

Проектирование штампов и штамповой оснастки. Бойко А.Ю., Гольцев А.М
.pdfпри опускании которой торец заготовки наталкивается на радиусную часть матрицы 13, переходящую в горизонтальную плоскость, и закатывается по кромке пуансона внутрь. Образовавшийся фланец правится в конце хода при жестком ударе.
При движении ползуна вверх кулачки под действием шпилек 11 и пружин 7 поднимаются в верхнее положение и смещаются к центру до несколько меньшего размера, чем диаметр завальцованной кромки детали. Деталь удаляют из штампа вручную, крючком. Палец 3 используется для выталкивания детали, если не сработают пружины 4.
Комбинированные штампы для обрезки края борта коробки (рис. 4.91).
Штамп предназначен для обрезки бортов у детали типа коробки (рис. 4.92). В прикрепленном к верхней плите 4 держателе 3 установлен пуансон 2 с фиксатором 1 (см. рис. 4.91). В держателе смонтированы четыре упора .3. В нижней плите 8 установлены четыре клина: задний 12, левый 13, передний 14 и правый 7. В окне нижней плиты штампа на буферной плите 10 помещается кулачковая обойма 9, на каждой из четырех сторон которой имеются кулачки, называемые в дальнейшем задним, левым, передним и правым. Профили этих кулачков выбраны так, что под воздействием клиньев при опускании ползуна подвижная система передвигается в четырех горизонтальных направлениях в определенной последовательности. Сверху к обойме прикреплена матрица 6 , в окне которой помещается выталкиватель 11.
Деталь (коробку) устанавливают в окне матрицы на выталкиватель. Режущие контуры матрицы и пуансона выполнены по форме обрезаемого контура коробки с зазорами 0,2...0,3 мм на сторону. Обрезка всех стенок детали производится за один рабочий ход пресса при перемещении кулачковой обоймы с матрицей в четырех различных направлениях в горизонтальной плоскости. При каждом
380

перемещении срезается один из бортов коробки. При опускании верхней части штампа фиксатор 1 утапливает
Рис. 4.91. Комбинированный штамп со встроенным механизмом управления работой для обрезки края борта
коробки (а)
381

Рис. 4.91. Профили кулачков механизма управления работой штампа (б).
Рис.4.92. Коробка.
382
коробку до требуемой высоты обрезки, причем нижняя плоскость пуансона с этого момента до конца обрезки находится на уровне плоскости матрицы. Такое взаимное положение пуансона и матрицы обеспечивается совмещением рабочих плоскостей упоров с режущей плоскостью пуансона, которое достигается одновременной их шлифовкой.
Затем пуансон и вся нижняя подвижная система опускаются вместе на 3 мм (свободный ход) до соприкосновения скоса а заднего кулачка с задним клином 12. При дальнейшем опускании до 6 мм происходит сдвиг вперед на 4 мм всей нижней подвижной системы под действием заднего клина. При этом обрезается задняя стенка коробки..Затем подвижная система, опускаясь еще на 6 мм, сдвигается вправо на 3 мм из-за скольжения скоса б левого кулачка по скосу левого клина — обрезается левая стенка коробки. Опускаясь еще на 12 мм, подвижная система сдвигается назад на 8 мм, обрезая переднюю стенку коробки (взаимодействуют скос в переднего кулачка и скос переднего клина 14). Увеличение сдвига в этом случае вызывается наличием холостого хода, равного 4 мм, обеспечивающего возврат подвижной системы в исходное положение, и рабочего хода, равного 4 мм, необходимого для среза передней стенки. Срез правой стенки осуществляется при дальнейшем опускании подвижной системы на 12 мм и сдвиге ее на 8 мм влево (взаимодействуют скос правого кулачка и скос правого клина 7). Размер сдвига здесь также определяется наличием холостого и рабочего ходов. При холостом ходе ползуна пресса подвижная система будет совершать движения в обратной последовательности. Верхняя часть штампа поднимается на высоту, позволяющую убрать отход, извлечь обрезанную коробку из матрицы и заложить в матрицу следующую заготовку. Минимальный ход пресса в данном случае складывается из удвоенной высоты необрезанной коробки и потребного для обрезки хода ползуна, который в этом штампе равен 39 мм.
383
При эксплуатации штампа необходимо следить не только за состоянием режущих кромок пуансона и матрицы, но и за работой буферных пружин, от усилия которых также зависит качество обрезки. Усилие буфера рассчитывают по формуле
где Рср — наибольшее усилие, необходимое для среза одной стороны коробки.
Комбинированные штампы для гибки с автоматическим сбрасывателем ударного действия (рис. 4.93). Штамп предназначен для П-образной гибки деталей (рис. 4.94). Укладка заготовок в штамп производится вручную, а удаление отштампованных деталей из рабочей зоны штампа — автоматическим сбрасывателем ударного действия.
Штамп работает следующим образом. При закрытом штампе ползушка 14 отведена клином 13 в рабочее положение, при этом пружины 10 и 11 (см. рис. 4.93) сжаты. При ходе ползуна вверх упор 9 освобождает ползушку 14, а под действием пружины 15 и рычага 12 толкатель в резким перемещением выбрасывает деталь из штампа. Для смягчения удара ползушки о секцию матрицы используется резиновая прокладка 1. Клин 13 при движении вверх под воздействием пружины 11 освобождает ползушку; при этом она под действием пружины 10 перемещается вправо.
384

