

Методическое пособие 787
.pdf
Таблица 5
Значения параметров вибрации при уплотнении щебня и частоте колебаний вибровальца 50Гц
|
1/3-октавный |
Вибро- |
Вибро- |
Вибро- |
Вибро- |
|
Коэфф. |
Вибро- |
|
|
|||||||||
|
спектр |
ускорение |
ускорение |
скорость |
скорость |
|
передачи |
изоляция |
|
|
|||||||||
|
частот |
La, дБ |
а, м/с2 |
Lv, дБ |
V, м/с |
|
Кa |
ВИ |
|
|
|||||||||
|
25 |
|
|
I |
111,7 |
|
0,38459178 |
93,9 |
|
0,00247 |
|
|
0,638263 |
|
3,967353 |
|
|
||
|
|
|
II |
115,6 |
|
0,60255959 |
97,8 |
|
0,0039 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
31,5 |
|
|
I |
117,7 |
|
0,76736149 |
97,9 |
|
0,00395 |
|
|
0,794328 |
|
1,960162 |
|
|
||
|
|
|
II |
119,7 |
|
0,96605088 |
99,9 |
|
0,00495 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
40 |
|
|
I |
131,7 |
|
3,84591782 |
109,9 |
|
0,0158 |
|
|
0,803526 |
|
1,87198 |
|
|
||
|
|
|
II |
133,6 |
|
4,78630092 |
111,8 |
|
0,0196 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
50 |
|
|
I |
135,4 |
|
5,88843655 |
111,5 |
|
0,019 |
|
|
0,822243 |
|
1,507097 |
|
|
||
|
|
|
II |
137,1 |
|
7,1614341 |
113,2 |
|
0,0226 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
63 |
|
|
I |
137 |
|
7,07945784 |
111,1 |
|
0,0182 |
|
|
0,901571 |
|
0,819172 |
|
|
||
|
|
|
II |
137,9 |
|
7,85235635 |
112 |
|
0,02 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
80 |
|
|
I |
136,9 |
|
6,99841996 |
109 |
|
0,0686 |
|
|
0,891251 |
|
1,65508 |
|
|
||
|
|
|
II |
137,9 |
|
7,85235635 |
110 |
|
0,083 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
100 |
|
|
I |
134,5 |
|
5,30884444 |
104,6 |
|
0,0085 |
|
|
1,122018 |
|
-0,99499 |
|
|
||
|
|
|
II |
133,5 |
|
4,73151259 |
103,6 |
|
0,00758 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
125 |
|
|
I |
138,5 |
|
8,41395142 |
106,6 |
|
0,0106 |
|
|
1,819701 |
|
-5,11857 |
|
|
||
|
|
|
II |
133,3 |
|
4,62381021 |
101,4 |
|
0,00588 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
160 |
|
|
I |
140,4 |
|
10,4712855 |
106,5 |
|
0,0105 |
|
|
1,496236 |
|
-3,39862 |
|
|
||
|
|
|
II |
136,9 |
|
6,99841996 |
103 |
|
0,0071 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
