

3875
.pdfФасонные пальцы могут быть одновременно и ступенчатыми. Рабочий торец выталкивателя выполняют плоским, в виде конуса с диаметром основания d2≤dвыт и фасонным (рис. 3.81)
Рис. 3.80. Выталкивающие пальцы: а — цилиндрический; б — ступенчатый; в — с лысками.
При проектировании номинальные диаметры пальца dвыт и внутренний диаметр втулки dвт принимают равными минимальному диаметру ручья матрицы dвыт = dm = dM min.
Допуск на диаметр пальца dвыт назначают по посадке f 6 , а допуск на внутренний диаметр втулки dBT — по Н9.
Рис. 3.81. Рабочие торцы выталкивателей:
а и б — конические; в — призматический; г — пирамидальный.
260
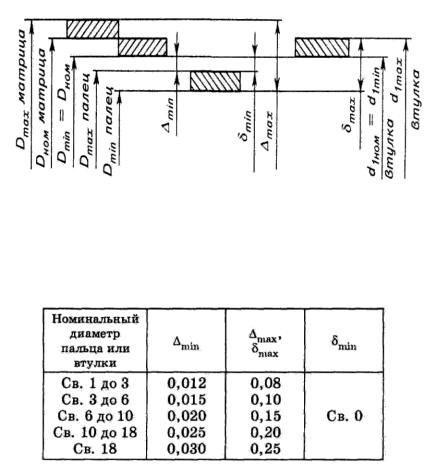
При использовании действующих пальцев и втулок взамен проектирования новых указанные условия можно не соблюдать, однако в каждом отдельном случае необходимо проверить минимальные и максимальные зазоры между пальцем и ручьем матрицы и между пальцем и втулкой (рис. 3.82). Допустимые при этом величины А и 5 не должны превышать значений, указанных в табл. 3.48.
Рис. 3.82. Распределение полей допусков для втулок и выталкивающих пальцев.
Таблица 3.48 Допустимые значения зазоров (мм) между
выталкивающим пальцем и ручьем матрицы и между отверстием втулки и пальцем δ.
261
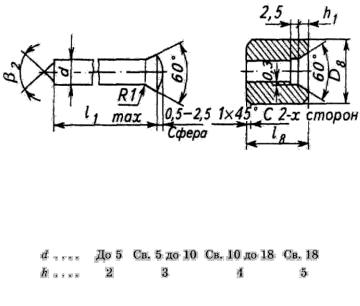
Диаметр основания рабочего конуса d2 и угол конуса назначают согласно требованиям чертежа детали или технологического процесса (рис. 3.83).
Рис. 3.83. Втулка и выталкиватель.
Высоту конуса h головки пальца принимают в зависимости от мотального диаметра d:
Высота конуса втулки h1 = h - 0,5, где h — высота
головки винта. Размеры, указанные без допусков, следует выдерживать по 14-му квалитету точности.
Отклонения от прямолинейности образующих по основному диаметру dвыт не должны превышать 0,02 на длине
100 мм.
Допускается уменьшение диаметра dвыт, или d'выт на 0,05 мм на участке, находящемся вблизи головки на расстоянии 2…6 мм от конуса. Биение диаметра dвыт относительно d'выт должно быть не более 0,04 мм (для ступенчатых пальцев). Биение рабочего конуса относительно dвыт не более 0,05 мм. Биение сферы относительно dвыт или d'выт не более 0,2 мм.
Отклонение углов β2 = ± 1°. Радиус в месте перехода рабочего конуса (или фасонного элемента) в торец не более 0,3 мм.
262
Выводы. В общем случае при ХОШ на автоматах в матрице, зазоре и пуансоне могут иметь место следующие процессы: высадка головки (с подголовком) с частичной осадкой стержня, высадка головки (с надголовком) с редуцированием всего или части стержня, редуцирование или выдавливание заготовки с одной или двух сторон с осадкой или без осадки средней части. Во всех случаях пуансон должен иметь на торце выемку, соответствующую форме высаживаемой детали или полуфабриката.
При редуцировании заготовки с обеих сторон пуансон выполняют так же, как и матрицу для редуцирования; при этом обязательно наличие выталкивателя из пуансона.
На многопозиционных автоматах при достаточно глубокой полости предварительного пуансона, когда есть предположение, что заготовка может оставаться в пуансоне, также необходимы выталкиватели из пуансонов.
На последней позиции многопозиционных автоматов применение выталкивателя из пуансона (в случае высадки головки) маложелательно, так как высаживаемый металл затекает в зазор между выталкивателем и отверстием пуансона и на головке готовой детали может оставаться заусенец. При проектировании холодновысадочных инструментов можно также руководствоваться следующими общими положениями:
•заполнение формы в полости матрицы несколько хуже, чем в полости пуансона, так как силы трения препятствуют усилию высадки;
•при осадке или высадке в матрице из-за бочкообразной промежуточной формы перехода образуется воздушногидравлическая «подушка», препятствующая полному заполнению формы; элементы детали, высаживаемые в полости матрицы, имеют более высокую соосность (в пределах соосности этих элементов в инструменте) и выполняются без штамповочных уклонов;
•элементы детали, высаживаемые в полости пуансона, когда нет выталкивателя, желательно (а иногда обязательно)
263
выполнять с наибольшими штамповочными уклонами, допускаемыми конструкцией детали;
• минимальное биение элементов детали, высаженных в пуансоне, относительно элементов, высаженных в матрице, 0,15…0,30 мм.
