

3.3. Удаление поверхностных пленок
Поверхностные пленки (оксиды, слои плакировки и др.), как правило, более тугоплавки (за исключением оксидов железа), чем свариваемые металлы или сплавы. В процессе сварки они должны быть разрушены и удалены с плоскости соединения двух деталей, так как, в общем случае, их наличие в конечной стадии процесса препятствует образованию металлических связей. Этот процесс относят к одному из основных при формировании сварных соединений.
В условиях точечной,
рельефной и шовной сварки
разрушить и перераспределить поверхностные
пленки удается только при расплавлении
металла в контакте двух листов. Разрушение
и удаление указанных пленок происходит
под действием определенных сил, в
основном электродинамических по
своей природе. Результатом действия
этих сил является интенсивное перемешивание
жидкого металла ядра в нап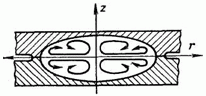 равлениях,
указанных стрелками на рис. 37.
равлениях,
указанных стрелками на рис. 37.
Рис. 37. Перемешивание жидкого металла ядра
Силы создают в жидком ядре давление, подобное давлению, возникающему в жидкости от гравитационных сил, Они действуют также на объемы металла, находящегося в твердом состоянии, где они уравновешиваются силами сопротивления кристаллической решетки. Максимальные значения наблюдается на периферии ядра, и снижаются до нуля в его центре.
Как правило, литое ядро имеет форму эллипсоида, поэтому в расплавленном металле возникают градиенты давления в горизонтальном и вертикальном направлениях. Под действием этих градиентов слои жидкости циркулируют в указанных на рис. 37 направлениях. Незначительная асимметрия в расплавлении двух листов приводит к перемешиванию поверхностных пленок в расплаве.
Данные явления приводят также к сепарации частиц пленок в ядре в зависимости от их электропроводимости. Взвешенные в расплаве твердые неэлектропроводимые частицы перемещаются и скапливаются на периферии литого ядра, а электропроводимые - двигаются к центру ядра.
Стыковая сварка. При стыковой сварке торцы открыты для взаимодействия с атмосферой. Наиболее активно развиваются процессы окисления при сварке сопротивлением. Для сварки оплавлением характерно непрерывное обновление металла на торцах, образование большого количества капель и паров металла в зазоре (например, при сварке сталей оксида углерода СО) при взрыве перемычек, связывающих кислород и другие газы, что значительно снижает интенсивность взаимодействия металла с атмосферой. Однако при соединении химически активных металлов (титана, молибдена и др.) такая защита может оказаться недостаточно эффективной, и сварку иногда выполняют в среде инертных газов. Условия разрушения и удаления оксидов при стыковой сварке зависят от температуры торцов, градиента температур, свойств оксидов и металлов.
Трудность удаления оксидов при сварке сопротивлением возрастает с увеличением их твердости. Так, при сварке сталей трудно удалить оксид Fe2O3, который по твердости сопоставим с основным металлом. В то же время сравнительно легко удаляется оксид FeO, имеющий температуру плавления и твердость ниже, чем у стали. При сварке оплавлением, когда оксиды находятся преимущественно на жидкой подложке, их твердость не оказывает существенного влияния на их удаление. При сварке сопротивлением вследствие сравнительно малой пластической деформации происходит лишь частичное разрушение и удаление оксидов. Обновление поверхности (удаление с поверхности торцов оксидов) составляет при этом не более 60-70 %, что в общем случае определяет относительно низкую пластичность соединений.
При сварке оплавлением удаление оксидов значительно облегчается и происходит вместе с частицами расплавленного металла, выбрасываемого из стыка, и главным образом при осадке вытеснением оксидов с жидким и твердым металлом в грат. При сравнительно небольшой деформации обновление поверхности при оптимальном режиме сварки приближается к 100 %. Однако при этом необходимо учитывать, что на поверхности оплавленных торцов, как правило, имеются неровности, и, хотя осадку выполняют относительно быстро, для закрытия зазора Δз и полного удаления из стыка оксидов требуется определенное время.