

3.1.6. Шунтирование тока
Шунтирование тока - протекание его части через ранее сваренные точки (вне зоны сварки) или через одну из деталей при односторонней точечной сварке (рис. 1, 31). Вследствие этого нарушается симметрия электрического поля, уменьшаются тепловыделение в зоне сварки, размеры и прочность сварной точки, стабильность качества сварных соединений.
Степень шунтирования через ранее сваренные точки зависит от свойств свариваемого металла, толщины и количества деталей, шага точек и порядка их постановки. Ток шунтирования увеличивается с уменьшением шага точек и ростом толщины деталей.
Значения тока шунтирования
![]() ,
тока во вторичном контуре
,
тока во вторичном контуре
![]() и
сварочного тока
и
сварочного тока
![]() (протекающего через сварную точку)
определяют по формулам
(протекающего через сварную точку)
определяют по формулам
![]()
где
![]() и
и
![]() -
соответственно электрическое сопротивление
зоны сварки и шунта.
-
соответственно электрическое сопротивление
зоны сварки и шунта.
Сопротивление шунта рассчитывают по формуле
![]() ,
,
где кэ ~ 0,4; ρ –
удельное электросопротивления;
![]() - шаг точек; s – толщина
деталей;
- шаг точек; s – толщина
деталей;
![]() -
приведенная с учетом растекания тока
ширина шунта, равная (dк
+ dп)/2
(dк – диаметр
контакта деталь – деталь и электрод –
деталь, dп
– диаметр пластического пояска).
-
приведенная с учетом растекания тока
ширина шунта, равная (dк
+ dп)/2
(dк – диаметр
контакта деталь – деталь и электрод –
деталь, dп
– диаметр пластического пояска).

Рис. 31. Шунтирование тока при двусторонней точечной сварке: а - схема шунтирования; б - распределение тока в сечении II-II при наличии шунтирования (кривая 1) и без него (кривая 2)
Как следует из приведенных формул, уменьшение и рост s вызывают снижение и соответственно размеров ядра, а также приводят к повышению температуры в контакте электрод-деталь и скорости износа электрода.
Для каждой толщины и марки металла
определяют минимальное значение шага
точек
![]() .
При этом принимается, что если
>
,
то
≤
0,05
,
и шунтирование тока практически не
влияет на электрическое поле и размеры
ядра.
.
При этом принимается, что если
>
,
то
≤
0,05
,
и шунтирование тока практически не
влияет на электрическое поле и размеры
ядра.
Ток шунтирования снижается при увеличении удельного электросопротивления деталей (за счет нагрева шунта и снижения ) и шага точек, уменьшении отношения толщин деталей и сопротивления токоведущей подкладки. Частично уменьшить ток шунтирования, устранить искажение температурного поля и повысить стойкость электродов можно, применяя режим сварки с подогревом. Первый импульс увеличивает сопротивление шунта, а второй формирует соединение при малом токе шунтирования.
Также при шовной сварке герметичных соединений ( ~ (2 ÷ 3)s и < dЯ) из-за повышенной температуры предыдущей точки шунтирования весьма ограничены, особенно при большой скорости и непрерывном вращении роликов.
П ри
стыковой сварке шунтирование
наблюдается в детали, имеющей замкнутый
контур (рис. 32).
ри
стыковой сварке шунтирование
наблюдается в детали, имеющей замкнутый
контур (рис. 32).
Рис. 32. Шунтирование тока при стыковой сварке
3.2. Пластическая деформация металла
Пластическая деформация металла - один из основных процессов, способствующих формированию соединений, вызывается как внешними факторами - усилием со стороны электродов, так и внутренними - напряжениями, возникающими при несвободном расширении металла зоны сварки. Пластическая деформация металла имеет место на протяжении всего процесса сварки: от формирования холодного контакта до проковки соединения.
Процесс пластической деформации неразрывно связан с процессом нагрева. Тесная взаимосвязь этих двух процессов проявляется в эффекте саморегулирования теплового состояния зоны сварки путем соответствующего изменения сопротивления пластической деформации, размеров контактов и плотности тока. Так, при случайном увеличении тока и росте температур снижается сопротивление пластической деформации, что приводит к увеличению площади контактов, снижению плотности тока, уменьшению интенсивности нагрева и определенной стабилизации температурного поля и размеров ядра.
В зависимости от объема деформируемого металла различают микропластическую деформацию рельефа контакта поверхности и объемную пластическую деформацию значительных масс металла зоны сварки. Основная роль пластической деформации при сварке заключается в формировании электрического контакта; в образовании пластического пояса для удержания расплавленного металла от выплеска и ограничения растекания сварочного тока во внутреннем контакте; в уплотнении металла на стадии охлаждения.
Микропластическая деформация идет на протяжении I и II этапов формирования соединения (см. рис. 12).
