

2835.Проблемы разработки месторождений углеводородных и рудных полезных и
..pdfСекция 7. Автоматизация и вычислительная техника в нефтегазовом комплексе
нием автоматизированных и автоматических объектов на предприятии соответственно увеличивается объем обслуживающих и ремонтных операций. В связи с этим в последнее время стали применяться мобильные аппараты, устройства и программное обеспечение для них с поддержкой SCADA и обеспечением HMI для управления процессами. Однако необходимо отметить их недостатки: сложность настройки и синхронизации; подключение через проводные интерфейсы или же установка дорогостоящих антенн для охвата всех объектов производства; требование наличия выхода на единую производственную сеть или в сеть Интернет; необходимость определенного обучения персонала, обладающего специальными знаниями и навыками для настройки, синхронизации и работы. Процессы конфигурации в подобных системах часто непонятны для не знакомого с такой техникой персонала.
Как было описано выше, NFC может считывать и эмулировать идентификационные карты. Предлагается использовать чтение и эмулирование карт для приема и передачи информации (P2P-режим). Эмулируемая или считываемая идентификационная карта, т.е. определенный код, служит пакетом (сигнал, тег, единица информации) данных, с полем для адресации и безопасности доступа. Программное обеспечение снабжает пользователя-рабочего всеми необходимыми справками, данными, позволяет производить запись информации о ходе процесса, загружать готовые файлы конфигурации, что обеспечивает более понятный интерфейс, который легко реализуем программированием, в отличие от ранее известных панелей управления, изготавливаемых конкретно для определенных целей.
Ниже приведены примеры возможного применения NFC.
–регулирование давления потока жидкости изменением скорости вращения электродвигателей с помощью смартфона;
–наблюдение за объектом (получение графиков) в режиме реального времени со смартфона с помощью автоматической синхронизации Wi-Fi посредством NFC, передача данных по Wi-Fi-каналу;
–Снятие и запись показаний «слепых» измерительных приборов непосредственно у объекта с планшетного ПК рабочего.
В данной разработке NFC-технология имеет следующие преимущества: исключается возможность появления помех, нескольких одновременных вещаний благодаря взаимодействию модулей на расстоянии 20 см; мобильное устройство служит инструментом для различных автоматизированных объектов; осуществляется полная синхронизация мобильного устройства с объектом путем «прикосновения» за доли секунды; обеспечивается безопасный доступ; обеспечивается прозрачность соединения автоматизированных компонентов через другие беспроводные соединения (Bluetooth, Wi-Fi и т.п.).
Данное решение поможет сократить расходы и значительно повысит производительность автоматизированных систем благодаря режиму работы в реальном времени и двустороннему мобильному доступу к технологическим объектам нефтегазовой отрасли. Оно способствует созданию совершенно нового, удобного ин-
541

Проблемы разработки месторождений углеводородных и рудных полезных ископаемых
струмента с помощью применения технологии NFC: элемента визуализации, HMI, мобильной SCADA, панели управления и мониторинга.
Проект позволяет:
–увеличить производительность автоматизированных систем за счет автоматизации;
–снизить стоимость некоторого оборудования и систем за счет унификации панелей управления, средств синхронизации и пользовательских интерфейсов;
–исключить ошибки, появляющиеся из-за человеческого фактора, недостаточной квалификации персонала (нарушение режимов работы и поломка оборудования);
–обеспечить более качественное (детальное) разграничение прав доступа
ктехнологическому оборудованию.
Данный проект частично реализуется на стенде фирмы Yokagawa в НОЦ АГНИ, где на пяти приборах используются пассивные NFC-метки. Создана база для них, и с помощью NFC отображается информация о приборе непосредственно у объекта с мобильного телефона.
Список литературы
1. Near Field Communication, интернет ресурс [Электронный ресурс]. – URL: http://ru.wikipedia.org/wiki/ Near_Field_Communication.
2.Анохина Е.С., Ахметов И.А. Перспективы применения NFC технологии // 67-я Международная молодежная научная конференция «Нефть и газ – 2013» /
РГУ им. Губкина. – М., 2013. – С. 58.
3.Siemens, Mobile control and monitoring system, US 8401678 B2, 2013.
542

