

5.1.6. Шлицевые соединения
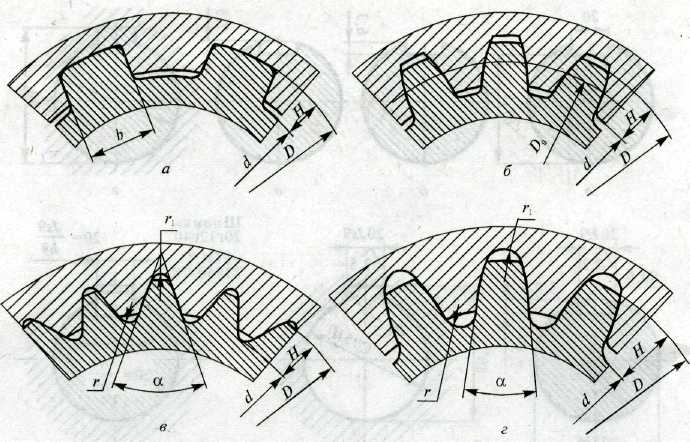 Рис.
5.8
Рис.
5.8
В зависимости от профиля зубьев шлицевые соединения делят на прямобочные (рис. 5.8, а), эвольвентные (рис. 5.8, б, г) и треугольные (рис. 5.8, в).
Прямобочные (рис. 5.8, а) шлицевые соединения, имеющие чёткое число зубьев (6,8,10,16 и 20) нашли большое применение в машиностроении. ГОСТ устанавливает три серии прямобочных шлицевых соединений: лёгкую, среднюю и тяжёлую. Неподвижные соединения легкой серии, имеющие небольшую высоту зубьев, используются в конструкциях для передачи небольшого вращающего момента при безударной нагрузке. Неподвижные и подвижные соединения средней серии передают средние вращающие моменты при безударной или импульсирующей нагрузке. Соединения тяжёлой серии отличается наибольшим числом и высотой шлицев и их применяют при напряжённых условиях работы. В этих соединениях центрирование соединительных деталей осуществляет по внутреннему диаметру d (рис. 5.8, а), по наружному диаметру D (рис. 5.8, в, г) и боковых сторонах зубьев b (рис. 5.8, в).
Центрирование по d обеспечивает наибольшую точность и его применяют при центрировании подвижных соединений. Центрирование по D применяют для неподвижных соединений и подвижных, воспринимающих небольшие нагрузки; центрирование по b не обеспечивают высокой точностью центрирование и его применяют при передачи знакопеременных нагрузок и большой вращающий момент.
Эвольвентные шлицевые соединения (рис. 5.8, б, г) с углом профиля 30o (ГОСТ 6038-80) по сравнению с прямобочными передают большие вращающие моменты, обеспечивают лучшее центрирование деталей, имеют повышенную циклическую прочность и долговечность. В этих соединений центрирование проходит по боковым поверхностям (рис. 5.8, б,) – наиболее распространено, или по наружному диаметру D (рис. 5.8, в).
Эвольвентные шлицевые соединения стандартизованы для модулей 0,5 - 10мм – для D до 500мм, чисел зубьев 6 – 82 и угла профиля α= 30o.
Треугольные соединения (рис. 5.8, в) не стандартизованы; их применяют вместо посадок с натягом или при тонкостенных втулках для передачи небольших вращающих моментов. Такие соединения центрируют по боковым поверхностям зубьев. Угол впадины αв = 60o, 72 и 90o.
Лёгкосъёмные и подвижные шлицевые соединения собирают с приложением небольших сил или от руки. Перед сборной поверхности шлицов проверяют на отсутствие забоин, заусенцев и других дефектов поверхность шлицов смазывают.
В тугоразъёмных шлицевых соединениях целесообразно охватывающую деталь перед запрессовкой нагреть до температуры 80 -1200C. Зазоры в легкоразъёмных и подвижных шлицевых соединениях вызывают перекос сопрягаемых деталей. После установки охватывающей детали проверяют биение её поверхностей, лёгкость перемещения по шлицам и на качку. В тяжело нагруженных и ответственных соединениях для снижения напряжений смятие (σсм) боковые поверхности шлицев проверяют на прилегание по краске. Элементы подвижных шлицевых соединений обычно подвергают термической обработке.
При автоматизации сборки шлицевых соединений необходимо выдерживать заданую точность углового и линейного положения сопрягаемых деталей.