

2.6.1. Настройка пид-регулятора по оси х
Сначала выполняется настройка PD по оси x. В таблице 3 показаны результаты моделирования для нескольких комбинаций коэффициентов усиления P и D, обеспечивающих отклик оси x на заданное перемещение без перерегулирования. В этой таблице коэффициенты усиления P и D являются значениями для контроллера Turbo PMAC2, когда время обновления сервопривода составляет 443 мкс. Результат моделирования показывает, что правильное сочетание больших коэффициентов P и малых коэффициентов D уменьшает максимальную последующую ошибку (т.е. ускоряет отклик системы), не вызывая перерегулирования. Во время экспериментального тестирования этих комбинаций было обнаружено, что больший коэффициент усиления P, чем 180000, и меньший коэффициент усиления D, чем 7200 (выделено серым цветом в таблице 3), приводят к физическому повреждению ходового винта оси x. Этот результат показывает, что эти усиления можно рассматривать как предельные значения для достижения максимально быстрого отклика без превышения по оси x лабораторного станка. Следовательно, соответствующие коэффициенты усиления для контроллера PD по оси x выбираются равными 180000 для коэффициента усиления P и 7200 для коэффициента усиления D.
Что касается настройки I усилителя, моделирование и эксперимент показывают, что добавление I выхода увеличивает перерешулирование системы без уменьшения следующей ошибки. Когда интегральное усилие управления является насыщенным, интегральный член удерживает выходной сигнал контроллера при насыщении до тех пор, пока ошибка не уменьшится до нуля, что приводит к превышению скорости и колебаниям системы. По этой причине коэффициент усиления I не включен в ПИД-контроллер для оси x. На рисунке 31 показан отклик настроенной PID-функции (P=180000, I=0, D=7200) оси x на тестовую команду и следующую ошибку для этого перемещения.
Таблица 3
Р |
D |
Максимальная ошибка перемещения (мм) |
140000 |
8200 |
14.18 |
150000 |
7900 |
13.66 |
160000 |
7600 |
13.15 |
170000 |
7400 |
12.79 |
180000 |
7200 |
12.44 |
190000 |
7000 |
12.10 |
200000 |
6800 |
11.75 |
210000 |
6600 |
11.41 |
220000 |
6500 |
11.23 |
230000 |
6300 |
10.90 |
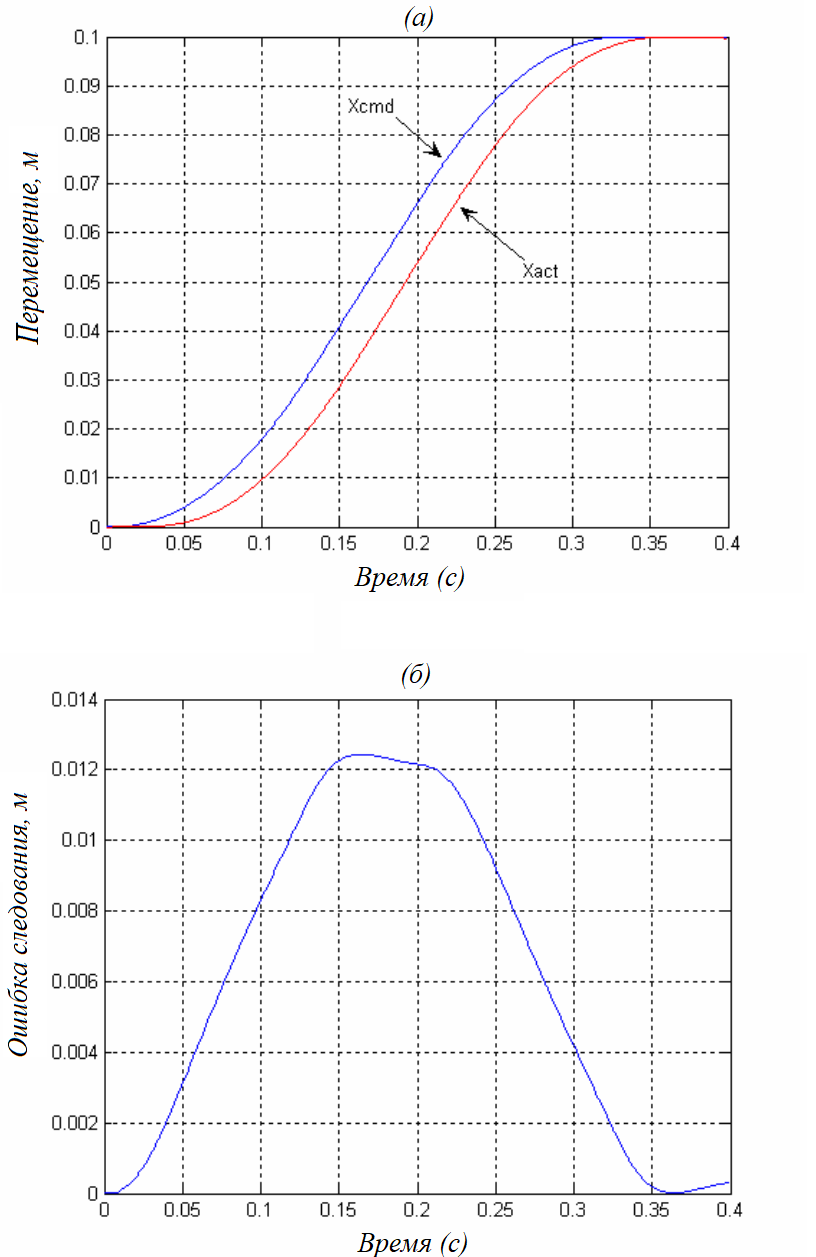
Рисунок 31
2.6.2. Настройка пид-регулятора по оси у
Сначала выполняется настройка PD для оси y. В таблице 4 представлены результаты моделирования для нескольких комбинаций коэффициентов усиления P и D, обеспечивающих отклик оси y на заданное перемещение без перерегулирования. Результат моделирования показывает, что правильное сочетание больших коэффициентов P и малых коэффициентов D уменьшает максимальную последующую ошибку (т.е. ускоряет отклик системы), не вызывая перерегулирования.
Во время экспериментальных испытаний из этих комбинаций было обнаружено, что больший коэффициент усиления P, чем 80000, и меньший коэффициент усиления D, чем 6100 (выделено серым цветом в таблице 4), вызывают неприемлемую вибрацию между линейными двигателями по оси y. Этот результат показывает, что эти усиления можно рассматривать как предельные значения для достижения максимально быстрого отклика без перерегулирования по оси y HSM2. Следовательно, соответствующие коэффициенты усиления для контроллера PD по оси y выбираются равными 80000 для коэффициента усиления P и 6100 для коэффициента усиления D. И по той же причине, что и по оси x, коэффициент усиления I не включен в ПИД-регулятор для оси y. На рисунке 32 показан отклик настроенной PID (P=80000, I=0, D=6100) оси y на тестовую команду и следующую ошибку для этого перемещения.
Таблица 4
Р |
D |
Максимальная ошибка перемещения (мм) |
50000 |
7800 |
13.49 |
60000 |
7100 |
12.27 |
70000 |
6600 |
11.40 |
80000 |
6100 |
10.54 |
90000 |
5700 |
9.86 |
100000 |
5400 |
9.34 |
110000 |
5200 |
8.98 |
120000 |
4900 |
8.47 |

Рисунок 32