При точечной сварке вследствие неравномерного нагрева образуется зона металла с различным сопротивлением пластической деформации. Тепловое расширение происходит в стесненных условиях и сопровождается возникновением неравномерного распределения внутренних напряжений, которые в сочетании с постоянно действующим внешним усилием сжатия Fсв вызывают необратимые объемные пластические деформации.
Упрощенная качественная модель напряжений, сил и деформации в стадии нагрева представлена на рис. 33. Объемно-напряженное состояние зоны сварки характеризуется сжимающими радиальными (σr), окружными (σθ) и осевыми (σz) напряжениями (последние суммируются с σr и σθ), а также деформациями εz, εr и εθ.
Наибольшие значения σz отмечаются вблизи оси z, где напряженное состояние близко к всестороннему сжатию. Наименьшее значение σz и соответственно σд - на периферии контактов и особенно на границе контакта деталь-деталь. Это объясняется наличием зазора между деталями, образующегося вследствие теплового расширения металла, в который относительно свободно течет деформируемый металл.
Н аибольшая
степень пластической деформации (εz,
εr
и εθ)
отмечается в области пояска (z
= 0).
аибольшая
степень пластической деформации (εz,
εr
и εθ)
отмечается в области пояска (z
= 0).
Рис. 33. Характер пластической деформации при точечной сварке
До расплавления снижение σд и избыток металла за счет дилатометрического эффекта компенсируются небольшим раздвиганием электродов, а также вытеснением части металла в зазор, что обеспечивает во внутреннем контакте рельеф, ограничивающий растекание сварочного тока.
При расплавлении в замкнутом объеме резко увеличивается объем металла ядра, возбуждаются электромагнитные силы (~ 5 % Fсв); в результате возникает гидростатическое давление (ря), определяемое общим балансом напряжений в зоне сварки. Дилатометрический эффект и общее снижение σд компенсируются раздвиганием электродов и дальнейшим вытеснением в зазор деформируемого металла. Это способствует образованию не только рельефа, ограничивающего растекание сварочного тока, но и герметизацию литого ядра, предохраняя металл от выплеска и контакта с атмосферой.
Сварочное усилие Fcв на стадии плавления должно быть наибольшим, так как оно контролирует устойчивость процесса против образования выплеска. Это усилие возрастает при увеличении σд металла, например, при жестких режимах сварки или при сварке жаропрочных металлов. Оно может быть уменьшено путем предварительного подогрева деталей.
Внутренняя граница металла пояска имеет температуру, близкую к температуре плавления, и низкое значение σд; соответственно температура внешней границы намного ниже, а σд больше. Металл пояска находится в объемно-напряженном состоянии, при этом сжимающие напряжения (σzп) и сила Fn стремятся увеличить зазор между деталями.
Рассмотренный характер объемной деформации приконтактной области I-I (см. рис. 33) деталей вызывает «оседание» верхних слоев металла и образование вмятины от электрода на поверхности. Скорость этого оседания и размеры вмятины резко возрастают при образовании внутреннего выплеска.
Шовная сварка. При выполнении первой точки шва характер пластической деформации такой же, как при точечной сварке. Однако при сварке следующих точек перед роликом металл деформируется в зазор, как и при точечной сварке, а позади ролика металл вытесняется под ролик (рис. 34). На поверхности шва образуется серповидный рельеф. Вследствие относительно высокого теплосодержания зоны соединения при шовной сварке общая степень пластической деформации и размеры уплотняющего пояска больше. Это дает возможность несколько уменьшить время сварки и усилия по сравнению с режимами точечной сварки.
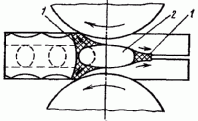
Рис. 34. Направление пластической деформации при шовной сварке герметичных швов: 1 - зона интенсивной деформации; 2 - расплавленный металл
С другой стороны, деформация поверхностных слоев металла приводит к ускоренному износу роликов. Пластическая деформация может оказать благоприятное влияние на плотность шва. Так, при сварке последующих точек и повторном нагреве несплошности (раковины) в предыдущих точках могут заполняться деформируемым в эти несплошности металлом.
П ри
рельефной сварке
отмечается интенсивная деформация
(осадка) рельефа на первом и, особенно
на втором этапе формирования
соединений. При рельефной сварке в
твердом состоянии стремятся обеспечить
большую степень пластической деформации
в радиальном направлении в контакте
деталь-деталь, что способствует очистке
поверхности и образованию металлических
связей (рис. 35, а).
Одновременно происходит деформация
вдоль оси z
и заполнение впадины
под электродом. Обычно соединение в
твердом состоянии образуется по кольцу
по периферии контакта. Дальнейший нагрев
металла приводит к образованию ядра
по обычной схеме точечной сварки (рис.
35, б).
Рельеф при этом полностью
деформируется, но под электродами
остаются небольшие вмятины.
