

1.8. Конструкция основных узлов индукционных тигельных печей
1.8.1. Тигель
Тигель является одной из трёх основных частей футеровки. Помимо него футеровка состоит из подины и лёточной керамики (рис. 1.6 [1, с. 173]).
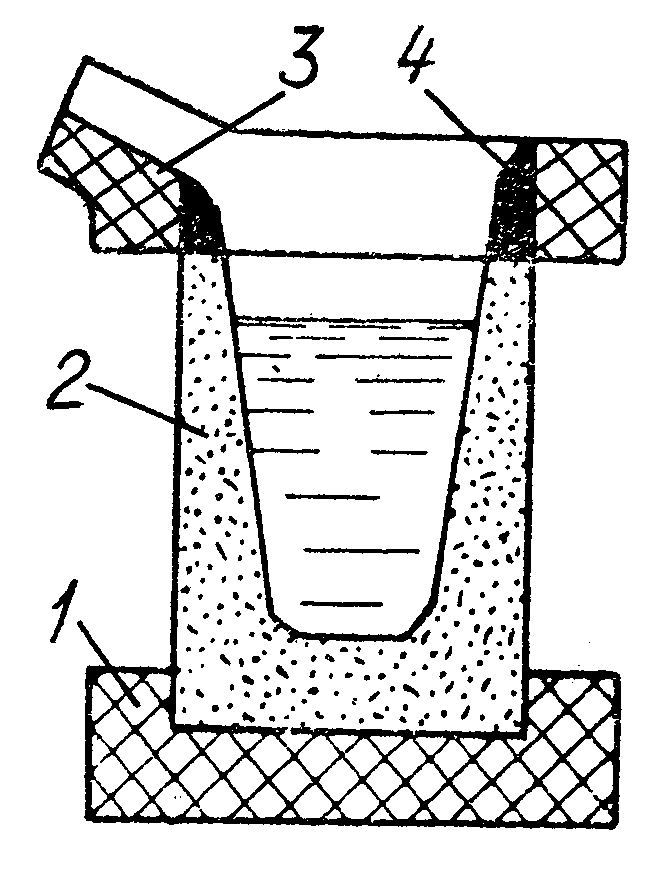
Рис. 1.6. Футеровка индукционной тигельной печи:
1 – подина; 2 – тигель; 3 – лёточная керамика со сливным носком; 4 – обмазка для замазывания щели между верхним обрезом тигля
и лёточной керамикой
Тигли бывают неэлектропроводные (из огнеупорных материалов) и электропроводные (металлические и графитовые). Рассмотрим в первую очередь неэлектропроводные (огнеупорные) тигли, так как металлические и графитовые тигли не являются футеровкой.
Форма тигля должна одновременно обеспечивать удобное ведение плавки и обработки ЖМ, минимальные тепловые потери, максимальный электрический КПД и достаточную механическую прочность [1, с. 173 – 175]. Для выполнения первого требования необходимо применять тигли достаточно большого диаметра и не слишком большой глубины. Для достижения максимального электрического КПД следует стремиться к тому, чтобы толщина стенки тигля была минимальной, а полезная высота (т. е. высота садки или ЖМ в тигле) была больше его внутреннего диаметра.
Чтобы обеспечить минимальные тепловые потери через стенки тигля, нужно применять тигли с диаметром, равным высоте, при максимальной толщине стенки, что одновременно увеличивает механическую прочность тигля, но снижает электрический КПД системы индуктор – садка печи.
Удовлетворить
одновременно эти требования невозможно,
но на основе длительной эксплуатации
разных неэлектропроводных тиглей
установлены приемлемые соотношения
следующих параметров: отношение среднего
внутреннего диаметра ![]() полезной части тигля к его полезной
высоте
полезной части тигля к его полезной
высоте ![]() должно быть
должно быть
в
пределах ![]() ;
средняя толщина
;
средняя толщина ![]() стенки тигля должна равняться от 10 до
25 % среднего диаметра
[1, c. 173].
стенки тигля должна равняться от 10 до
25 % среднего диаметра
[1, c. 173].
Вследствие того, что гидростатическое давление ЖМ на стенки тигля растёт от поверхности металла к дну тигля, толщину его стенок увеличивают сверху вниз, т.е. внутренняя поверхность тигля является не цилиндрической, а в форме усеченного конуса с меньшим сечением в виде дна тигля.
Для увеличения прочности тигля сопряжение его стенок и дна делают либо под углом 45 – 50 °, либо применяют плавный переход закруглением от стенок к дну.
Кроме того, к тиглю предъявляются следующие требования [1, c. 174 – 175]:
– стойкость против температурных напряжений;
– незначительное изменение в объёме в диапазоне температур нагрева;
– малый коэффициент линейного расширения;
– высокая механическая прочность при рабочей температуре до 1650 °С;
– химическая стойкость к расплавляемому металлу и шлаку при температуре разливки;
– сохранять изоляционные свойства в диапазоне температур 200 – 1650 °С.
