

3360
.pdfОбработать деталь точно по номинальному размеру невозможно из-за многочисленных погрешностей, влияющих на процесс обработки. Размеры обработанной детали всегда отличаются от номинального, по этому их ограничивают двумя предельными размерами: на и большим Dmax (отв); dmax (вал) и наименьшим Dmin; dmin (вал). Деталь является годной, если ее
действительный размер:
dmin d dmax
На чертеже вместо предельных размеров указывают номинал и два предельных отклонения
d |
0 ,021 |
мм. |
D |
0 ,02 |
0 ,002 |
0 ,005 |
Отклонение – это алгебраическая разность между размером (действительным, предельным) и номиналом.
Одно из предельных отклонений называют верхним ЕS (es), второе – нижним EI(ei) [отв. (вал)].
0 |
TD |
|
|
|
|
|
|
|
TD |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ES |
|
|
|
|
|
|
|
|
TD |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
min |
|
max |
|
|
) |
EI |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
min |
|
|
|
max |
|
|||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
D |
|
D |
|
D |
|
номинал |
D |
|
|
D |
|
||||
|
|
|
|
|
|
|
( |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ES |
TD |
|
|
EI
Нулевая линия
Рис. 24.1. Расположение полей допусков отверстия (в обозначении вала используются строчные буквы)
59
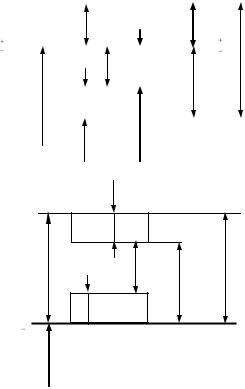
Зону ограниченную верхним и нижним предельными отклонениями называют полем допуска. Поле допуска характеризуется не только величиной, но и положением относительно номинального размера (нулевой линии). Поле допуска детали может располагаться выше, ниже, симметрично и не симметрично относительно нулевой линии.
Характер соединения деталей определяется взаимным расположением полей допусков деталей и называется посадкой. Различают посадки трех типов: с зазором, с натягом и переходные.
|
|
TD |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
EI=0 |
|
|
|
|
ES |
|
|
|
0 |
|
|
|
|
|
|
0 |
|
||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
es |
|
|
|
|
||
|
|
|
|
|
|
|
ei |
max |
|
|
|
D(d) |
|
|
|
|
|
S |
|
||
|
|
|
|
|
|
|
||||
|
|
Td |
min |
|
|
|||||
|
|
S |
|
|
||||||
|
|
|
|
|
Td |
|
|
|
|
|
es
0
D(d)
min |
|
max |
N |
ei |
N |
TD
Рис. 24.2. Соединение деталей с зазором (а), с натягом (б)
60
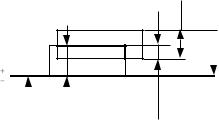
Зазор S – разность размеров отверстия и вала до сборки, когда размер отверстия больше размера вала.
Посадка с зазором обеспечивает гарантированный зазор в соединении (подшипники скольжения), когда поле допуска отверстия расположено над (выше) поля допуска вала. Посадка характеризуется наибольшим Smax и наименьшим Smin зазорами.
Натяг N – разность размеров вала и отверстия, когда вал больше отверстия. При посадке с гарантированным натягом поле допуска отверстия расположено под полем допуска вала (соединения с натягом, запрессовка и температурная сборка) – характеризуется максимальным Nmax минимальным натягом Nmin.
Переходная посадка возникает, когда поля допусков перекрываются частично или полностью. В этом случае в соединении возможны как зазоры, так и натяги.
Чем меньше поля допусков и колебания зазоров и натягов, тем выше точность посадки.
Td
0
D(d) |
|
TD |
|
max |
|
|
|||
|
|
N |
||
|
|
|
||
|
|
|
|
|
Smax
Рис. 24.3. Соединение деталей по переходной посадке
24.3. Квалитеты
Класс (уровень) точности в ЕСДП называется квалитетом. Всего стандартом установлено 19 квалитетов.
