

3.2.3. Сварные трубы диаметром менее 530 мм
Сварные трубы диаметром менее 530 мм поставляются по ГОСТ 20295—74. Трубы в основном изготавливаются прямошовными из резаной горячекатаной ленты, прокатанной на многоклетевых станах непрерывного действия. Высокоскоростная непрерывная технология производства прямошовных труб малого диаметра обеспечивается за счет применения скоростных методов сварки и создания бесконечной ленты, для чего начало следующего рулона приваривается к концу предыдущего. Формовка труб проводится непрерывным методом в последовательно расположенных клетях. Система роликов, постепенно подгибающих плоскую ленту в цилиндрическую заготовку, показана на рис. 14.
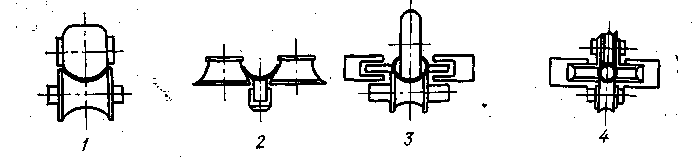
Рис. 14. Последовательность операций на формовочно-сварочном стане: 1-3 — профилирование полосы на валковых плетях; 4 — окончательная правка и сварка трубы
Непрерывная заготовка труб сваривается в проходном стане токами высокой частоты. В процессе сварки оплавленные кромки сдавливаются (сжимаются), образуя неразъемное соединение, при этом в грат выдавливаются окислы с поверхности кромок. Сразу после сварочного стана на непрерывной трубе размещаются установки для снятия грата с внутренней и внешней поверхностей, после чего труба разрезается на мерные отрезки. Отрезки заданной длины поступают на термообработку, отделку и испытание.
Применение для сварки труб небольшого диаметра токов высокой частоты обеспечивает высокую скорость изготовления труб —до 60—70 м/с. Непрерывность технологии, высокая степень автоматизации процесса с использованием ЭВМ, минимальное использование ручного труда при наличии надежного контроля за операциями технологического передела обеспечивают стабильное и высокое качество готовых изделий. Прямошовные термически обработанные трубы диаметром 150—-476 мм, изготовленные по вышерассмотренной технологии, много лет успешно применяются при строительстве промысловых и обвязочных трубопроводов насосных и компрессорных станций. Однако надо отметить, что не на всех заводах обеспечивается строгое выполнение технологических операций, не всегда трубы проходят достаточно строгий и полный контроль, а также 100%-ньте гидравлические испытания на прочность. Поэтому наряду с надежной безотказной работой труб, изготовляемых большинством заводов, еще имеются случаи некачественной их сварки и разрушения при испытании вновь построенных трубопроводов. При заказе труб ответственного назначения, например для транспортировки взрывопожароопасных или ядовитых продуктов, в технические условия следует записывать требования: о поставке термообработанных труб, гидравлического испытания их на прочность при напряжении, равном 0,95 нормативного предела текучести металла, и 100%-ного контроля -швов неразрушающими методами.
Для трубопроводов диаметром менее 530 мм ответственного назначения нельзя рекомендовать к применению прямошовные трубы, изготовленные печной сваркой, сваренные сопротивлением и токами низкой частоты, поскольку качество таких соединений заметно ниже, чем у труб, сваренных токами высокой частоты.