

4. Сопутствующие процессы
ПРИ ОБРАЗОВАНИИ СОЕДИНЕНИЙ
Развитие сопутствующих процессов в значительной мере является следствием протекания рассмотренных выше основных процессов.
4.1. Тепловое расширение металла при сварке
Нагрев металлических тел сопровождается увеличением их линейных размеров и объема (дилатометрический эффект). В частности, при температуре Т твердого тела его длина lТ и объем VT равны
lТ = l0 (1+αT) и VT = Vo(1+βT),
где l0 и V0 - длина и объем тела при Т0; α и β - термические коэффициенты линейного и объемного расширения.
При плавлений объем тела резко увеличивается, достигая 8-10 % V0.
В условиях точечной и шовной сварки увеличение толщины и объема деталей происходит преимущественно в направлении оси z, так как возрастание объема в направлении оси r сдерживается более холодной массой соседних участков металла.
Тепловое расширение металла при сварке вызывает перемещение (раздвигание) электродов машины, в основном верхнего подвижного электрода. Данное явление в некоторой степени компенсируется вследствие развития параллельного и одновременного процесса пластической деформации металла в зазор между листами и вдавливания электродов.
Характерно, что при шовной сварке, когда металл предварительно нагрет теплотой от сварки предыдущей точки и имеет меньшее сопротивление деформации и перемещение электродов, чем при точечной.
Заметное перемещение верхнего электрода наблюдается с момента расплавления металла (появления ядра) и далее происходит в соответствии с изменениями температурного поля и ростом размеров ядра.
В отдельных случаях сварки перемещение верхнего электрода используется для неразрушающего контроля размеров литого ядра.
4.2. Процессы массопереноса в контакте электрод-деталь
При сварке имеет место взаимный перенос небольших масс металла электродов и деталей через границу контактов электрод-деталь механическим путем или вследствие диффузии.
При приложении сварочного усилия до включения сварочного тока в контакте электрод - деталь идут процессы упругопластической деформации микровыступов, внедрение выступов во впадины (рис. 38, а), их срез и «застревание», частичное разрушение находящихся на их поверхности оксидов и образование относительно небольшого количества локальных, преимущественно физических связей. Этим процессам способствуют также сдвиговые деформации, вызванные перемещением электродов относительно поверхности деталей из-за различной жесткости нижней и верхней консолей силовой системы сварочной машины. На этой стадии цикла сварки указанные процессы находятся в зачаточном состоянии, и массоперенос практически не отмечается.
При включении сварочного тока, по мере нагрева приэлектродной области деталей сопротивление пластической деформации микрорельефов снижается, соответственно возрастает их пластическая деформация, расширяются участки фактического контактирования, создаются условия образования очагов не только физических, но и химических связей. Получают развитие процессы взаимной диффузии металлов (рис. 38, б).
Р
а
а
б
в
г
д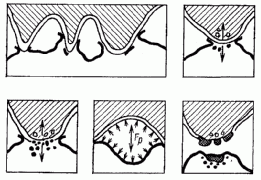
В частных случаях сварки, например оцинкованной стали, магниевых сплавов и других металлов, возможно локальное плавление (рис. 38, в) из-за образования легкоплавких эвтектик (магния или цинка с медью). При плавлении резко возрастает скорость взаимной диффузии. При недостаточно тщательной зачистке поверхностей деталей или электродов изолированные полости, образованные между микрорельефами, оказываются заполненными оксидными и гидроксидными пленками и адсорбированными веществами. С ростом температуры гидрооксиды разлагаются с выделением газа, в частности кислорода. Возникающее при этом избыточное давление создает так называемый «распорный» эффект, который снижает давление в контактах, а избыток кислорода вторично окисляет основания выступов, препятствуя расширению площади электрических контактов (рис. 38, г). Вторичное окисление и распорный эффект соответственно препятствуют снижению локальной плотности тока и увеличивают контактное сопротивление, что способствует повышению температуры в контакте электрод - деталь.
При выключении сварочного тока и снятии усилия сжатия, образовавшиеся локальные связи разрушаются от действия упругих сил, накопленных при деформации микровыступов, а также частично от распорного эффекта. При подъеме электрода обычно дополнительных сил для разрушения связей не требуется.
На поверхности электродов остаются частицы свариваемого металла, перешедшего в результате диффузии или механических деформационных процессов (рис. 38, д). Активность последних в значительной мере зависит от соотношения твердости металла электродов и деталей. Так, частицы мягкого металла (например, алюминия) легко «захватываются» относительно твердым рельефом поверхности электрода. Этот процесс практически не отмечается при сварке стальных деталей.
В процессе эксплуатации электродов скопление на их поверхности продуктов взаимодействия от массопереноса увеличивается. При этом возникают участки, где образуются металлические связи, препятствующие проведению нормального процесса сварки.
На поверхности деталей остаются включения электродного металла (рис. 38, д), их количество увеличивается по мере увеличения продуктов взаимодействия на электродах.
Таким образом, скорость массопереноса контролируется температурой в контакте, временем пребывания металлов при повышенных температурах, состоянием поверхностей деталей и электродов, степенью деформаций сдвига и физическими свойствами электродного и свариваемого металлов.