ри
рельефной сварке
отмечается интенсивная деформация
(осадка) рельефа на первом и, особенно
на втором этапе формирования
соединений. При рельефной сварке в
твердом состоянии стремятся обеспечить
большую степень пластической деформации
в радиальном направлении в контакте
деталь-деталь, что способствует очистке
поверхности и образованию металлических
связей (рис. 35, а).
Одновременно происходит деформация
вдоль оси z
и заполнение впадины
под электродом. Обычно соединение в
твердом состоянии образуется по кольцу
по периферии контакта. Дальнейший нагрев
металла приводит к образованию ядра
по обычной схеме точечной сварки (рис.
35, б).
Рельеф при этом полностью
деформируется, но под электродами
остаются небольшие вмятины.
Рис. 35. Пластическая деформация металла при рельефной сварке: а - в начале процесса; б - в конце процесса
а
б
Стыковая сварка. Для образования начального электрического контакта достаточно небольшое давление (5- 10 МПа при сварке сопротивлением и ~ 0,001 МПа при сварке оплавлением), при котором обычно происходит лишь микропластическая деформация рельефа поверхности торцов. При малом давлении контактное сопротивление велико, и его роль в тепловыделении возрастает. Для удаления оксидов и образования связей требуется относительно большая объемная пластическая деформация деталей, которая вызывает интенсивное вытеснение преимущественно приконтактных нагретых слоев металла и оксидов из зоны сварки. Удаление оксидов при сварке оплавлением затрудняется при образовании глубоких кратеров. В этом случае степень объемной деформации и усилие осадки приходится увеличивать.
При стыковой сварке в большинстве случаев используется свободная схема объемной деформации, при которой металл течет по направлению стрелок вдоль оси z без какого-либо внешнего ограничения (рис. 36, а). В точке А имеет место всестороннее неравномерное сжатие (действуют сжимающие напряжения, осевые σх, радиальные σr и окружные - тангенциальные σθ). Напряжения σr и σθ контролируют преимущественно деформации, действующие в плоскости стыка соединяемых деталей. В точке В действуют напряжения двустороннего сжатия σх и σr, а напряжения σθ меняют знак и становятся растягивающими. В точке Б действует двустороннее сжатие (σх и σr) с растяжением (σθ). Напряжения σr и σθ при чрезмерном их увеличении могут вызвать раскрытие зазора, расслоение и искривление волокон металла, а также образование при охлаждении и усадке металла продольных трещин.
Объемную пластическую деформацию в условиях стыковой сварки часто характеризуют коэффициентом площади кпл = Sкон/Sнач, где Sкон и Sнач - соответственно конечная и начальная (до сварки) площади сечения торцов.

Рис. 36. Деформация металла при осадке: а - схема свободной деформации; б - схема принудительной деформации (1 - свариваемые детали; 2 - формирующие зажимы); в - начальный момент осадки
При мягких режимах сварки увеличиваются протяженность околошовной зоны и кпл; при жестких режимах кпл снижается, так как деформация локализуется на относительно коротком участке свариваемых деталей. При сварке сопротивлением допускают максимальное значение кпл < 4. Такая деформация, как правило, не обеспечивает полного удаления оксидов. В то же время дальнейшее увеличение кпл приводит к нарушению монолитности металла зоны сварки. Значительное увеличение области всестороннего сжатия, активизации вытеснения оксидов и обновления поверхности для образования металлических связей достигается при использовании схемы принудительного формирования стыка в специальных зажимах (рис. 36, б), между которыми локализуется деформация. При этом в точке Б становится допустимым существенное увеличение напряжений σr и σθ.
При сварке оплавлением из-за относительно жестких режимов сварки и плавления металла качественное соединение без оксидов получают при кпл < 2.
В процессе стыковой сварки о величине деформации судят по укорочению деталей, вызванному осадкой Δос.
При стыковой сварке оплавлением деформация обычно характеризуется Δос, Рос и скоростью осадки voc. Величина Δос должна быть достаточной для полного закрытия зазора Δз, вытеснения окисленного и расплавленного металла (2δж) и для некоторой пластической деформации нагретого металла с целью устранения кратеров 2Δкр (рис. 36, в). При этом значение Δос зависит главным образом от рельефа поверхности торцов. При увеличении сечения свариваемых деталей увеличиваются размеры перемычек и кратеров, соответственно увеличивается Δос. При сварке с подогревом деформация распространяется на большую длину деталей и Δос также увеличивается.
Усилие осадки Рос растет при увеличении сечения свариваемых деталей, жаропрочности металлов и скорости осадки. При непрерывном оплавлении Рос 1,5-2 раза больше, чем при сварке с подогревом. Часть осадки (0,5 Δос) осуществляют при включенном токе, что облегчает пластическую деформацию и уменьшает Рос.
Чем выше скорость осадки voc, тем меньше вероятность застревания оксидов в стыке. Чрезмерное увеличение voc иногда ухудшает качество сварки из-за затрудненной пластической деформации.