торцовочные станки с прямолинейным надвиганием пилы на материал, к которым относятся шарнирные и суппортные. Суппортные торцовочные станки обеспечивают более точную распиловку, чем шарнирные.
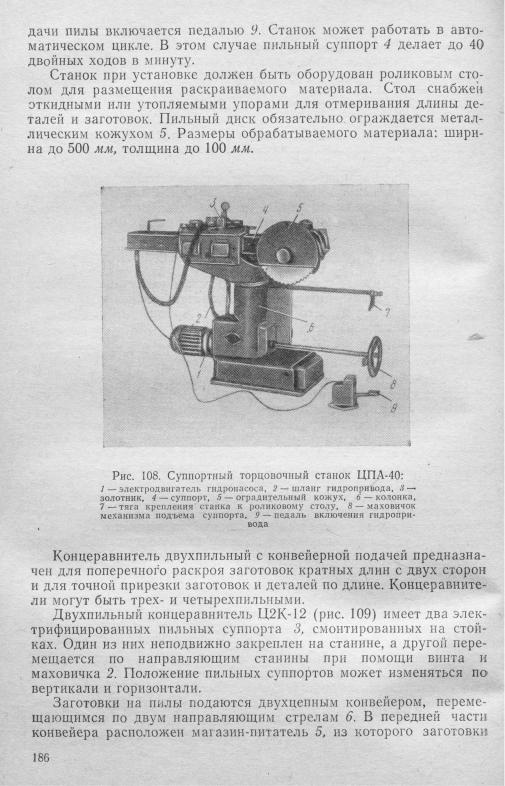
На рис. 108 показан суппортный торцовочный станок ЦПА-40. Пила установлена на удлиненном валу электродвигателя, который закреплен на суппорте 4. Суппорт на опорных роликах перемеща ется относительно колонки 6, которая закреплена на станине. Для перемещения суппорта предусмотрена специальная гидросистема, состоящая из масляного насоса, электродвигателя 1, золотника 3 и гидроцилиндра, расположенного внутри суппорта. Гидропривод по
185



ми. Подача каретки может быть механизирована с помощью гидропривода.
Форматные четырехсторонние станки предназначены для опи ловки плит, щитов и пачек фанеры по четырем кромкам. Станки этого типа бывают с прерывной и непрерывной подачей и имеют для этого каретку или конвейер. Кроме пил для чистой обработки
кромок могут устанавливаться еще фрезы. |
|
к р у г л о п и л ь н ы х |
|||||||||
Р а с ч е т |
п р о и з в о д и т е л ь н о с т и |
|
|||||||||
с т а н к о в . Производительность |
торцовочных |
станков |
зависит от |
||||||||
|
|
|
|
способа |
раскроя, |
сортности |
|||||
|
|
|
|
пиломатериалов, длины за |
|||||||
|
|
|
|
готовок, организации рабо |
|||||||
|
|
|
|
чего |
места, |
типа |
станка |
||||
|
|
|
|
и т. |
д. |
|
|
|
|
|
|
|
|
|
|
|
Производительность тор |
||||||
|
|
|
|
цовочных |
станков в штуках |
||||||
|
|
|
|
заготовок |
в |
смену |
можно |
||||
|
|
|
|
подсчитать по формуле |
|||||||
|
|
|
|
|
|
А = TKiKz{n — т), |
|||||
|
|
|
|
где |
|
Т — продолжительность |
|||||
|
|
|
|
смены, мищ п — число резов |
|||||||
Рис. 112. Схема форматно-концеравнитель- |
в минуту; m — число допол |
||||||||||
ного станка с кареткой: |
4 — |
нительных резов на оторцов- |
|||||||||
/ — кар етка , 2 — н аправляю щ ие, |
3 — ролики, |
ку |
заготовок и вырезку де |
||||||||
р аскр аи ваем ы й |
щит или п лита, |
5 — пильные |
суп |
||||||||
порты, 6 — поперечная н аправляю щ ая |
|
фектов. При числе резов п |
|||||||||
ся равным |
|
|
|
до 7 в минуту m принимает |
|||||||
1-т-2, а при числе резов-я от 8 до 12 в минуту m равно |
|||||||||||
от 2 до 3; К\ —-коэффициент использования рабочего времени стан ка, равный 0,9; — коэффициент использования машинного вре мени станка, равный для станков с ручной подачей 0,35—0,40, с механизированной подачей 0,40—0,45; для концеравнителей 0,9.
Производительность круглопильного станка для продольного раскроя можно выразить в погонных метрах пиломатериалов и в штуках заготовок. Производительность в погонных метрах опреде ляется по формуле
А = иТК\Кг,
где и — скорость подачи, м/мин; Ki — коэффициент использования рабочего времени станка, равный, 0,9; /С2 — коэффициент использо вания машинного времени станка, равный для станков с ручной подачей 0,6—0,7; с автоподачей 0,9.
Производительность станка в штуках заготовок в смену опре деляется по формуле
i |
_ и Т Ш г |
|
U |
где I — длина заготовки, м\ |
i — среднее число резов, приходящееся |
на одну заготовку. |
|
190