

Проектирование штампов и штамповой оснастки. Бойко А.Ю., Гольцев А.М
.pdf4.4. Штампы комбинированного действия. 4.4.1. Штампы совмещенного действия.
Штампы совмещенного действия для штамповки из тонколистового материала (рис. 4.54). Для изготовления такой детали (рис. 4.55) требуется совместить два разделительных перехода (пробивку отверстия и вырубку детали) и один формоизменяющий (отгибку двух участков детали).
Рабочие поверхности пуансона-матрицы 1 (см. рис. 4.54), спрофилированы в соответствии с формой и размерами готовой детали. Исполнительные размеры рабочих частей штампа, которые воспроизводят изогнутый профиль детали, приходится корректировать опытным путем.
В конце рабочего хода ползуна пресса производится правка детали.
Пакет штампа смонтирован на блоке с осевым расположением направляющих колонок и втулок. Конструкция втулок такова, что позволяет по мере необходимости регулировать зазор в направляющей паре (колонка—втулка) с помощью гаек и устранять тем самым возможное зарубание режущих кромок.
Втулки имеют продольный разрез и конусную посадочную часть наружной поверхности. Втулки закрепляются в верхней плите посредством двух гаек. Внутренний диаметр втулки равен диаметру направляющей колонки. Образующийся между втулкой и колонкой зазор, который увеличивается по мере эксплуатации штампа, выбирают сжатием втулки с помощью гаек.
Фиксация полосы при перемещении на шаг осуществляется вручную с помощью упора, а в поперечном направлении — планкой, жестко прикрепленной к съемнику.
340

Рис. 4.54. Штамп совмещенного действия дли штамповки из тонколистового материала:
1 — пуансон-матрица; 2 — упор; 3 — выталкиватель; 4 — матрица; 5 — верхний пуансонодержатель:
6 - направляющая втулка; 7 и 8 — гайка крепления втулки; 9 - направляюща планка; 10 - прижим-съемник;
11 - подкладная плита.
341
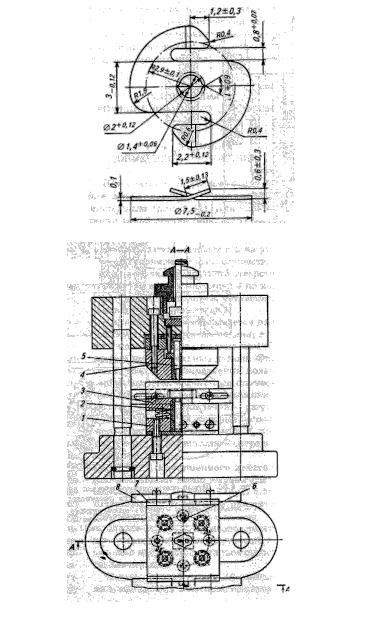
Рис. 4.55. Деталь из тонколистового материала.
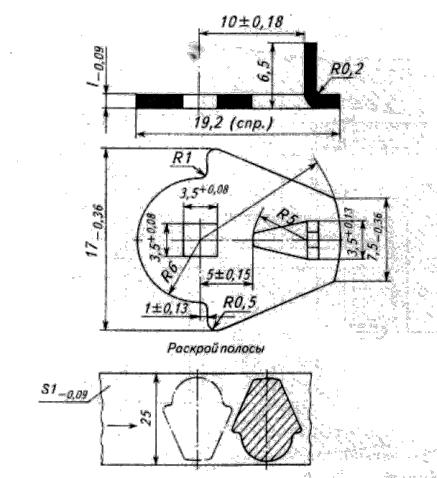
Рис. 4.56. Штамп совмещенного действия для надрезки, гибки, пробивки и вырубки.
342
Штампы совмещенного действия для надрезки, гибки, пробивки и вырубки (рис. 4.56). Штампуемая деталь приведена на рис. 4.57.
Вначале пуансон 5 (см. рис. 4.56) на соответствующем отверстии пуансонматрицы 2 надрезает клинообразный язычок, а затем отгибает его на угол 90°. Одновременно с этим осуществляются пробивка квадратного отверстия и вырубка детали матрицей 4 по контуру пуансонматрицы 2 , установленной в пуансонодержателе 1.
