

7.3. Управление работой смесеприготовительного отделения (участка)
Технологический процесс изготовления отливок методом литья в песчано-глинистые разовые формы требует наличия большого количества формовочных и стержневых смесей, расход которых на 1 т годных отливок составляет 4 — 10 т. На качество отливок большое влияние оказывает качество и состав формовочных и стержневых смесей.
Организация производственного процесса приготовления формовочных и стержневых смесей направлена на выполнение следующих основных операций: подготовки и" сушки свежих формовочных материалов; регенерации отработанной (горелой) смеси; подготовки различных добавок; приготовления (смешивания) формовочных и стержневых смесей; перемещения смесей к формовочным участкам, конвейерам и участкам по изготовлению стержней.
Квартальное (месячное) производственное задание смесеприготовительному отделению устанавливают на основании нормативных карт технологического процесса.
Количественный
расход формовочных и стержневых смесей
зависит от характеристики, массы
отливок, выбора и обоснования габаритных
размеров опок и способа приготовления
смесей. Потребность в смесях
рассчитывают по методам укрупненного
и точного обоснования. Потребность в
формовочных смесях по укрупненным
нормативам определяют в зависимости
от характеристики отливок по массе и
нормы удельного -расхода формовочных
смесей в кубических метрах на 1 т
годных отливок. При средней массе отливок
5 — 30 кг расход формовочной смеси
составляет 5 — 6 м![]() на 1 т.
на 1 т.
Метод расчета смесей по номенклатуре отливок дает наиболее точные данные о потребности в формовочных и стержневых смесях. Расчет предусматривает; необходимость устанавливать объемную характеристику опок, которые будут заформованы в планируемом (расчетном) периоде; величину объема металла и стержней в опоке. Разность между объемом опок в свету и объемом, который занимает модель, позволяет устанавливать объем формовочной смеси в уплотненном состоянии. Объем стержневой смеси устанавливают по объему стержней отливки.
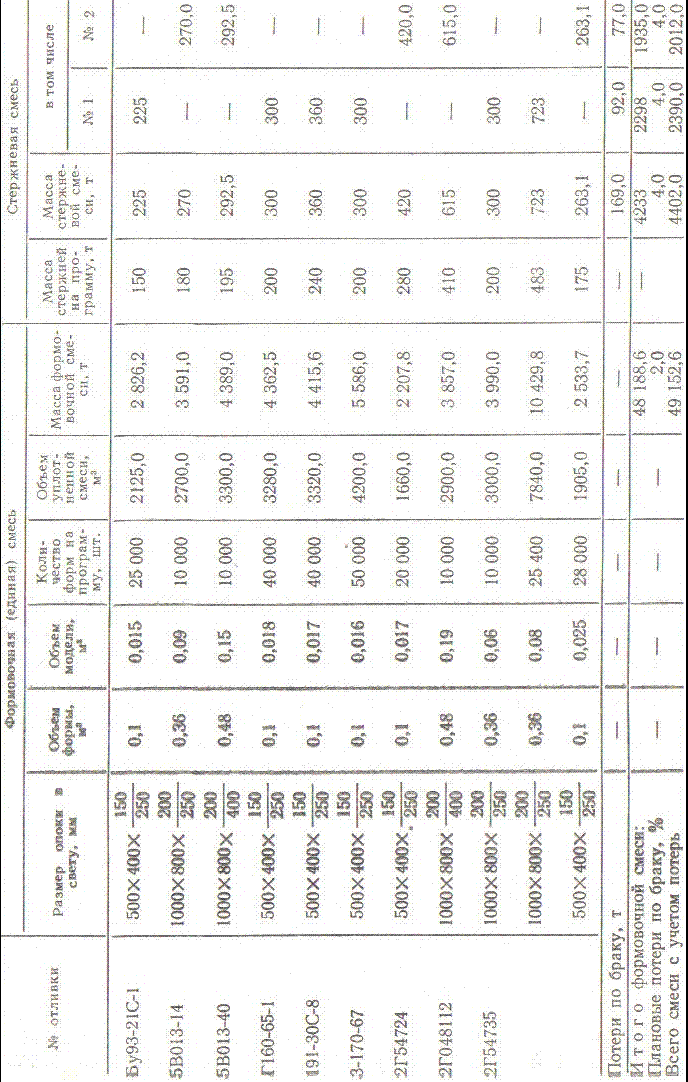
Таблица 9
Производственное задание смесеприготовительному отделению
Состав формовочной и стержневой смесей зависит от способа изготовления форм и стержней, видов сплава (чугун серый, чугун высокопрочный, сталь, цветные сплавы), массы, габаритных размеров и сложности отливок. Рецептуру смесей устанавливают по картам технологического процесса смесеприготовления.
Производственный процесс приготовления единой формовочной смеси включает операции сушки, дробления, размалывания и просеивания песков и глины, размягчение и сепарирование отработанных смесей, дозирование и смешивание с увлажнением и разрыхление. На рис. 16 приведена схема технологического процесса приготовления формовочной смеси.
Состав технологического оборудования смесеприготовительного отделения и его количество (число машин) nс определяют по формуле
nс = NKп / (Fдq),
где N — расход смеси на выполнение производственного задания по выпуску отливок, т; Kп = 1,15 ÷ 1,2 — коэффициент, учитывающий потери на просыпку; Fд — действительный фонд времени работы оборудования, ч; q — производительность смесеприготовительного агрегата, т/ч.
Таблица 10