

3.2.2. Спиралешовные трубы диаметром
530—1420 мм.
Современные станы позволяют формовать и сваривать спиралешовные трубы в широком диапазоне диаметров —от 150 до 3000 мм, однако основной объем производства применительно к газонефтепроводам приходится на трубы диаметром 530—1420 мм. При диаметрах менее 530 мм спиралешовные трубы по своим экономическим показателям уступают прямошовным, сваренным токами высокой частоты.
Газонефтепроводные трубы со спиральным швом диаметром 530—1420 мм изготовляются из рулонной горячекатаной ленты, а трубы диаметром 1220—1420 мм — как из рулонной ленты, так и из листовой стали. Принципиальным преимуществом технологии производства спиралешовных труб по сравнению с прямошовными является возможность изготовления труб различных диаметров из одной и той же заготовки (рулонной стали). Изменяя угол входа полосы в формующее устройство при соответствующей его переналадке изготавливают тонкостенные трубы, которые широко применяются для трубопроводов диаметром менее 1020 мм при невысоком рабочем давлении, в частности в городских газопроводах. Для трубопроводов высокого давления, в том числе при наличии циклических нагрузок, преимущество спиралешовных труб также в том, что сварное соединение расположено под углом к направлению главных напряжений, тогда как у прямошовных главные напряжения действуют перпендикулярно к оси шва, т. е. в спиралешовных трубах сварное соединение работает в более благоприятных условиях. Спиралешовные трубы изготавливаются по непрерывной технологии, когда в одном стане производится формовка ленты в трубу и последовательная' ее сварка тремя головками. Схема изготовления труб по непрерывной технологии показана на рис. 13.
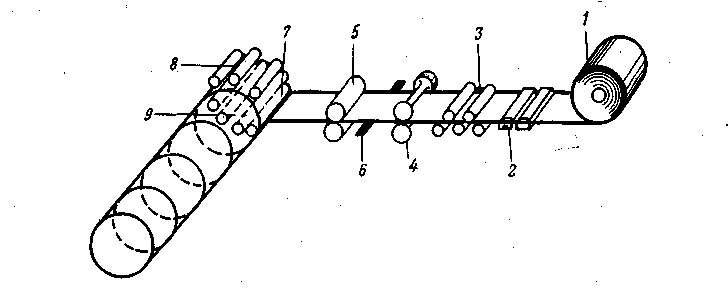
Рис. 13. Схема производства спиралешовных труб по непрерывной технологии:/ — стальная полоса; 2 — сварка полос; 3 — правильная машина; 4 —дисковые ножницы; 5 — тянущие валки; 6 — подготовка кромок к сварке; 7 — деформирующее устройство; 8 — сварка наружного шва; 9 — сварка внутреннего шва
При непрерывной технологии из стана выходит готовая «бесконечной» длины труба, которая разрезается затем на мерные отрезки. Производительность стана при такой технологии определяется скоростью сварки рабочих швов. При непрерывной технологии она строго ограничена, и для увеличения объема производства приходится устанавливать в цехе несколько станов. Технология производства спиралешовных труб может быть прерывистой. В этом случае в основном стане выполняется вальцовка ленты в трубу и сварка заготовки технологическим швом, после чего собранная заготовка «бесконечной» длины разрезается на мерные отрезки. Сварка труб рабочими швами выполняется в отдельных станах. В этом случае скорость изготовления труб повышается до 10 м/с, т. е. более чем в 5 раз. Прерывистая технология позволяет более производительно использовать возможности оборудования, сократить площади цехов, уменьшить потребность в оборудовании на 1 т изготавливаемых труб.
Конструкции современных станов обеспечивают высокую степень автоматизации производства, получение точных по размеру труб без их правки и калибровки в экспандере. Так, допуск на диаметр спиралешовных труб составляет ±1—2 мм, тогда как у прямошовных труб допуск на этот размер обычно составляет ±3—6 мм. Не требуются операции правки и калибровки спиралешовных труб и установки дорогих и сложных экспандеров, что упрощает и удешевляет технологию изготовления труб, эксплуатацию трубосварочного оборудования и цехов в целом.
Отсутствие пластического обжатия заготовки труб в прессах, пластического растяжения в экспандерах обеспечивает более полное сохранение в готовом изделии исходных свойств стали и ее вязкости, что повышает работоспособность труб.
Особенно надежными в эксплуатационных условиях должны быть спиралешовные трубы, изготовленные из листовой стали, в которых сочетаются преимущества спиральной конструкции труб с более высокими свойствами и качеством листового проката по сравнению с рулонной горячекатаной лентой.
Как следует из изложенного, спиралешовные трубы имеют ряд преимуществ по сравнению с прямошовными. Среди изготовителей и потребителей труб уже много лет идет дискуссия: какой метод производства лучше? У потребителей большим спросом пользуются прямошовные трубы, объем применения которых в 3—4 -раза больше, чем спиралешовных, при строительстве магистральных трубопроводов. Однако оценка потребителя может быть субъективной, вызванной тем, что технология производства спиралешовных труб разрабатывалась позднее и в начале производства была отработана хуже, чем технология изготовления прямошовных труб. Спиралешовные трубы по качеству формовки и сварки вначале значительно уступали прямошовным, при их применении было достаточно много отказов (разрушений) трубопроводов. Однако в настоящее время ПО качеству и свойствам спиралешовные трубы не уступают прямошовным, а в ряде случаев даже превосходят их. Поэтому объективных причин отдавать предпочтение прямошовным трубам больше не существует.