Сначала проштамповывается один ряд с удвоенным шагом подачи, а затем, после поворота полосы на 180°, штампуются остальные детали. Фиксация полосы в направлении подачи осуществляется с помощью шагового упора 6, запрессованного в съемник 3, а в поперечном направлении — регулируемыми упорами 3, которые расположены попарно в пазах планок 7, прикрепленных к держателю 8 спереди и сзади штампа.
Штампы совмещенного действия для штамповки звена механической застежки типа «молния» (рис. 4.58). Штампуемая деталь и ее развертка приведены на рис. 4.59.
Штамп имеет два пуансонодержателя — верхний 8 и промежуточный 13, который может перемещаться относительно первого.
В пазу нижней плиты 10 установлена обойма 11, в которой смонтированы гибочная матрица 12, трафарет 1 и вырубная матрица 2. На обойме установлены направляющие планки 3 и направляющая плита 4 со вставкой 5. В пуансонодержатель 8 , прикрепленный к верхней плите штампа, запрессован пуансон 7, осуществляющий гибку и вырубку средней части периметра звена. Таким образом, вырубной пуансон состоит из трех частей: средней части — пуансона 7 — и двух боковых пуансонов 6, которые оформляют конфигурацию лапок звена. Эти пуансоны закреплены во вставке промежуточного подвижного пуансонодержателя 16. Опорная плита 9 предохраняет
343
пуансон 6 от выталкивания из пуансонодержателя при вырубке заготовки.
Рис. 4.57. Деталь и раскрой из-под штампа, представленного на рис. 4.56.
344
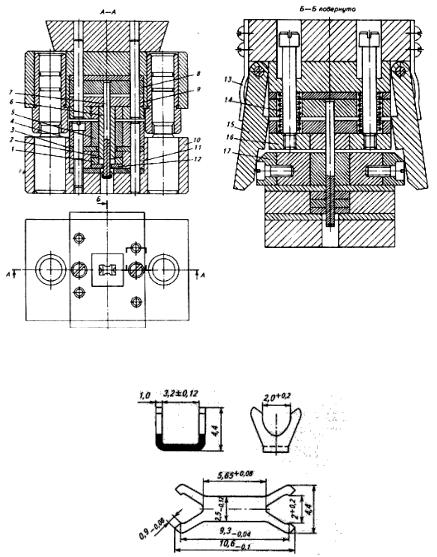
Рис. 4.58 Штамп совмещенного действия для штамповки звена механической застежки типа молнии.
Рис. 4.59. Деталь, изготовленная на штампе, представленном на рис. 4.58.
При нерабочем положении штампа пуансонодержатель 16 смещен вниз относительно верха штампа пружинами 14 ив
345

таком положении стопорится выступами боковых упоров 15, прижимающихся к пуансонодержателям пластинчатыми пружинами 13.
Во время рабочего хода пресса до окончания вырубки звена все три пуансона движутся вместе, что обеспечивает одновременную вырубку звена по всему периметру. После вырубки заготовки упоры 15 по скосам планок 17 отводятся в стороны. По мере опускания ползуна пресса вырубленная заготовка проталкивается вниз на гибочную матрицу. В это время пуансонодержатель 16 и два боковых вырубных пуансона останавливаются, а пуансон 7 продолжает перемещаться вниз и производит гибку детали с удалением ее «напровал».
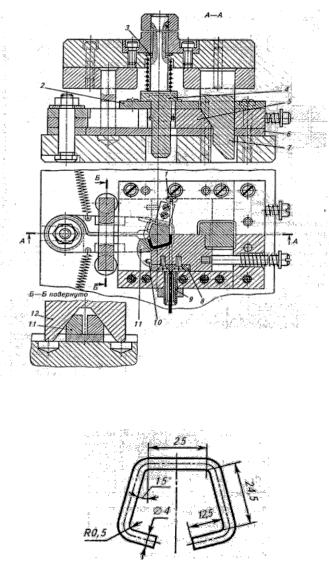
Штамп совмещенного действия для вырубки, вытяжки, пробивки и обрезки (рис. 4.60). Штамп предназначен для изготовления конусного колпачка без фланца (рис. 4.61).
