

2.7.3. Балансировка параметров уэ прямой связи для осей х и у
Как показано на рис. 36(б) и рис. 37(б), из-за несоответствия параметров между осями x и y установившееся состояние после ошибок каждой оси отличается. Для балансировки параметров сервопривода между осями x и y используется тот же метод, что описан в разделе 2.6.3.
Поскольку максимальная погрешность в установившемся состоянии по оси x (4,35 мм) меньше, чем по оси y (6,58 мм), коэффициент усиления контроллера по оси x следует изменить так, чтобы ось x, ошибка становилась аналогичной следующей ошибке по оси y. Регулируя коэффициент усиления P по оси x, коэффициент усиления D и как P=180000, D=8250 и =4440, можно достичь наименьшей ошибки контура при перемещении по координатам x-y. На рисунке 38 представлена ошибка контура для несимметричных осей, когда осям x и y дается команда двигаться одновременно со смещением на 0,1 м со скоростью 0,14 м/с скоростью подачи и ускорением 0,28 м/с2. На рисунке 39 представлена ошибка контура для сбалансированных осей, когда одна и та же команда перемещения используется для осей x и y. Из рисунков 38 и 39 видно, что при балансировке параметров сервопривода максимальная абсолютная погрешность контура уменьшается с 457 мкм до 24 мкм.
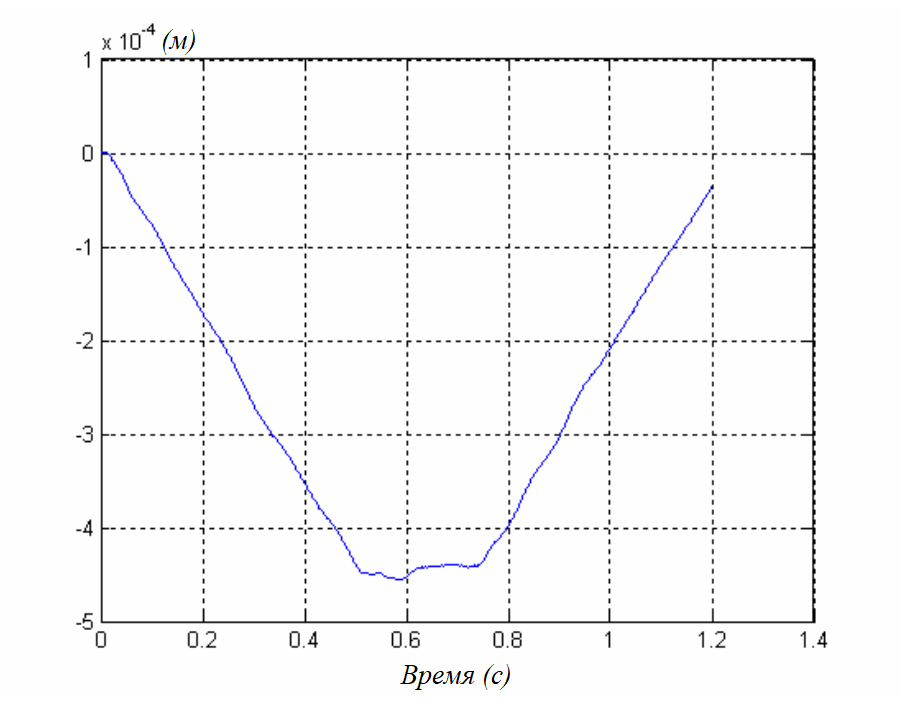
Рисунок 38
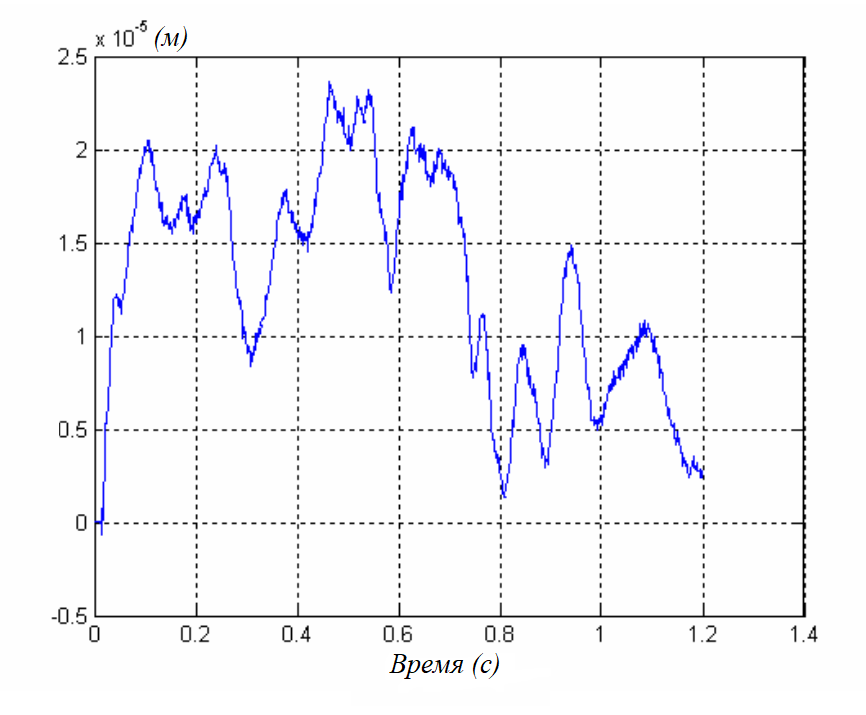
Рисунок 39
2.8. Моделирование работы уэ с перекрестной связью (кпс)
УЭ перекрестной связи (в международной литературе контроллер перекрестной связи (КПС) [22], реализован на фрезерном станке для непосредственного уменьшения ошибки контура. В то время как управляющие усилия контроллеров PID и прямой связи пытаются уменьшить ошибку отдельной оси, управляющие усилия КПС пытаются уменьшить ошибку контура. Следовательно, контроллер перекрестной связи требует построения модели ошибки контура в режиме реального времени и ее использования в законе управления, который уменьшает ошибку контура. Структурная схема базового УЭ перекрестной связи представлена на рисунке 40. Погрешности осевого положения и используются для определения погрешности контура ε путем умножения на переменный коэффициент усиления, и
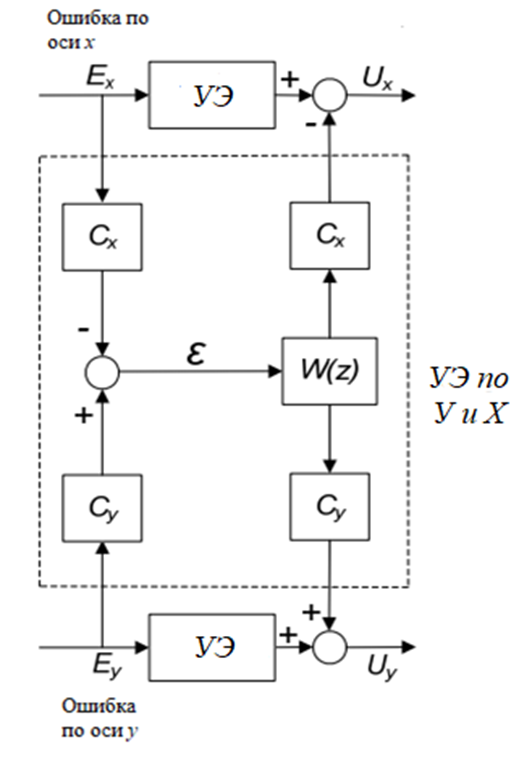
Рисунок 40
Необходимый правильный закон управления базируется на ПИД-регуляторах: и распределяется на две осевые составляющие путем умножения на и . Эти осевые компоненты затем входят в отдельные осевые цепи управления с соответствующим законом управления, гарантирующим, что исправление ошибок контура выполняется в правильном направлении. Однако, из-за двойной структуры контроллера, его стабильность бывает низкой, особенно когда задействована многоосевая обработка [22,32,33,34]
2.8.1. Переменные коэффициенты усиления кпс при линейной обработке
Погрешность линейного контура можно определить по геометрическому соотношению (14), показанному на рис. 41:
|
(14) |

