

Глава 4. Экспериментальные результаты
В этой главе экспериментально исследуются величины контурных ошибок при обработке трех основных (наиболее распространенных) траекторий: квадрат, ромб и круг в плоскости обработки x-y на фрезерном станке с использование ПИД-регулятора, УЭ прямой связи, стандартного УЭ перекрестной связи, и разработанного нелинейного УЭ перекрестной связи. Квадратная траектория используется для оценки эффективности прохождения поворотов. Ромбовидные и круговые контуры используются для оценки эффективности линейной и круговой контурной обработки соответственно.
Каждая траектория с начальной точкой обработки и направлением обработки представлены на рис. 51–53 соответственно. Скорости подачи и ускорения, используемые для каждой траектории, представлены в таблице 7.

Рисунок 51

Рисунок 52

Рисунок 53
Таблица – 7.
Вид траектории |
Скорость подачи (м/с) |
Ускорение (м/с2) |
Квадратная траектория |
0.2 |
0.5 |
0.4 |
2.0 |
|
Ромбовидная траектория |
0.2 |
0.4 |
0.4 |
1.6 |
|
Круговая траектория (100 мм) |
0.2 |
0.4 |
0.4 |
1.6 |
4.1. Обработка квадрата (сторона 100 мм)
Точность обработки углов с применением каждого УЭ на квадратной траектории со скоростью подачи 0,2 м/с приведена на рисунке 54. В отличие от заданной траектории (черная пунктирная линия), зеленая, красная, черная и синяя сплошные линии представляют фактический траекторию с использованием ПИД-регулятора, УЭ прямой связи, УЭ перекрестной связи и адаптивного нелинейного УЭ элемента перекрестной связи. За исключением углов, погрешность контура может быть рассчитана с помощью уравнения (15), что представлено на рисунке 55. На этом рисунке пики представляют собой углы, а последний угол не показан, поскольку ошибка контура там не может быть определена. Сравнение для каждого УЭ при обработке квадрата с более высокой скоростью подачи 0,4 м/с представлено на рисунках 56 и 57 соответственно. Из результатов перемещения инструмента при обработке квадрата можно сделать следующие выводы:
− производительность каждого УЭ при прохождении поворотов ухудшается по мере увеличения скорости подачи. Однако из-за раздельного перемещения по осям x и y точность контурной обработки не зависит от скорости подачи;
− адаптивный нелинейный УЭ перекрестной связи имеет лучшие характеристики при прохождении поворотов, в то время как УЭ прямой связи имеет худшие.
− УЭ перекрестной связи не смогли значительно улучшить характеристики контурной обработки при перемещении по квадратной траектории, поскольку данные УЭ работают только при обработке линейных и круговых контуров, когда имеет место согласованное перемещение осей х и у.
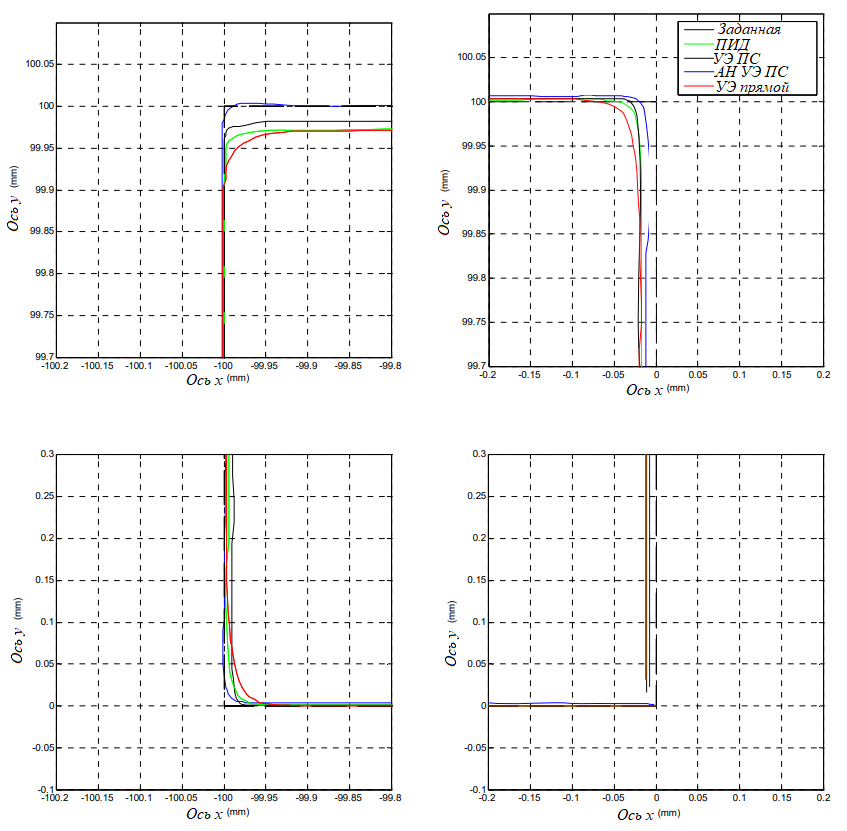
Рисунок 54 −При скорости подачи 0.2 м/с

Рисунок 55 − При скорости подачи 0.2 м/с

Рисунок 56 − При скорости подачи 0.4 м/с

Рисунок 57 − При скорости подачи 0.4 м/с