01, 0,1 – предусмотрены для оценки точности плоскопараллельных концевых мер длины;
2, 3, 4 – для оценки гладких калибров – пробок и калибров – скоб;
5,6 – высокоточные соединения (авиация, вертолеты, прецизионные станки);
61
7,8 – наиболее распространены в машиностроении; 9 – детали ПТЧ, с/х машины, текстильные; 10-12 – соединение литых деталей; 13-17 – для свободных размеров.
IT6 – допуск квалитетов.
24.4. Система отверстия и система вала
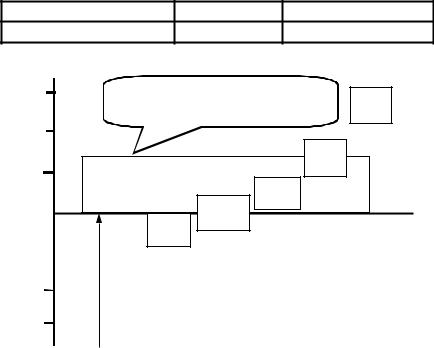
Посадки в системе отверстия – получают с одним основным отверстием, поле допуска которого (для данного квалитета) постоянно для всей совокупности посадок.
Таблица 25.1 Наименование полей допусков валов в системе отверстия
a b c cd d e ef f fg |
h js k m n |
|
p r s t u v x y z |
|
Посадки с зазором |
Переходные |
Посадки с натягом |
||
Поле допуска основного отверстия H. |
|
|||
мкм |
|
|
|
|
+30 |
Основное отверстие, |
s6 |
||
|
|
поле допуска |
|
|
|
|
|
|
|
+20 |
|
|
|
|
+10 |
|
|
|
n6 |
|
|
|
19.1. ES |
|
|
H |
|
|
|
|
k6 |
|
=+15 |
|
|
|
|
||
0 |
|
js6 |
|
|
|
h6 |
|
|
|
-10 |
|
D(d)=10 |
|
|
|
||
|
|
f6 |
|
|
|
|
|
-20 |
|
|
|
|
|
|
|
-30 |
|
|
|
Рис. 24.4. Образование посадок в системе отверстия
Отверстие – основной элемент системы.
1) Посадки получают соединением различных валов с ос-
новным отверстием.
62
2) Поле допуска основной детали соединения всегда на-
правлено «в тело» этой детали.
Впрактике машиностроения предпочтение (размеры более 1 мм) отдается системе отверстия, поскольку его точно изготовить и изменить значительно труднее и дороже, чем вал того же размера.
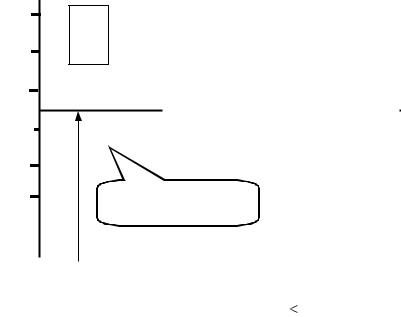
Втех случаях, когда посадку экономически выгоднее получить за счет различных размеров отверстия при постоянном поле допуска вала, применяют систему вала.
– подшипники качения в корпус (стандартные детали)
– шпонки призматические и сегментные (шпонка одна, а посадки на вал и втулку разные за счет полей допусков вала и втулки).
мкм
+30
+20
+10
0
-10 -20 -30
D(d)=10
F7
|
|
|
H7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
es =0 |
|
h6 |
|
|
|
Js7 |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
M7 |
|
|
|
|
|
ei = -9 |
||
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
N7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Основной вал, |
|
|
|
S7 |
|
||||||||
|
|
|
|
поле допуска |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 24.5. Образование посадок в системе вала |
– |
для отверстий малого диаметра (d 1 мм), когда вал |
точно обработать труднее, чем отверстие |
|
– |
для длинных валов, особенно, когда на отдельных |
участках вала одного номинального размера необходимо поместить несколько деталей с разными посадками.
