

Трехгранная
Обозначение рельефа поверхности: рифленая, резьбовая, шлицевая и т.д.
Устройство приводов зажимов может быть различным: гидравлическим, пневматическим, электрическим, магнитным, электромагнитным, механическим и др. Условные обозначения этих устройств определено по ГОСТ 3.1107-81 и приведены в таблице 13.5.
|
Таблица 13.5. |
Условные обозначения устройств зажимов |
|
Зажимы |
Обозначения устройств зажимов |
Пневматические |
Р |
Гидравлические |
Н |
Электрические |
Е |
Магнитные |
М |
Электромагнитные |
ЕМ |
Прочие |
Без обозначения |
Примеры схем базирования деталей
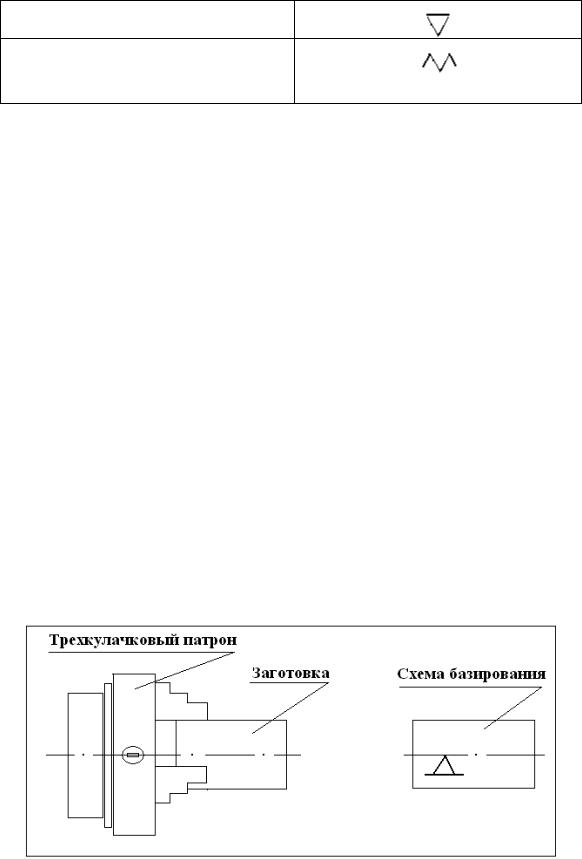
1. Обработка в трехкулачковом самоцентрирующемся патроне цилиндрической детали небольшой длины с базированием по наружному диаметру без упора в торец. Такая обработка применяется при изготовлении небольших деталей за один установ.
Рис. 13.2. Установка заготовки в трехкулачковом патроне.
В трехкулачковом патроне движение кулачков осуществляется от одного винта, поэтому при закреплении заготовки кулачки
139
движутся одновременно, совмещая ось заготовки с осью вращения патрона.
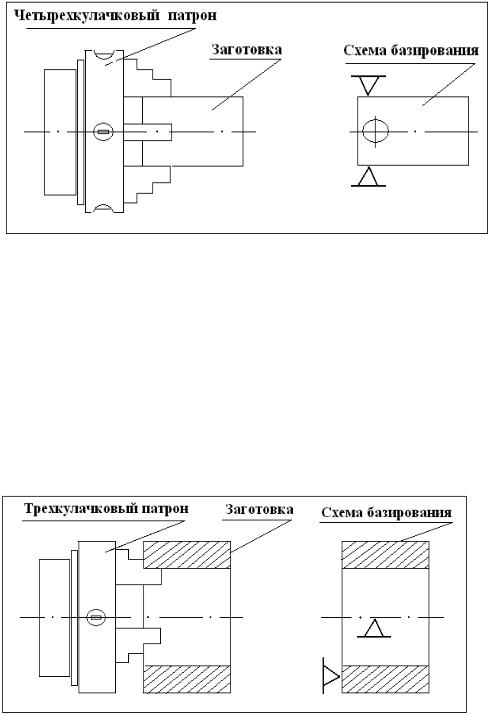
2. Обработка в четырехкулачковом патроне цилиндрической детали небольшой длины с базированием по наружному диаметру без упора в торец. Такая обработка применяется при изготовлении небольших несимметричных деталей за один установ.
Рис. 13.3. Установка заготовки в четырехкулачковом патроне.
В четырехкулачковом патроне движение кулачков осуществляется от разных винтов, поэтому при закреплении заготовки кулачки сдвигают поочередно, что позволяет закреплять несимметричные относительно оси вращения патрона заготовки.
3. Обработка в трехкулачковом самоцентрирующемся патроне цилиндрических втулок небольшой длины с базированием по внутреннему диаметру с упором в торец. Такая обработка применяется при обработке внешних и внутренних поверхностей и торцов втулок за один установ.
Рис. 13.4. Установка заготовки в трехкулачковом патроне.
Конструкция трехкулачковых патронов позволяет устанавливать втулки на кулачки и закреплять заготовку, разжимая кулачки. При
140
этом заготовка базируется по одному торцу и внутренней поверхности втулки.
4. Обработка в трехкулачковом самоцентрирующемся патроне цилиндрической детали большой длины с базированием по наружному диаметру без упора в торец, с применением подвижного или неподвижного центра и подвижного или неподвижного люнета.
Рис. 13.5. Установка заготовки в трехкулачковом патроне с подвижными центром и люнетом.
При обработке длинных валов необходимы две дополнительных опоры. Одна устанавливается со второго торца заготовки в центровочное отверстие это подвижный или неподвижный центр, установленный в пиноль задней бабки. Вторая опора является подвижным или неподвижным люнетом и устраняет прогиб вала под воздействием резца.
5.Обработка заготовки на жесткой центровой оправке с натягом
вдвух центрах с базированием по отверстию. Такое базирование применяется, например, когда невозможно обработать заготовку с одного установа, а требования к соосности внутренней и внешней поверхностей жесткие (обработка заготовки шестерни).
Рис. 13.6. Установка заготовки на жесткой центровой оправке с натягом в двух центрах с базированием по отверстию.
141
Оправки, применяемые для крепления заготовок, выпускаются разной конструкции и стандартизованы. При индивидуальном изготовлении деталей иногда приходится изготавливать и оправки.
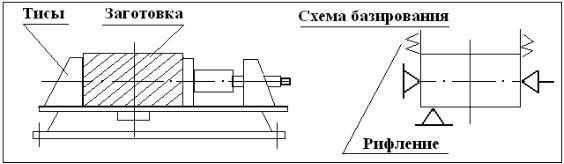
6. Обработка заготовок на фрезерном, сверлильном, строгальном и др. станках часто производится при закреплении их в машинных тисах, на поверхности губок которых нанесено рифление.
Рис. 13.7. Установка заготовки в машинных тисах.
142