

1.4. Стыковая сварка
Стыковая сварка – способ контактной сварки, при котором детали соединяются по всей площади касания (по всему сечению). Детали 1 закрепляют в токоподводящих зажимах 2 и 3, один из которых, например зажим 3, является подвижным и соединен с приводом усилия сжатия машины (рис. 9). Образование соединения происходит в процессе совместной пластической деформации нагретых электрическим током торцов деталей при осадке.
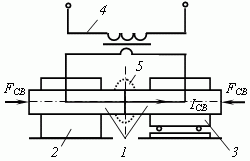
Рис. 9. Стыковая контактная сварка
По степени нагрева металла торцов деталей различают стыковую сварку сопротивлением и оплавлением. Стыковая сварка сопротивлением и оплавлением происходит практически по единой схеме и состоит из двух этапов – нагрева торцов деталей и осадки.
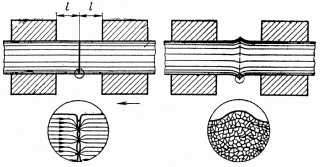
Рис. 10. Стыковая сварка сопротивлением
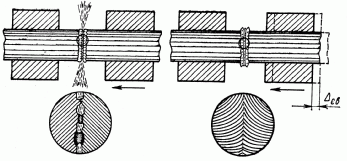
Рис. 11. Стыковая сварка оплавлением
При стыковой сварке сопротивлением (рис. 10) детали 1 предварительно сжимают усилием и включают в сеть сварочный трансформатор 3. По деталям протекает сварочный ток и происходит постепенный нагрев стыка деталей до температуры, близкой к температуре плавления. Затем сварочный ток выключают и резко увеличивают усилие осадки деталей, которые деформируются в стыке. При этом из зоны сварки частично выдавливаются поверхностные пленки, формируется физический контакт и образуется соединение.
При стыковой сварке оплавлением (рис. 11) вначале на детали подают напряжение от сварочного трансформатора, а затем их сближают. При соприкосновении деталей в отдельных контактах вследствие большой плотности тока металл контактов быстро нагревается и взрывообразно разрушается. Нагрев торцов деталей происходит за счет непрерывного образования и разрушения контактов – перемычек, т.е. оплавления торцов. К концу процесса на торцах образуется сплошной слой жидкого металла. В этот момент резко увеличивают скорость сближения и усилие осадки деталей; торцы смыкаются, большая часть жидкого металла вместе с поверхностными пленками и частью твердого металла выдавливаются из зоны сварки, образуя утолщение – грат 5. Сварочный ток выключается автоматически во время осадки деталей. Для более равномерного нагрева деталей по сечению и получения однородных свойств соединений в ряде случаев до начала оплавления торец подогревают током способом сварки сопротивлением.
Стыковую сварку как сопротивлением, так и оплавлением относят по состоянию металла в зоне сварки к сварке в твердом состоянии, хотя в отдельных случаях, особенно при стыковой сварке оплавлением деталей больших сечений, стыковое соединение формируется в твердожидкой фазе.
2. Образование соединений
Физические процессы, протекающие при формировании соединений разделяют на основные и сопутствующие.
Основные процессы:
нагрев, расплавление и кристаллизация металла;
пластическая деформация,
удаление поверхностных пленок за счет процесса электромагнитного перемешивания расплавленного металла.
К сопутствующим относятся:
тепловое расширение металла;
воздействие термодеформационного цикла сварки на свойства сварного соединения;
образование остаточных напряжений;
массоперенос в контакте электрод-деталь.