63
Таблица 25.2 Наименование полей допусков отверстий в системе вала
A B C C D D E F G H Js K M N P R S T U V X Y Z
Посадки с зазором Переходные Посадки с натягом
Поле допуска основного вала h. Посадки получают соединением различных отверстий с основным валом.
Шпонка в паз вала: в паз втулки
P9 ; N 9 ; H 9 ; Js9 ; D10 . h9 h9 h9 h9 h9
Для номинальных размеров менее 1 и свыше 3150 мм, а также для 9…12 квалитетов диапазона 1…3150 мм посадки образуют сочетанием полей допусков отверстий и валов одного квалитета:
Н6/р6; Н7/е7.
В 6…7 квалиттах при номиналах 1…3150 по технологическим соображениям рекомендуется поле допуска, отверстия выбирать на один квалитет грубее, чем поле допуска вала
Р7/к6; Е8/h7.
24.5. Предельные отклонения формы и расположения поверхностей
Форму детали принято характеризовать различными поверхностями, разделяемыми на номинальные и реальные.
Номинальная поверхность – это идеальная поверхность, форма которой задана чертежом. Реальная поверхность у детали образуется после изготовления (зависит от оборудования, технологии и т.п.) Реальная поверхность всегда отличается от номинальной на величину отклонения формы .
Зону ограниченную верхним и нижним предельными отклонениями называют полем допуска. Поле допуска характеризуется не только величиной, но и положением относительно номинального размера (нулевой линии). Поле допуска детали может располагаться выше, ниже, симметрично и не симметрично
64

относительно нулевой линии. Если знак допуска в таблице отсутствует допуск описывается в технических требованиях.
|
|
|
Таблица 25.3 |
|
П/ |
Вид допуска формы |
Обозначение |
||
п |
||||
|
|
|
||
1 |
Допуск прямолинейности |
|
||
|
|
|
|
|
2 |
Допуск плоскости |
|
||
|
|
|
|
|
3 |
Допуск круглости |
|
||
|
|
|
|
|
4 |
Допуск цилиндричности |
|
||
|
|
|
|
|
5 |
Допуск профиля продольного сечения |
|
||
|
|
|
|
|
|
|
|
Таблица 25.4 |
|
П/п |
Вид допуска расположения |
|
Обозначение |
|
1 |
Допуск параллельности |
|
|
|
|
|
|
|
|
2 |
Допуск перпендикулярности |
|
|
|
|
|
|
|
|
3 |
Допуск наклона |
|
|
|
|
|
|
|
|
4 |
Допуск соосности |
|
|
|
|
|
|
|
|
5 |
Допуск симметричности |
|
|
|
|
|
|
|
|
6 |
Позиционный допуск |
|
|
|
|
|
|
|
|
7 |
Допуск пересечения осей |
|
|
|
|
|
|
|
|
8 |
Суммарный допуск формы и распо- |
|
|
|
|
ложения |
|
|
|
|
радиального биения |
|
|
|
|
торцевого биения |
|
|
|
|
Допуск полного радиального биения |
|
|
|
|
Допуск полного торцевого биения |
|
|
|
Характер соединения деталей определяется взаимным расположением полей допусков деталей и называется посад-
65

кой. Различают посадки трех типов: с зазором, с натягом и переходные.
25. ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ РЕДУКТОРЫ. ОБЩИЕ СВЕДЕНИЯ
Учебные вопросы
1.Зубчатые и червячные редукторы. Общие сведения.
2.Классификация редукторов
3.Расчет основных конструктивных параметров редукторов
25.1. Зубчатые и червячные редукторы
Редуктором называется передача, смонтированная в отдельной закрытой коробке, называемой корпусом и предназначенная для снижения угловой скорости и, соответственно, повышения вращающего момента на ведомом валу. Передаточное число редуктора всегда больше 1 (если U 1, то рассматриваемый механизм является мультипликатором).
