

4.2. Обработка контура типа ромб
Поведение каждого УЭ при обработке ромбовидной со скоростью подачи 0,2 м/с сравнивается на рис. 59, а контурные ошибки, за исключением углов, представлены на рис. 58 где зеленая, красная, черная и синяя сплошные линии представляют фактический траектории с использованием ПИД-регулятора, УЭ прямой связи, УЭ перекрестной связи и адаптивного нелинейного УЭ элемента перекрестной связи. Сравнение для более высокой скорости подачи 0,4 м/с представлено на рисунках 60 и 61. По результатам, представленным на данных рисунках, делаются следующие выводы:
− при увеличении скорости подачи ухудшаются как характеристики прохождения поворотов, так и характеристики линейного перемещения по контуру при использовании каждого УЭ;
− адаптивный нелинейный УЭ перекрестной связи обладает наилучшими характеристиками при прохождении поворотов и при линейном перемещении;
− улучшение характеристик контурной обработки с помощью адаптивного нелинейного УЭ перекрестной связи становится более заметным, чем при использовании традиционного УЭ ПС (КПС), по мере увеличения скорости подачи. Это улучшение объясняется тем фактом, что адаптивный нелинейный УЭ перекрестной связи учитывает неопределенные нелинейные члены с помощью адаптивного компонента прямой связи.
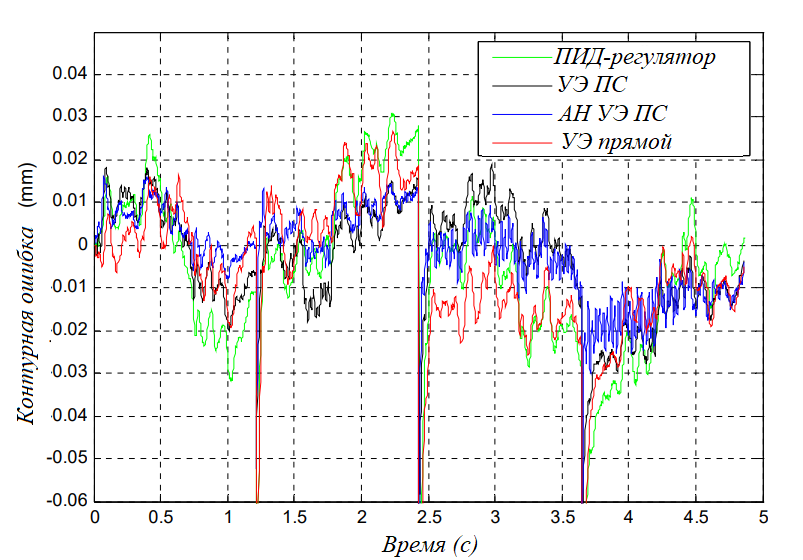
Рисунок 58 − При скорости подачи 0.2 м/с

Рисунок 59 − При скорости подачи 0.2 м/с

Рисунок 60 − При скорости подачи 0.4 м/с
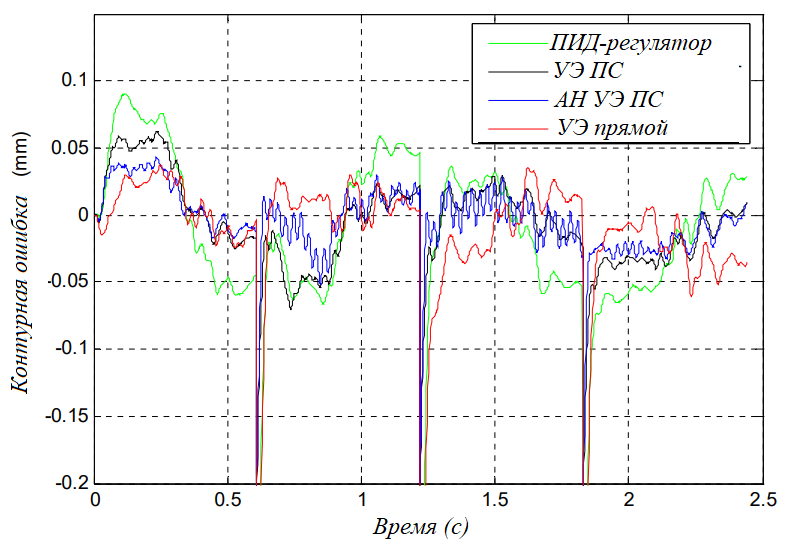
Рисунок 61 − При скорости подачи 0.4 м/с
4.3. Обработка окружности (радиус 100мм)
Ошибки
контура для всей круговой траектории
можно рассчитать с помощью уравнения
(22), а величины контурных ошибок
представлены на рисунках 62 и 63 для
скорости подачи 0,2 м/с (радиус 0,1м) и
скорости подачи 0,4 м/с (радиус 0,1м).
Поскольку важны и максимальная и средняя
контурная ошибки на всем пути перемещения,
и они влияют на качество конечной детали,
максимальная абсолютная контурная
ошибка
 ,
и среднеквадратичная (среднеквадратичная)
контурная ошибка
,
и среднеквадратичная (среднеквадратичная)
контурная ошибка
 ,
используются для сравнения производительности
каждого алгоритма управления, каждого
управляющего элемента. В таблице 8
приведены характеристики при обработке
кругового контура при использовании
каждого УЭ. Из результатов при перемещении
по окружности радиусом 100 мм можно
сделать следующие выводы:
,
используются для сравнения производительности
каждого алгоритма управления, каждого
управляющего элемента. В таблице 8
приведены характеристики при обработке
кругового контура при использовании
каждого УЭ. Из результатов при перемещении
по окружности радиусом 100 мм можно
сделать следующие выводы:
− контурные ошибки при использовании каждого УЭ ухудшаются по мере увеличения скорости подачи и ускорения;
− точность контурной обработки улучшается как за счет стандартного УЭ перекрестной связи, так и за счет адаптивного нелинейного УЭ перекрестной связи по сравнению с ПИД регулятором и УЭ прямой связи;
− хотя абсолютные максимальные ошибки контура для стандартного УЭ перекрестной связи и адаптивного нелинейного УЭ перекрестной связи одинаковы в каждом случае, среднеквадратичная ошибка контура для адаптивного нелинейного УЭ перекрестной связи на 20% меньше, чем у стандартного УЭ перекрестной связи.
− увеличение точности при контурной обработке с помощью адаптивного нелинейного УЭ перекрестной связи становится более заметным, чем при использовании у стандартного УЭ перекрестной связи, по мере увеличения скорости подачи и ускорения. Это улучшение объясняется тем фактом, что разработанный УЭ учитывает неопределенные нелинейности с помощью адаптивного компонента прямой связи.

Рисунок 62 − При скорости подачи 0.2 м/с

Рисунок 63 − При скорости подачи 0.4 м/с
Таблица – 8. Сравнение величин контурных ошибок при обработке различных контуров.
Скорость подачи |
УЭ |
Контурная ошибка |
|
|
|
||
0.2 |
ПИД-регулятор |
79 |
34 |
УЭ прямой связи |
42 |
23 |
|
УЭ Перекрестный |
42 |
12 |
|
Адаптивный УЭ |
35 |
9 |
|
0.4 |
ПИД-регулятор |
207 |
113 |
УЭ прямой связи |
153 |
87 |
|
УЭ Перекрестный |
156 |
25 |
|
Адаптивный УЭ |
98 |
15 |
|