Рецептура футеровочных материалов зависит от выплавляемого металла или сплава и определяется их свойствами: температурой плавления, химической активностью и т.п. В настоящее время в неэлектропроводных тиглях плавят не только обычные и специальные марки чугуна и стали, но также цветные и легкие металлы и сплавы. Благодаря этому количество рецептов футеровок велико. Для выплавки одного и того же сплава или металла применяют сравнительно много рецептов футеровочных масс, отличающихся содержанием составляющих или величиной зерна и проверенных длительной эксплуатацией [1, c. 175 – 180].
При плавке чугунов и сталей применяются кислые, основные и, значительно реже, нейтральные футеровочные материалы.
Составы футеровочных масс для открытых и вакуумных печей (если плавят одинаковые металлы и сплавы) почти одинаковы и отличаются добавкой составляющих (например электрокорунда в тиглях вакуумных печей), увеличивающих стойкость тигля.
Стойкость тиглей, изготовленных из кислых футеровочных материалов, доходит до 100 и более плавок. Тигли из основных футеровочных масс выдерживают 80, а иногда и более плавок, но в общем стойкость основных тиглей ниже стойкости кислых [1, c. 175 – 176].
В ИТП для плавки алюминиевых сплавов часто применяются полукислая и высокоглиноземистая футеровочные массы. Стойкость тиглей из этих масс порядка 7 – 8 месяцев непрерывной работы. Применяются также тигли из жароупорного бетона. Стойкость таких тиглей также превышает 7 – 8 месяцев непрерывной работы печи, но преимуществом тиглей из жароупорного бетона является значительно более короткий период сушки и нагрева до рабочей температуры (5 – 6 суток по сравнению с 12 – 13 сутками для других видов футеровки) [1, c. 177].
Тигли для плавки меди и медных сплавов изготавливаются из нейтральной высокоглиноземистой или хромитовой набивной массы. В качестве связующих применяются борная кислота, бура и др. (для спекающейся футеровки) или смесь жидкого стекла с глиной, увлажненной глины и др. (для футеровки изготавливаемой из увлажненных материалов) [1, c. 177 – 178].
Никелевые сплавы получают в тиглях из плавленого магнезита [5, c. 208 – 210].
Кроме
неэлектропроводных тиглей в ИТП
применяются также электропроводные,
сделанные из чугуна, стали или графита.
Особенность электропроводного тигля
заключается в том, что он практически
не пропускает электромагнитные волны
в шихту, поэтому вихревые токи наводятся
не в кусках шихты, а в стенке тигля,
нагревая её до высокой температуры
(выше температуры плавления металла
шихты). Шихта внутри такого тигля
нагревается и плавится вследствие
поглощения тепла, поступающего от стенок
тигля. Тигли из стали используются
только для выплавки легкоплавких
металлов и сплавов, не взаимодействующих
со сталью (например, магния). Тигли из
графита могут применяться независимо
от температуры плавления для выплавки
тех металлов и сплавов, которые не
растворяют графит при этих температурах,
например, меди или алюминия (см. в подразд.
1.5 разновидности ИТП по частоте тока).
Высокое удельное сопротивление стали
и особенно графита делают экономичной
плавку в них металлов с низким удельным
сопротивлением. Толщина стенки
электропроводных тиглей должна
обеспечивать механическую прочность
тигля и выделение большей части мощности
в стенке тигля [1, c. 179]. Второе требование
для графитового тигля осуществимо
только при повышенных частотах тока
![]() ,
так
как при большом удельном сопротивлении
графита (порядка
,
так
как при большом удельном сопротивлении
графита (порядка ![]() )
глубина
)
глубина ![]() проникновения тока в графит велика.
Например, даже при частоте тока
проникновения тока в графит велика.
Например, даже при частоте тока ![]()
![]() .
Это значит, что при более низкой частоте
тока для соблюдения условия
.
Это значит, что при более низкой частоте
тока для соблюдения условия ![]() потребуется графитовый тигель с очень
толстой боковой стенкой. На практике
толщину стенки выбирают такой, при
которой тигель целиком поглощает
электромагнитную энергию при частоте
питающего тока в индукторе 1000 Гц и более
[5, c. 151].
потребуется графитовый тигель с очень
толстой боковой стенкой. На практике
толщину стенки выбирают такой, при
которой тигель целиком поглощает
электромагнитную энергию при частоте
питающего тока в индукторе 1000 Гц и более
[5, c. 151].
Электропроводные тигли нагреваются индуктивными токами до температуры расплавляемого металла (т.е. до 800 – – 1200 °С в зависимости от рода металла). Чтобы избежать чрезмерных тепловых потерь, между токопроводящим тиглем и индуктором создают слой набивной футеровки или засыпки, играющей роль теплоизоляции и защиты индуктора от проникновения расплавленного металла при повреждении тигля.