Рис. 4.60. Штамп совмещѐнного действия для вырубки, вытяжки, пробивки и обрезки.
346

Рис. 4.61. Деталь, изготовленная на штампе (рис. 4.60).
Пуансон-матрица 7 (см. рис. 4.60), входя в матрицу 3, вначале вырубает заготовку наружной режущей кромкой, затем происходят вытяжка колпачка на пуансоне 2 , обрезка его по высоте и в конце рабочего хода ползуна пробивка отверстия пуансоном 6 с формовкой донной части. Прижимное устройство 4, действующее от эластичного буфера 1, работает лишь в начальный момент вытяжки вырубленной заготовки, после чего заготовка выходит из зоны его действия.
При обратном ходе ползуна деталь остается в пуансонематрице 7, откуда она выталкивается вкладышем 5 и удаляется сжатым воздухом за пределы штампа. Полоса с пуансонаматрицы снимается подвижным съемником 5, а отход от обрезки — прижимом 4 при раскрытии штампа.
Штамп совмещенного действия для отрезки заготовки и гибки (рис. 4.62) рамки пряжки из проволоки. После подачи проволоки (рис. 4.63) в штамп до планки 1 (см. рис. 4.62) при ходе ползуна вниз ножи 8 и 9 отрезают заготовку, после чего она изгибается на оправке 4 ползушкой 5 под действием клина 7 с последующей подгибкой свободных концов специальным устройством пинцетного типа 11 под действием клина 12.
Оправка 4 закреплена в верхней плите с помощью разрезной шайбы 3, которая заходит в продольные пазы оправки. Длину пазов выбирают с таким расчетом, чтобы при смыкании штампа оправка оставалась неподвижной во время резки и гибки детали. Деталь снимается с оправки при обратном ходе пресса после того, как оправка соприкоснется с шайбой 3 и начнет перемещаться вверх.
347
Pиc. 4.62. Штамп совмещенного действия для отрезки заготовки и гибки рамки из проволоки.
Рис. 4.63. Деталь, изготовленная на штампе, представленном на рис. 4.62.
348
Пластины 2 и 6 служат противоотжимами для оправки при гибке детали. Перемещение ползушки 5 влево осуществляется в два этапа. Сначала ползушка перемещается при воздействии нижнего скоса клина 7 на скос ползушки, что соответствует отрезке и П-образной гибке заготовки, затем ползушка делает остановку, за время которой происходит подгибка концов детали. При дальнейшем движении ползуна пресса вниз на ползушку начинает воздействовать верхний скос клина, в результате чего ползушка дополнительно перемещается влево на 0,5 мм. При этом происходит окончательное обжатие детали ползушкой 5 и устройством 11. В ползушку со стороны рабочего торца запрессованы два штифта 10, предназначенных для поддержки отрезаемой заготовки.
Штампы совмещенного действия для штамповки пространственных деталей типа клеммы из листового материала (рис. 4.64). Деталь клеммы из листовой латуни Л62 толщиной 1,2 мм приведена на рис. 4.65.
Верхняя часть штампа состоит из подкладной плиты 9 (см. рис. 4.64), пуансонодержателя 10, пуансонов 11 и матрицы 12, закрепленных на верхней плите штампа. Внутри матрицы размещен выталкиватель 8, действующий от поперечины пресса. В нижней части пакета штампа находятся подкладная плита 3, держатель 4 с пуансоном-матрицей 14 и подпружиненный съемник в, смонтированный на винтах 5.
Полоса в поперечном направлении фиксируется двумя штифтами 2, а в направлении подачи — штифтом 1. При ходе пресса вниз пуансон 11 сначала разрывает (рассекает) материал на пуансоне-матрице 14, а затем, по мере опускания вниз, отгибает борта детали с калибровкой их на конусной поверхности пуансона-матрицы 14. Одновременно с этим пуансоном 13 производятся пробивка круглого отверстия и его отбортовка с утонением металла но всей высоте борта.
349