Значения параметров вибрации при уплотнении щебня |
Таблица 6 |
||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
и отключенном вибраторе вибровальца |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
1/3-октавный |
|
Вибро- |
|
Вибро- |
|
Вибро- |
|
Вибро- |
|
|
Коэфф. |
|
Вибро- |
|||||
|
спектр |
|
|
ускорение |
|
ускорение |
|
скорость |
|
скорость |
|
|
передачи |
|
изоляция |
|
|||
|
частот |
|
|
La, дБ |
|
а, м/с2 |
|
Lv, дБ |
|
V, м/с |
|
|
Кa |
|
ВИ |
|
|||
|
25 |
|
|
I |
|
108,4 |
|
0,2630268 |
|
90,6 |
|
0,00172 |
|
0,676083 |
|
3,2482312 |
|
|
|
|
|
|
II |
|
111,8 |
|
0,3890451 |
|
94 |
|
0,0025 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
31,5 |
|
|
I |
|
113,8 |
|
0,4897788 |
|
94 |
|
0,0025 |
|
0,8810489 |
|
1,1075666 |
|
|
|
|
|
|
II |
|
114,9 |
|
0,5559043 |
|
95,1 |
|
0,00284 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
40 |
|
|
I |
|
126,9 |
|
2,2130947 |
|
105,1 |
|
0,00901 |
|
0,7498942 |
|
2,6327008 |
|
|
|
|
|
|
II |
|
129,4 |
|
2,9512092 |
|
107,6 |
|
0,0122 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
50 |
|
|
I |
|
118,5 |
|
0,8413951 |
|
94,6 |
|
0,00268 |
|
0,8912509 |
|
1,0947758 |
|
|
|
|
|
|
II |
|
119,5 |
|
0,9440609 |
|
95,6 |
|
0,00304 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
63 |
|
|
I |
|
132 |
|
3,9810717 |
|
106,1 |
|
0,0101 |
|
0,9885531 |
|
0,085576 |
|
|
|
|
|
|
II |
|
132,1 |
|
4,0271703 |
|
106,2 |
|
0,0102 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
80 |
|
|
I |
|
137,9 |
|
7,8523563 |
|
110 |
|
0,0662 |
|
0,8912509 |
|
1,3576594 |
|
|
|
|
|
|
II |
|
138,9 |
|
8,8104887 |
|
111 |
|
0,0774 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
100 |
|
|
I |
|
135,1 |
|
5,6885293 |
|
105,2 |
|
0,00912 |
|
1,1885022 |
|
-1,5153214 |
|
|
|
|
|
|
II |
|
133,6 |
|
4,7863009 |
|
103,7 |
|
0,00766 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
125 |
|
|
I |
|
130,6 |
|
3,3884416 |
|
98,7 |
|
0,00435 |
|
1,4454398 |
|
-3,22736 |
|
|
|
|
|
|
II |
|
127,4 |
|
2,3442288 |
|
95,5 |
|
0,003 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
160 |
|
|
I |
|
138,3 |
|
8,2224265 |
|
104,4 |
|
0,0083 |
|
1,6032454 |
|
-4,0949667 |