385
Рис .4.93. Комбинированный штамп для гибки с автоматическим с6расывателем ударного действия::
1-прокладка; 2- прижимное устройство; 3-8-узел сбрасывателя
(6-толкатель); 9-регулируемый упор; 10 и 11 - пружины сжатия; 12рычаг;
13 – клин; 14 - ползушка;15-пружина растяжения.

Рис.4.94. П-образная гибка.
Комбинированные штампы для пробивки, гибки и резки с шиберной подачей заготовки (рис. 4.95). В магазин 1 штампа закладываются заготовки (рис. 4.96), каждая из которых рассчитана на две детали: левую и правую. При ходе ползуна пресса вверх клин 6 выходит из контакта с ползушкой 4 и последняя пружиной 8 перемещается вправо. От ползушки через рычаг 3, смонтированный на оси 12, движение передается шиберу 2. Оба плеча рычага с ползушкой и шибером связаны шарнирно посредством сухарей, которые при повороте рычага передвигаются в соответствующих пазах.
Шибер 2, перемещаясь влево, захватывает заготовку из магазина и передвигает на шаг подачи. При следующем холостом ходе пресса вновь захваченная шибером заготовка передвигает предыдущую в зону пробивки отверстий пуансонами на матрицевкладыше 5.
Для обеспечения необходимой точности подачи заготовок в конструкции штампа предусмотрены шесть шариковых фиксаторов 16. При следующем движении ползуна пресса вверх заготовка, проталкиваемая последующей заготовкой еще на один шаг, попадает в зону гибки концов. Гибка производится пуансонами 13 на оправке 15 при ходе пресса вниз с предварительным прижатием заготовки к оправке прижимом 14. Вкладыш 11 выполняет функцию съемника.
386

Рис. 4.95. Комбинированный штамп для пробивки, гибки и резки с шиберной подачей заготовки (а)и
последовательность операций штамповки (б).
387
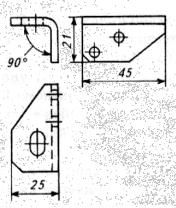
Рис. 4.96.Деталь,изготовленная на штампе, представленном на рис 4.95.
Далее согнутая П-образная заготовка при следующем рабочем ходе ползуна подается в зону разрезки пуансоном 10 на матрице 9. Здесь заготовка разрезается на две отдельные детали (правую и левую), которые при следующем перемещении их на шаг попадают в соответствующие лотки. Размер шага регулируется упором 7, снабженным на конце резиновым кольцом для смягчения удара ползушки.
Производительность труда при работе на этом штампе высокая и достигает 50 тысяч деталей за смену.
Комбинированные штампы для пробивки отверстий с механизмом для автоматического перемещения заготовки
(рис. 4.97). Штамп предназначен для последовательной пробивки отверстий рядами в дне прямоугольных деталей типа «коробка» (рис. 4.98). Пробивка производится пуансонами 6, расположенными в шахматном порядке. В верхней части штампа установлен съемник 7, работающий от резинового буфера 8, и клин 11. Деталь устанавливается на матрицу 4 в рамке 5 Рамка с одной стороны имеет продольный паз, служащий для направления при перемещении, а с другой — рейку, число зубьев которой соответствует числу рядов отверстий в детали.
388

389
Рис. 4.97. Комбинированный штамп для пробивки отверстий с механизмом автоматического перемещения заготовки.