Секция 7. Автоматизация и вычислительная техника в нефтегазовом комплексе
РАЗРАБОТКА ПУТЕЙ УМЕНЬШЕНИЯ ПОГРЕШНОСТЕЙ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
А.Ф. Диниахметова
Научный руководитель – Е.С. Анохина Альметьевский государственный нефтяной институт
Рассмотрены методы уменьшения переменных систематических погрешностей. Ключевые слова: погрешность измерения, методы уменьшения переменных
систематических погрешностей.
Разработка путей уменьшения погрешностей результатов измерений имеет важное значение. В одних случаях недостаточная точность получаемой измерительной информацией имеет небольшое или локальное значение, в других – играет исключительно важную роль: от точности измерения могут зависеть как здоровье и жизнь людей, так и научное открытие.
Погрешность измерения – оценка отклонения измеренного значения величины от ее истинного значения. Погрешность измерения является характеристикой (мерой) точности измерения.
Измерения не могут быть выполнены абсолютно точно. Всегда имеется некоторая неопределенность в значении измеряемой величины. Эта неопределенность характеризуется погрешностью – отклонением измеренного значения величины от ее истинного значения.
Исключение систематических погрешностей – одна из главных задач при планировании, подготовке, проведении измерений и обработке их результатов. На этапе планирования и подготовки измерений принципиальным является выбор метода и средства измерений, определение источников и разновидностей систематических погрешностей и при необходимости – осуществление мероприятий по уменьшению вызывающих погрешность факторов (термостатирование, экранирование и т.д.).
Общим методом, пригодным для уменьшения погрешностей, является конст- руктивно-технологический метод, основанный на выявлении причин и источников наиболее существенных погрешностей для снижения их влияния. В конструктив- но-технологическом методе используются такие приемы, как термостатирование, применение малошумящих электронных компонентов, использование прецизионных элементов и узлов, материалов со стабильными характеристиками, рационального конструирования и совершенной технологии изготовления средств измерений. Однако возможности указанного метода ограничены и его применение для достижения высоких точностей измерений приводит к резкому возрастанию стоимости средств измерений.
В связи с этим получили развитие методы уменьшения переменных систематических погрешностей, основанные на использовании структурной и (или) временной избыточности [1]. Рассмотрим некоторые из них.
543

Проблемы разработки месторождений углеводородных и рудных полезных ископаемых
1.Применение отрицательной обратной связи. Применение отрицатель-
ной обратной связи позволяет уменьшить не только мультипликативную погрешность, но и погрешность нелинейности. Необходимо отметить, что увеличение глубины обратной связи приводит к изменению динамических свойств замкнутой системы: ухудшается качество переходных процессов, снижается запас устойчивости. Данный метод находит широкое применение при измерении электрических величин (напряжений, токов), где создание точных преобразователей не вызывает трудностей.
2.Метод эталонных мер (сигналов). Эталоны – средства измерений или их комплексы, обеспечивающие воспроизведение и хранение узаконенных единиц физических величин, а также передачу их размера нижестоящим по поверочной схеме средствам измерения.
Международные эталоны, хранящиеся в Международном бюро по мерам
ивесам, воспроизводят ограниченное число единиц физических величин. Обычно это либо основные единицы международной системы СИ, либо единицы, которые могут быть воспроизведены на уровне точности, равной точности эталона основной единицы или даже превосходящей ее. Пример такого эталона – эталон Вольта, основанный на эффекте Джозефсона, состоящий в протекании постоянного тока через контакт, образованный двумя сверхпроводниками, разделенными тонким слоем диэлектрика (стационарный эффект), или в протекании переменного тока через контакт двух сверхпроводников, к которому приложена постоянная разность потенциалов (нестационарный эффект) [2].
3.Итерационный метод. Особенностью итерационных методов является то, что в процессе коррекции погрешности результат уточняется несколько раз, причем последующий результат получается из предыдущего. Таким образом, результат измерений получается путем последовательных приближений.
Достоинством итерационных методов является то, что с их помощью корректируется общая погрешность независимо от причин, ее вызывающих.
Очевидный недостаток этих методов состоит в необходимости применения достаточно точного обратного преобразователя, что ограничивает область их практического использования главным образом измерениями электрических величин. Итерационные алгоритмы с пространственным разделением операций применяются при создании точных измерительных усилителей [3].
4.Тестовый метод. Сущность тестовых методов повышения точности состоит в том, что в процессе цикла измерений получают информацию не только о значении измеряемой величины, но и о параметрах функции преобразования средства измерения (СИ) в момент измерения. В отличие от методов образцовых мер, в тестовых методах при дополнительных измерениях используются тесты,
формируемые с участием измеряемой величины. Это позволяет, во-первых, не отключать измеряемую величину от входа СИ и, во-вторых, использовать малое число образцовых величин даже при существенной нелинейности функции преобразования СИ.
544

