

3.2. Инструмент для сборки резьбовых соединений
Для механизации сборки резьбовых соединений применяют ручные одношпиндельные резьбозавёртывающие машины: гайко-шпилько-винтовёрты. Их выпускают с пневматическими ротационными, с электрическим высокочастотными двигателями нормальной частоты.
По принципу работы их подразделяют на машины вращательного действия, частоударные и редкоударные.
Ударные гайковерты выполняют в виде ручных машин. Они обладают высокой производительностью, требуется меньшая мощность, чем для гайковёртов вращательного действия, более лёгкие. Реактивный момент в процессе работы ударных гайковёртов отсутствует. Это позволяет использовать их при значительных моментах затяжки. Срок службы ударных гайковёртов меньше, чем гайковёртов вращательного действия, выше уровень шума и вибрации.
Редкоударные гайковёрты имеют меньшую массу (на 20-40%) по сравнению с частоударными, более высокий КПД, для них требуется двигатель меньшей мощности.
Частоударные гайковёрты совершают 16-40 удар/сек, редкоударные – до 3 удар/сек. Процесс затяжки частоударными гайковёртами осуществляется за 100-200 ударов, редкоударные за 4-15 ударов. Энергия частоударных гайковёртов меняется от удара к удару, у редкоударных остаётся постоянный по величине, что позволяет вести сборку ответственных резьбовых соединений.
По виду привода ударные гайковёрты различают с пневмоприводом, электроприводом и гидроприводом. Эти машины бывают одно и многошпиндельными.
Для сборки резьб М3-М8 применяют винтовёрты электрические пистолетного типа и пневматическо-цилиндрической формы.
Многошпиндельные гайковёрты компонуют из нормализованных резьбозавёртывающих силовых головок, снабжённых встроенным пневматическим, электрическим или гидравлическими приводами. Для крепления в корпусе головки имеют специальные присоединительные фланцы и посадочные диаметры. Заданная точность затяжки обеспечивается специальными устройствами. Для удержания механизированного инструмента в момент пользования применяют свободные или жёсткие подвесы.
3.3. Инструмент для клепанных соединений
Для механизации сборки клёпаных соединений в машиностроении применяют клепальные молотки, ручные пневматические прессы, гидравлические и пневмогидравлические установки. При клёпке пневматическим молотком заклепки со стороны должна упираться в массивную подставку или поддержку.
Для выполнения заклёпочных соединений прессы подбирают по силе клёпки с учётом конструктивных документов пресса, определяющих удобство его применения. Для сборки малогабаритных изделий применяют стационарные прессы, для крупных - переносные установки.
3.4. Сборочные приспособления
Сборочные приспособления используют при узловой и общей сборке изделий. Они являются простыми, доступными эффективными средствами механизации ручной сборки, а также необходимыми данными устройствами обычного и автоматизированного сборочного оборудования. Сборочное приспособление обеспечивает быструю установку и закрепление сопрягаемых элементов изделия.
По степени специализации их подразделяют на универсальные и специальные.
Универсальные приспособления применяют в единичном и мелкосерийном производствах. К ним относятся плиты, сборочные балки, призмы и угольники, струбцины, домкраты, винтовые прихваты и т.д.
Плиты и балки служат для установки, выверки и закрепления собираемых машин или их узлов. Плиты изготавливаются из чугуна; они имеют Т-образные пазы. Они устанавливаются на фундамент на 50-100 мм выше пола и их тщательно выверяют по уровню.
Призмы и угольники служат для установки и закрепления узлов или базовых деталей собираемых машин. Домкраты служат для выверки и поддержания тяжёлых деталей и узлов.
Специальные приспособления применяется в крупносерийном и массовом производстве для выполнения определённых сборочных операций. По назначению их разбивают на два основных типа.
К первому типу относят приспособления для неподвижной установки и закрепления базовых деталей и узлов собираемых изделий. Приспособления этого типа облегчают сборку и повышают производительность труда, т.к. рабочие освобождаются от необходимого удержания объекта сборки руками. На рисунке 3.1 показано приспособление первого типа для крепления корпусной детали изделия.
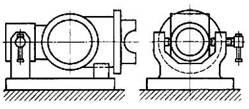
Рис. 3.1. Приспособление для крепления корпусной
детали узла
Здесь не предъявляют высоких требований к точности установки, но сила закрепления должна быть достаточной для предотвращения смещения баз детали от действия сил и моментов, возникающих при сборочных операциях.
Для удобства и повышения производительности труда сборщиков приспособления часто выполняют поворотными.
Приспособления для крепления базовых деталей и узлов могут быть одно и многоместными. Одноместные приспособления служат для закрепления одного собираемого изделия. При использовании многоместных приспособлений производительность труда сборщиков повышается за счёт сокращения вспомогательного времени на одновременную установку и съём нескольких изделий.
Работу на многоместном приспособлении ведут по принципу последовательной или параллельной концентрации технологических процессов (общий для всех зажатых изделий гайковерт). Многоместные приспособления должны обеспечивать равномерное и быстрое закрепления всех деталей. Приспособления с пневматическим зажимом удовлетворяет этому требованию. Приспособления данного типа может быть стационарным и передвижным. Стационарные приспособления устанавливаются на верстаках или сборочных стендах, передвижные –на тележках или плитах конвейеров. При автоматической сборке эти приспособления (приспособления-спутники) должны обеспечивать точную установку базовых деталей.
Ко второму типу специальных сборочных приспособлений относят приспособления для точной и быстрой установки соединяемых изделий. Приспособления этого типа не требуют выверки взаимного наложения сопрягаемых деталей, так как оно (положение) обеспечивается автоматическим доведением их баз до сопряжения с опорами и направляющими элементами приспособления. Такие приспособления применяют для точной сварки, пайки, клёпки, оклеивания, развальцовки, посадка с натягом, резьбовых и других сборочных соединений. Они необходимы для повышения производительности труда и при автоматизации сборочного процесса. На рисунке 3.3 показано приспособление для сборки составного коленчатого вала, обеспечивающее соосность его коренных шеек 1 и 4.
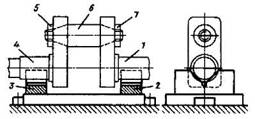
Рис. 3.2. Приспособление для связи составного
коленчатого вала:
1 и 4 – шейка коленчатого вал; 2 и 3 – призма; 5 и 7 – гайки; 6 – мотылевая шейка
Установка и закрепление шеек в центрирующих призмах 2 и 3 производится затяжкой гаек 5 и 7 мотылевой шейки 6.
Приспособление для надевания поршневых колец на поршень показано на рисунке 3.3.

Рис. 3.3. Приспособление для надевания поршневых колец
на поршень
Кольца 4 закладывают замками вниз между подвижными полукольцами 6. Конусную оправку 3 рычагом 1 вводят в кольца и разжимают их до размера, необходимого для введения поршня 5. Нажимая на педаль, рабочий через шарнирную систему 2 и ползун 7 удерживает последние в разведённом положении после отвода оправки 3 влево. После установки поршня 5 педаль освобождается, и кольца садятся в свои канавки.