

3.1.3. Собственное сопротивление деталей
Собственное сопротивление - сопротивление, распределенное определенным образом в объеме деталей. На этом сопротивлении при прохождении через него электрического тока выделяется основное количество теплоты.
Точечная сварка. При расчете тепловых процессов удобно рассматривать сопротивление деталей в конце нагрева деталей (горячее состояние контакта). Для упрощения расчета 2rдд (при сварке двух деталей одинаковой толщины) используют условную схему термодеформационного состояния металла зоны сварки. В частности, учитывая, что в контакте электрод-деталь dк = dэ, а в контакте деталь-деталь dк = dп и то, что dэ мало отличается dп. Принимают также, что rэд и rдд равны нулю и Sф = Sк.
Рассматриваемое сопротивление (каждой детали rд) представляют как сумму сопротивлений двух условных пластин 1 и 2 одинаковой толщины, каждая из которых нагрета до некоторой средней температуры Т1 и Т2 (при сварке деталей из низкоуглеродистых сталей - 1200 и 1500 °С, а для алюминиевых сплавов - 450 и 630 °С соответственно) (рис. 16). Тогда искомое сопротивление определяется следующей формулой:
2rдд=Акрs(ρ1 + ρ2)/(πdэ2/4).
Удельные электросопротивления деталей ρ1 и ρ2 зависят от рода металла, вида его термомеханической обработки и температуры. Коэффициент кр учитывает неравномерность нагрева деталей (для сталей кр = 0,85, для алюминиевых и магниевых сплавов 0,9). Коэффициент А равен отношению rд /rц (rц - электрическое сопротивление цилиндрического столбика металла длиной s и диаметром dэ). За счет шунтирования тока в массу детали rд всегда меньше r, а коэффициент А < 1. Кроме того, А зависит от отношения dэ/s (рис. 17). При сварке деталей толщиной 0,8 - 3 мм А ≈ 0,8.
d/2δ

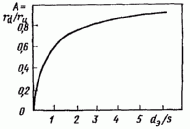
Рис.
16. Схема расчета электрического
сопротивления к концу цикла сварки
Рис.
17. Зависимость коэффициента А
от
отношения dэ/s
Рис
Е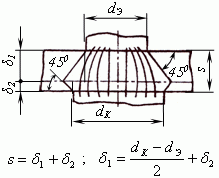 сли
исходить из предположения о неодинаковых
размерах контакта (рис. 18), к
концу сварки ток к каждой детали будет
подводиться через площадки с диаметрами
dк
и dэ.
Для определения сечения
объема, в котором находится поле линий
тока, из концов диаметров проводятся
прямые под углом 45°. При этом деталь
условно разбивается на две пластинки
неравной толщины δ1
и δ2.
сли
исходить из предположения о неодинаковых
размерах контакта (рис. 18), к
концу сварки ток к каждой детали будет
подводиться через площадки с диаметрами
dк
и dэ.
Для определения сечения
объема, в котором находится поле линий
тока, из концов диаметров проводятся
прямые под углом 45°. При этом деталь
условно разбивается на две пластинки
неравной толщины δ1
и δ2.
Рис.18. Схема поля тока для расчета сопротивления детали с неодинаковыми размерами контактов
Собственное сопротивление пластинки толщиной δ1+ δ2, неравномерно нагретой в условиях точечной сварки с контактами неодинакового размера, можно приближенно рассчитать как полусумму сопротивлений двух пластинок толщиной 2δ1 и 2δ2, зажатых соответственно между равными электродами dк и dэ:
 ,
,
где A1 и А2 - коэффициенты, зависящие соответственно от соотношений dэ/2δ1 и dк/2δ2, учитывающие, что фактическое сопротивление детали меньше сопротивления цилиндра металла, зажатого между электродами диаметром dк и dэ, определяются по графику, представленному на рис. 17; ρ1 и ρ2 - удельные электрические сопротивления при температурах T1 и Т2 соответственно для пластинок δ1 и δ2 (при сварке стали к концу процесса T1 = 1200 0С (0,8Тпл) и Т2 = 1530 0С (Тпл)); k – коэффициент, учитывающий неравномерность нагрева пластинок толщиной δ1 и δ2. При сварке большинства сплавов k ≈ 0,85.
Для стали dк = dэ + as (мм), где s - толщина более тонкой детали, мм; а - коэффициент, зависящий от усилия сжатия электродов. При сварке на «жестких» режимах а = 1,5 ÷ 1,7; на «мягких» - 1,0.
Стыковая сварка. rд зависит от удельного электросопротивления ρт, установочной длины (вылета) l0 и площади сечения S детали
2rд = kn ρт l0/S,
где kn - коэффициент поверхностного эффекта (заметно растет до температуры ферромагнитного превращения и при сварке деталей из углеродистой стали диаметром более 25 мм); ρт определяется для средней температуры нагретых деталей.