Секция 7. Автоматизация и вычислительная техника в нефтегазовом комплексе
Оценивая погрешности измерения, следует понимать, что уровень точности, к которому необходимо стремиться, должен определяться критериями технической и экономической целесообразности. В метрологии установлено, что увеличение точности измерения вдвое или втрое удорожает само измерение. В то же время уменьшение точности измерения в производстве ниже определенной нормы приводит к появлению существенного брака изделий. При установлении точности измерений важно также учитывать их значимость. В одних случаях недостаточная точность получаемой измерительной информацией имеет небольшое или локальное значение, в других – играет исключительно важную роль: от точности измерения могут зависеть как здоровье и жизнь людей.
Если прямое измерение физической величины проведено один раз (так называемое однократное прямое измерение), то результатом измерения является непосредственное показание средства измерения. При этом за погрешность результата измерения часто принимают погрешность средства измерения. Кстати, при использовании термина «результат измерения» следует четко указать, к чему он относится: показанию средства измерения, исправленному или неисправленному результату, проводилось ли усреднение результатов нескольких измерений. Следует отметить, что исправленным результатом измерений называется полученное с помощью средства измерения значение величины, уточненное путем введения в него необходимых поправок на действие предполагаемых систематических погрешностей.
В случае многократных наблюдений результат измерения и его погрешность находят различными методами статистической обработки всех результатов [4].
Список литературы
1.Колчков В.И. Метрология, стандартизация и сертификация: учеб. посо-
бие. – М., 2011.
2.Крылова Г.Д. Основы, стандартизации, сертификации, метрологии. – М.:
Юнити, 2009.
3.Кузнецов В.А., Ялунина Г.В. Основы метрологии. – М.: Изд-во стандартов,
2011. – 279 с.
4. Сергеев А.Г., Крохин В.В. Метрология. – М.: Логос, 2010.
545

Проблемы разработки месторождений углеводородных и рудных полезных ископаемых
СОЗДАНИЕ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ ПО ЕДИНОЙ МОДЕЛИ НАПИСАНИЯ РАСЧЕТНОЙ ЧАСТИ ПЛАНА ЛИКВИДАЦИИ АВАРИЙНЫХ СИТУАЦИЙ
Д.Ю. Захаров, В.А. Овчинникова
Научный руководитель – канд. техн. наук, доцент И.В. Афанасьева Ухтинский государственный технический университет
В настоящее время нет единой модели написания расчетной части плана ликвидации аварийных ситуаций, процесс расчета не автоматизирован, поэтому видится актуальным создание программного обеспечения, которое учитывало бы эти моменты.
Ключевые слова: авария, анализ опасности, огненный шар, опасный производственный объект, реагирование.
Современная практика обеспечения промышленной безопасности основывается на системном подходе к происходящему в сложных технологических системах, в частности во время производственных процессов. В результате возникает необходимость оптимизации всех аспектов производства и снижения риска возникновения аварий, подрывающих экономическую эффективность предприятия. Тяжелые последствия промышленных аварий заставляют принимать меры по минимизации наносимого ущерба, для этого необходимо, в первую очередь, выявить причины их возникновения, дать реальную оценку вероятности их возникновения и спрогнозировать возможные последствия.
Во исполнение ФЗ-116 «О промышленной безопасности опасных производственных объектов», с целью планирования мер по локализации и ликвидации аварийных ситуаций, определяется степень влияния поражающих факторов аварийных ситуаций на жизнедеятельность населения и работу объектов экономики, осуществляется выявление и оценка обстановки, складывающейся при аварийных ситуациях. В дальнейшем это позволяет планировать действия сил и средств, привлекаемых для локализации ликвидации аварийных ситуаций, обосновывать и принимать соответствующие меры защиты.
Оценка обстановки занимает важное место в комплексе мероприятий защиты населения и объектов от последствий аварийных ситуаций (АС). Своевременная оценка обстановки позволяет обеспечить наименьшие потери от воздействия поражающих факторов, способствует предотвращению возникновения аварийных ситуаций, что является экономически выгодным, так как потери вследствие аварий в некоторых случаях могут превысить стоимость самого объекта.
Основным нормативным документом, регламентирующим разработку плана ликвидации аварийной ситуации (ПЛАС) является ФЗ-116 от 21.07.1997 г. (ред. от 02.07.2013 г.) «О промышленной безопасности опасных производственных объектов», согласно ст. 10 которого: «В целях обеспечения готовности к действиям по локализации и ликвидации последствий аварии организация, эксплуатирующая
546