Установка передачи в отдельном корпусе гарантирует точность сборки, лучшую смазку, более высокий КПД, меньший износ, а также защиту от попадания в нее пыли и грязи. Во всех ответственных установках вместо передач назначают редукторы. Редукторы имеют исключительно широкое применение.
25.2. Классификация редукторов
Тип и конструкция редуктора определяются видом, расположением и количеством отдельных его передач (ступеней).
Самый простой зубчатый редуктор – одноступенчатый (цилиндрический (рис. а)). Используется при малых передаточных числах i ≤ 8 … 10, обычно i ≤ 6,3.
Двухступенчатый цилиндрический зубчатый редуктор (б) является наиболее распространенным (их потребность оценивается в 65 %). Для них наиболее характерны числа i = 8-40.
66
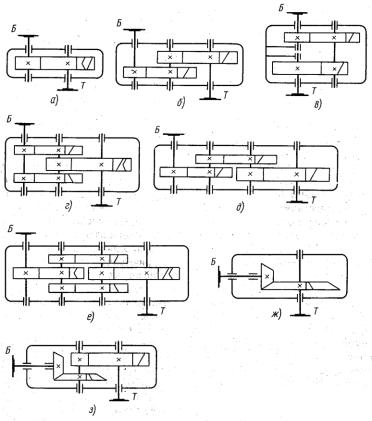
Трехступенчатые редукторы (в) применяются при больших передаточных числах. Однако имеется тенденция замены их более компактными планетарными редукторами.
Конические зубчатые редукторы применяются в том случае, когда быстроходный тихоходный валы должны быть взаимно перпендикулярны (l). Обычно передаточное число таких редукторов невелико i ≤ 6,3. При i >12,5 применяют коническо-
цилиндрические редукторы (ж).
Рис.25.1. Зубчатые редукторы
Для улучшения работы наиболее нагруженной тихоходной ступени (T) используются редукторы с раздвоенной быстроходной ступенью (г). Для создания равномерной нагрузки
67
обеих зубчатых пар быстроходной ступени, их делают косозубыми, причем, одну пару правой, а вторую – левой. Зубчатые колеса на тихоходном валу располагаются симметрично. При этом деформация вала (Т) не вызывает существенной концентрации нагрузки по длине зубьев. Это положительное явление. Такие редукторы получаются на 20% легче, чем по обычной развернутой схеме (в).
Соосные редукторы (д) применяют с целью уменьшения длины корпуса или других конструктивных особенностей привода.
Мотор-редукторы представляют собой компактные агрегаты, в которых редуктор и мотор монтируются в одном корпусе. В большинстве случаев мотор-редукторы имеют зубчатые передачи. Они более экономичны, чем тихоходные электродвигатели, имеют более высокий КПД. Но из-за сложности конструкции мотор-редукторы применяются редко.
Одноступенчатые червячные редукторы наиболее распространены. Диапазон передаточных чисел: U = 8-63. При больших значениях "U" применяют двухступенчатые червячные редукторы или комбинированные зубчато-червячные. Редукторы выполняются со следующим расположением червяка
ичервячного колеса:
-с нижним расположением червяка (под колесом) – применяются при окружных скоростях червяка V ≤ 5 м/c; смазка – окунанием червяка, допускают передачу большой мощности по критерию нагрева (а).
-с верхним расположением червяка (червяк над колесом)
– применяются в быстроходных передачах; смазка осуществляется окунанием колеса (б).
-червяк с горизонтальной осью, сцепляющейся с колесом, имеющим вертикальную ось (в).
-червяк с вертикальной осью, расположенный сбоку колеса. Колесо имеет горизонтальную ось (г).
Две последних конструкции применяют ограниченно, в связи с трудностью смазки подшипников вертикальных валов
68