Получение деталей с биением указанных элементов менее 0,1…0,15 мм связано со значительными трудностями даже на одноударных автоматах; заготовки, редуцируемые с двух сторон без осадки средней части, имеют более высокую соосность, чем заготовки, редуцируемые с осадкой средней части.
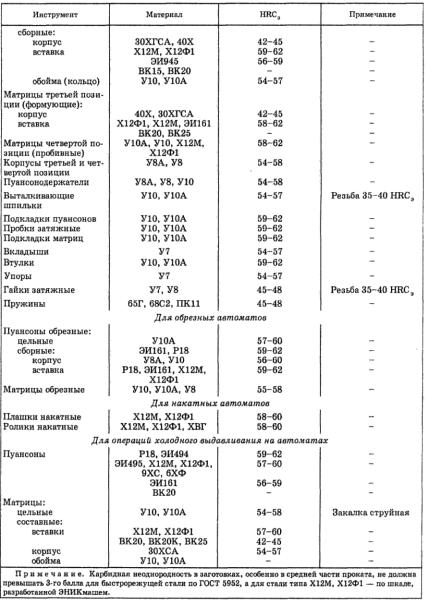
В табл. 3.49 приведены рекомендации по материалам и режимам термообработки для изготовления холодновысадочных и накатных инструментов, а в табл. 3.50 и 3.51 — посадочные размеры для инструментов гайковысадочных и холодновысадочных автоматов.
264
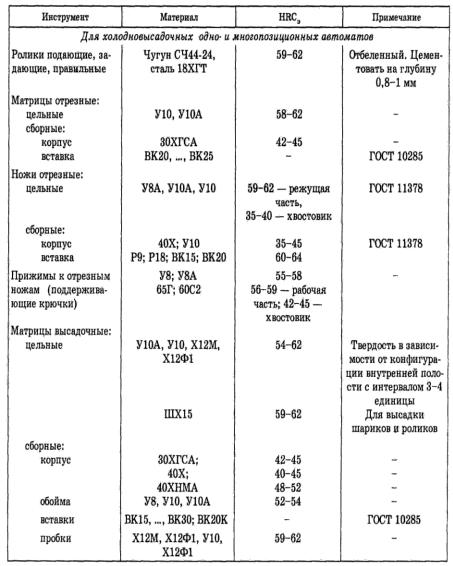
Таблица 3.49 Материалы, рекомендуемые для изготовления холодновысадочных и накатных инструментов
265
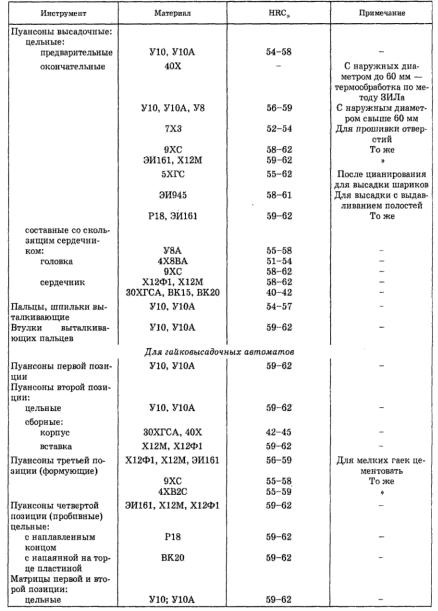
Продолжение табл. 3.49
266
Окончание табл. 3.49
267
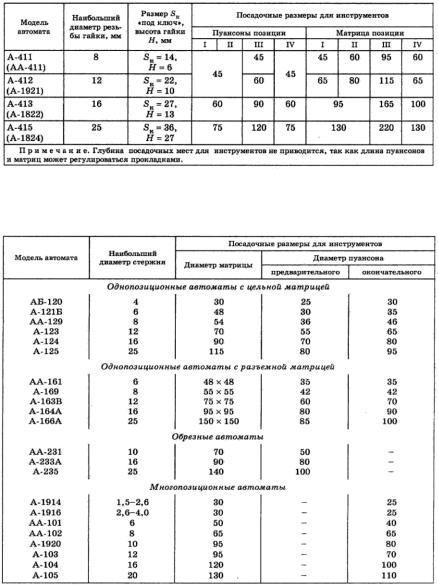
Таблица 3.50 Посадочные размеры (мм) для инструментов гайковысадочных
автоматов
Таблица 3.51 Посадочные размеры (мм) для инструментов
холодновысадочных автоматов
268
4.ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ.
4.1.Штампы для разрезки сортового проката на прессах
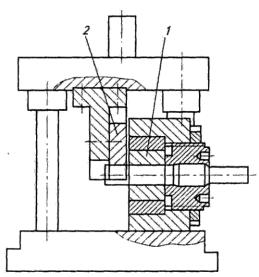
Классификация и условия выбора конструкции отрезных штампов приведены в главе 1. Простейший штамп для не полностью открытой отрезки с пассивным поперечным зажимом прутка (тип 1.1) показан на рис. 4.1. Штамп имеет неподвижный нож-втулку 1 и открытый подвижный нож 2 в форме пластины с полуцилиндрической вырезкой.
Рис. 4.1. Штамп для не полностью открытой отрезки с пассивным поперечным зажимом.
В штампе (рис. 4.2) применены подпружиненные клиновые соединения, обеспечивающие выборку поперечного зазора между прутком и ножами, но не препятствующие отходу отрезанной заготовки от прутка (что предотвращает возникновение дефектов на торцах). Схема одной из конструкций штампов с поперечным зажимом прутка силой, пропорциональной усилию отрезки, приведена на рис. 4.3 (штамп с дифференцированным зажимом).
269