Секция 7. Автоматизация и вычислительная техника в нефтегазовом комплексе
опасный производственный объект, обязана: планировать и осуществлять мероприятия по локализации и ликвидации последствий аварий на опасном производственном объекте».
ПЛАС разрабатывается с целью:
– определения возможных сценариев возникновения аварийной ситуации
иее развития;
–определения готовности организации к локализации и ликвидации аварийных ситуаций на опасном производственном объекте;
–планирования действий производственного персонала и аварийно-спаса- тельных служб (формирований) по локализации и ликвидации аварийных ситуаций на соответствующих стадиях их развития;
–разработки мероприятий, направленных на повышение противоаварийной защиты и снижение масштабов последствий аварий;
–выявления достаточности принятых мер по предупреждению аварийных ситуаций на объекте.
Одной из обязательных составляющих ПЛАС является расчетно-поясни- тельная записка, в которой содержится подробный анализ опасности возможных аварийных ситуаций на объекте. В ней проводится анализ известных аварий на аналогичных объектах, определяются возможные сценарии возникновения, развития и вероятности реализации аварийных ситуаций; определяются поражающие факторы аварийной ситуации (ударная волна, тепловое излучение
ит.д.); производится расчет количества опасных веществ в блоке и участвующих в создании поражающих факторов для наиболее опасного по последствиям сценария аварийной ситуации и определяются размеры зон действия поражающих факторов для наиболее опасного по последствиям сценария аварийной ситуации. По итогам составляется ситуационный план возможных аварийных ситуаций [1].
В ходе планового пересмотра ПЛАС, существующего на предприятии Ухтинского филиала ООО «Газпромтранс» (на примере наиболее опасного сценария развития возможной АС – «огненный шар»), были выявлены следующие недочеты:
–расчетные величины основных факторов АС и зоны их поражений значительно отличаются, несмотря на то, что расчеты проводились по одним и тем же методикам и нормативным документам;
–не учитывается поражающий фактор, определяющий характер и масштаб разрушений, а именно – избыточное давление во фронте ударной волны.
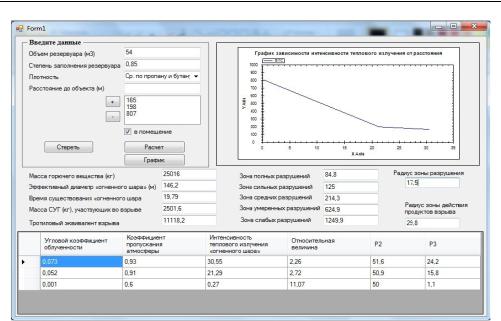
Для исправления этих недочетов было предложено создание программного обеспечения (ПО), осуществляющего автоматический расчет поражающих факторов (рисунок). Данное ПО будет производить комплексный расчет всех необходимых факторов АС на основе существующих методик и нормативных доку-
ментов. Появится возможность быстро вносить корректировки в программу и получать новые уточненные данные при смене технологии, технологических параметров, производственного оборудования (изменение грузоподъемности цистерны, а следовательно, и массы перевозимого вещества).
547
Проблемы разработки месторождений углеводородных и рудных полезных ископаемых
Рис. Интерфейс программного обеспечения
Сравнительный анализ расчетных величин, полученных в разработанном на предприятии ПЛАС и в результате автоматизации процесса расчета при использовании предлагаемого программного продукта, для поражающих факторов выявил несоответствие числовых значений. Это несоответствие обусловлено тем, что изначально разработчиком плана была допущена ошибка при расчете массы участвующего вещества (сжиженные углеводородные газы). В качестве числового значения массы бралась грузоподъемность цистерны, т.е. не учитывалась плотность вещества, как это требуется по методике. Это привело к тому, что дальнейшие расчеты стали неточными [2].
Таким образом, техническая значимость предложенного решения состоит
втом, что:
–полученный программный продукт позволит производить комплексный расчет всех необходимых факторов АС на основе существующих методик и нормативных документов;
–отпадет необходимость расчета значений факторов по отдельности и их стыковка;
–повысится точность расчетов;
–появится возможность быстрой корректировки ПЛАС при изменении технологической схемы, установки нового оборудования или в связи с другими причинами;
–сократятся временные затраты на разработку ПЛАС.
548

