

4.2. Подъёмные устройства
Для подъёма и перемещение изделий, деталей, узлов при выполнении сборочных работ применяют различное подъёмное оборудование. Наибольшее применение получили электрические тали, консольные поворотные краны, кран-балки, а для тяжелых узлов и изделий применяют передвижные краны, установленные на подкрановые пути.
Консольные поворотные краны устанавливают на отдельных стойках или крепят к колонам производственных помещений. Они обеспечивают подъём и передачу собираемых изделий в секторе 180 градусов, с вылетом стрелы до 6 м и грузоподъёмностью до 3т. Их характеристики регламентированы ГОСТ 19494-79.
Мостовые однобалочные кран-балки используются для подъёма изделий до 5т. Они широко используются в сборочных цехах.
4.3. Прессы
При сборочных операциях оборудование выбирают исходя из расчётного усилии запрессовки с коэффициентом запаса 1,5-2 и габаритов собираемого узла. Большие значения коэффициентов выбирают для менее мощных прессов.
Винтовые одностоечные ручные прессы (рис. 4.6, а) обеспечивают создание усилий до 7,5 кН, двустоечные (рис. 4.6, б) до 50 кН. Ход ползуна винтовых процессов 200-400 мм. Для использования при работе пресса инерционных сил на головке винта укрепляют массивный маховик.

Рис. 4.6. Ручные прессы: а – винтовой одностоечный,
б - винтовой двустоечный, в – реечный
Реечные верстачные прессы (рис. 4.6,в) простые по конструкции и развивают усилие до 10 кН.
Пневматические прессы могут быть прямого действия и рычажного.
Для получения больших усилий применяют сдвоенные прессы с двумя цилиндрами, поршни которых закреплены на одном штоке. Получают усилие 30, 65, 100 кН.
Гидравлические прессы позволяют получать большие усилия благодаря высокому давлению рабочей жидкости в цилиндре. Используя гидравлические мультипликаторы удаётся получать очень большие усилия.
Пневмогидравлические прессы - это силовые устройства, состоящие из пневматического цилиндра и гидравлического усилителя. Рабочее усилие на штоке создаётся давлением масла на поршень; подъём штока производится сжатым воздухом, направленным на поршень. Усилие пресса составляют до 75 кН.
Электромагнитные прессы применяют для создание усилия запрессовки до 15 кН при сборке изделий в приборостроении. Силовым устройством в этих прессах являются электромагнитны постоянного или переменного тока с плоским якорем втяжного типа или соленоидные. Они имеют высокую скорость перемещения штока и малый рабочий ход, что ограничивает их применение.
5. Технология выполнения сброчных соединений
5.1. Разъёмные соединения
Разъёмные соединения допускают разборку без повреждения сопрягаемых и скрепляющих деталей. К ним относятся резьбовые, клиновые, штифтовые, шпоночные, шлицевые и профильные соединения, а также соединения посредствам упругих элементов (стопорных колец).
5.1.1. Резьбовые соединения
Резьбовые соединения очень распространены в машиностроении. Трудоёмкость резьбовых соединений относительно велика. Их сборку выполняют, применяя крепёжные детали (болты, винты, резьбовые шпильки). При болтовых соединениях не требуется нарезания резьбы в соединённых деталях, что важно, если материал детали не обеспечен необходимой прочности резьбы. Недостатки болтовых соединений: утяжеляет конструкцию, усложняет её внешние очертания, необходимость удержания болта от проворачивания при завинчивании гайки. Винтовые соединения просты по конструкции и удобны для сборки. При частой разборке винты не применяют, так как они могут повредить резьбу в детали. В этом случае их заменяют болтами или шпильками.
Важным элементом в процессе резьбового соединения является стопорение. Особенно в случае, когда резьбовые соединения воспринимают переменные и ударные нагрузки или подвержены действию вибрации.
Применяют три основных способа стопорения:
1. Повышают трение в резьбе путём постановки контргайки, переменных шайб, использование резьбовых пар с натягом в резьбе (рис. 5.1).
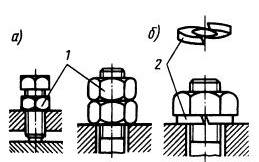
Рис 5.1
2. Жёстко соединяют гайку со стержнем болта (шпильки) с помощью шплинтов или соединяют группу винтов проволочной связкой (рис 5.2).

Рис. 5. 2
3. Гайку (головку винта) жёстко соединяют с деталью, применяя специальные шайбы, плёнки, накернивание или точечную сварку ( рис. 5.3).

Рис. 5. 3
Резьбовые соединения, расположенные внутри механизмов стопорят точно вторым и третьим способом. Винты и гайки с коническими опорными поверхностями обладают хорошими стопорящими свойствами из-за больших моментов трения на этих поверхностях (рис. 5.4).

Рис. 5. 4
Расположение крепёжных деталей должно быть удобным для применения высокопроизводительных и механизированных сборочных инструментов, расстояние между осями крепёжных деталей не должно быть малым, так как это затруднит использование многошпиндельных винто- и гайкозавёртывающих устройств. Следует избегать расположение крепёжных деталей в труднодоступных и неудобных местах.
Для лучшего направления завинчивания у винтов целесообразно делать центрирующие заточки, а в отверстиях - центрирующие выточки.
Последовательность сборочных резьбовых соединений состоит из нескольких последовательно выполняемых этапов:
1) сначала на сборочном стенде устанавливают и взаимно ориентируют сопрягаемые детали изделия;
2) затем, устанавливают крепёжные резьбовые детали, осуществляя их наживление, завинчивание и затяжку с заданным осевым моментом;
3) у ответственных соединений осуществляется: контроль затяжки и стопорение резьбовых деталей.
Сборка деталей винтами выполняется наиболее простая. В единичном и мелкосерийном производстве наживление винтов выполняется вручную, а завинчивание и затяжка – гаечными или торцовыми ключами и отвёртками. В крупносерийном производстве эти этапы сборки выполняются средствами механизации и автоматизации.
Более сложная сборка болтовых соединений. Она включает:
– вставку болтов и придерживание их от проворачивания;
- надевание шайб;
– нацеливание, навёртывание и затяжку гаек с использованием тех же средств производства, как и в предыдущем случае.