В
уравнении (14)
- ошибка по оси x,
- ошибка по оси y, а
 - угол между осью x и требуемой прямой
линией. Поскольку
- угол между осью x и требуемой прямой
линией. Поскольку
 и
и
 ,
где
,
где
 - скорость подачи по оси x,
- скорость подачи по оси x,
 - скорость подачи по оси y, а
- скорость подачи по оси y, а
 - требуемая скорость подачи для линейного
перемещения, уравнение (14) можно переписать
следующим образом:
- требуемая скорость подачи для линейного
перемещения, уравнение (14) можно переписать
следующим образом:
|
(15) |

Следовательно, в линейном контуре переменные коэффициенты усиления и могут быть выражены следующим образом
|
(16) |

Поскольку
компоненты осевой скорости
и
не являются постоянными в начале и в
конце движения, требуемую скорость
подачи
следует вычислять с использованием
уравнения,
 y на каждом шаге интерполяции.
y на каждом шаге интерполяции.
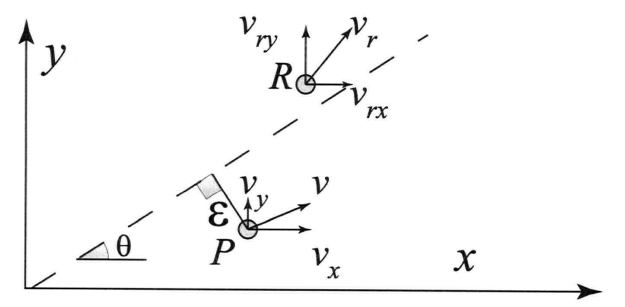
Рисунок 41