Секция 7. Автоматизация и вычислительная техника в нефтегазовом комплексе
Список литературы
1.Российская Федерация. Законы. О промышленной безопасности опасных производственных объектов с изм. от 7 августа 2000 г., 10 января 2003 г., 22 августа 2004 г., 9 мая 2005 г., 18 декабря 2006 г., 30 декабря 2008 г.: Федер. закон РФ от 21 июля 1997 г. № 116-ФЗ. Доступ через справ.-правовую систему «КонсультантПлюс».
2.План локализации и ликвидации аварийных ситуаций «Участок транспортирования опасных веществ Ухтинского филиала ООО “Газпромтранс”» / Управление материально-технического снабжения и комплектации ООО «Газпромтранс». –
Ухта, 2009. – 69 с.
549

Проблемы разработки месторождений углеводородных и рудных полезных ископаемых
РАЗРАБОТКА МЕТОДИКИ ПОВЫШЕНИЯ ЭНЕРГОЭФФЕКТИВНОСТИ НАСОСНЫХ УСТАНОВОК СИСТЕМЫ ПОДДЕРЖАНИЯ ПЛАСТОВОГО ДАВЛЕНИЯ
П.А. Зиганшина
Научный руководитель – канд. техн. наук, Р.И. Садыков Пермский национальный исследовательский политехнический университет
Рассмотрена энергоэффективность работы глубинно-насосного оборудования с учетом изменения физико-химических свойств добываемой скважинной продукции (вязкость, обводненность, дебиты), а также изменения технологических режимов работы объектов по системе сбора и транспорта нефти. Оценено текущее состояние энергоэффективности применяемого оборудования на нефтедобывающем предприятии при существующих режимах добычи и откачки продукции, а также показан потенциал энергоэффективности по рассматриваемому объекту исследований.
Ключевые слова: насосный агрегат, технологический режим, гидравлическая мощность, удельный расход электроэнергии, энергоэффективность.
Системы поддержания пластового давления (ППД) нефтяных месторождений характеризуются высокой энергоемкостью. Объем воды, закачиваемой в продуктивные пласты с целью ППД в 2–3 раза превышает объем добываемой жидкости. В соответствии с работой [1] на долю систем ППД приходится не менее 30–35 % общего электропотребления в нефтедобыче. О размерах возможного эффекта с точки зрения энергосбережения здесь можно судить по величине удельного электропотребления, которое составляет 80–100 кВт·ч на 1 т добываемой нефти.
Необходимо отметить, что в качестве ориентира энергосбережения могут применяться различные критерии. Наиболее часто ориентиром для управляющих воздействий служит потенциал энергосбережения, под которым подразумевают резервы, которые могут быть освоены во времени. Проводя анализ и оценку экономического энергоресурсного потенциала, необходимо рассматривать не только количественную и качественную его характеристики, но и возможность рационального использования энергетических ресурсов.
Анализ энергопотребления цеха добычи нефти и газа и методика оценки энергоэффективности работы насосного оборудования были проведены и разработаны специалистами ЗАО «Энергосервис» совместно с сотрудниками и студентами ПНИПУ. Анализ эффективности потребления электроэнергии насосными агрегатами систем ППД основывается на определении фактического КПД и сравнении его с номинальным при данном технологическом режиме работы, а также определение фактического удельного расхода электроэнергии и сравнение его с номинальным по каждой технологической установке.
Для проведения расчетов по данной методике используются как паспортные данные насосного оборудования, так и данные, полученные в результате замеров. Необходимо знать следующие номинальные данные оборудования: мощность
550