|
|
|
|
|
|
II |
|
134,2 |
|
5,1286138 |
|
100,3 |
|
0,00518 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
241 |
|
|
|
|
|
|
|
|
|
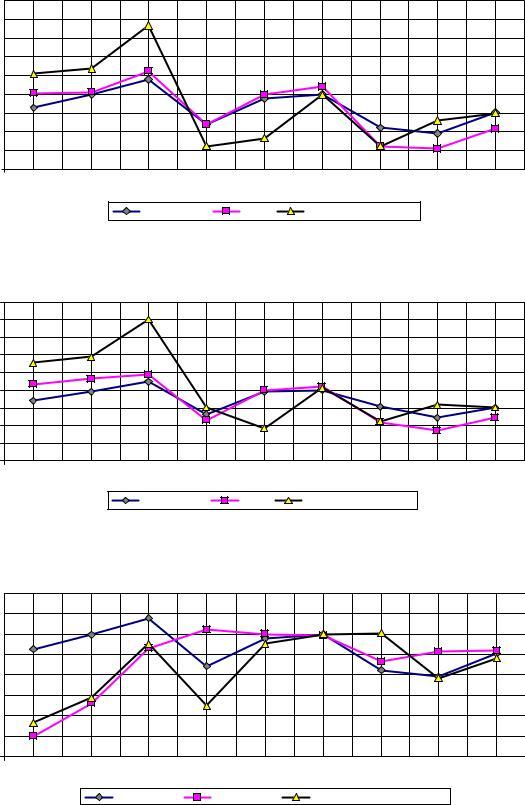
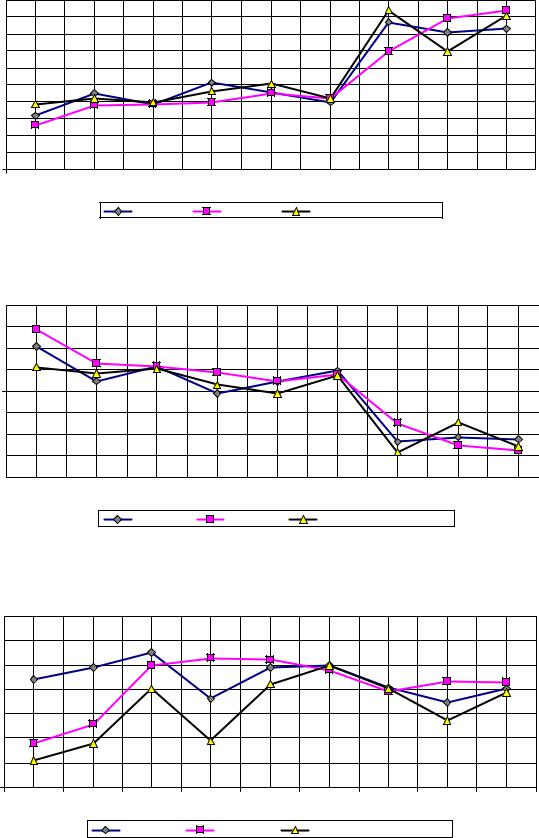
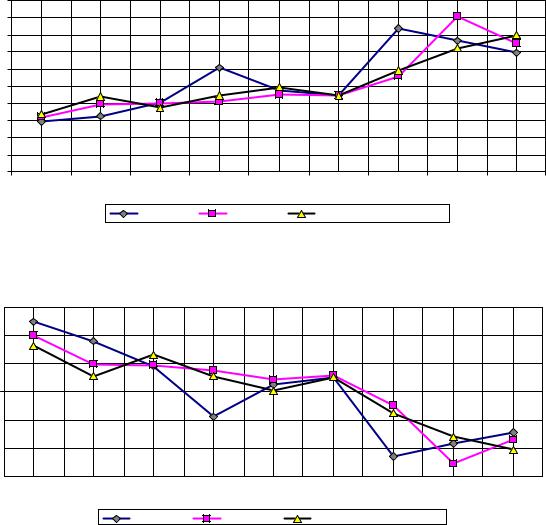
По данным табл. 1-6 на рис. 1-8 представлены спектры параметров вибрации элементов виброкатка.
Lv, дБ |
|
|
|
|
|
|
|
|
|
|
135 |
|
|
|
|
|
|
|
|
|
|
130 |
|
|
|
|
|
|
|
|
|
|
125 |
|
|
|
|
|
|
|
|
|
|
120 |
|
|
|
|
|
|
|
|
|
|
115 |
|
|
|
|
|
|
|
|
|
|
110 |
|
|
|
|
|
|
|
|
|
|
105 |
|
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
|
95 |
|
|
|
|
|
|
|
|
|
|
90 |
|
|
|
|
|
|
|
|
f, Гц |
|
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
||
|
|
пол кабины |
рама |
бугель вибровальца |
|
|
|
|||
Рис. 1. 1/3 - октавный спектр виброскорости элементов виброкатка при частоте 40 Гц |
|
|||||||||
|
|
колебаний вибровальца (супесчанный грунт) |
|
|
|
|||||
|
|
|
|
Lv, дБ |
|
|
|
|
|
|
135 |
|
|
|
|
|
|
|
|
|
|
130 |
|
|
|
|
|
|
|
|
|
|
125 |
|
|
|
|
|
|
|
|
|
|
120 |
|
|
|
|
|
|
|
|
|
|
115 |
|
|
|
|
|
|
|
|
|
|
110 |
|
|
|
|
|
|
|
|
|
|
105 |
|
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
|
95 |
|
|
|
|
|
|
|
|
|
|
90 |
|
|
|
|
|
|
|
|
f, Гц |
|
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
||
|
||||||||||
|
|
пол кабины |
рама |
бугель вибровальца |
|
|
|
|||
Рис. 2. 1/3 - октавный спектр виброскорости элементов виброкатка при частоте 40 Гц |
|
|||||||||
|
|
колебаний вибровальца (щебень) |
|
|
|
|
||||
Lv, дБ |
|
|
|
|
|
|
|
|
|
|
120 |
|
|
|
|
|
|
|
|
|
|
115 |
|
|
|
|
|
|
|
|
|
|
110 |
|
|
|
|
|
|
|
|
|
|
105 |
|
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
|
95 |
|
|
|
|
|
|
|
|
|
|
90 |
|
|
|
|
|
|
|
|
|
|
85 |
|
|
|
|
|
|
|
|
|
|
80 |
|
|
|
|
|
|
|
|
|
|
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
f, Гц |
|
|
|
пол (40 Гц) |
пол (50 Гц) |
пол (вибратор отключен) |
|
|
||||
Рис. 3. 1/3 - октавный спектр виброскорости пола кабины при различных частотах |
|
|||||||||
|
|
колебаний вибровальца на супесчанном грунте |
|
|
|
|||||
242
Ka |
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
1,8 |
|
|
|
|
|
|
|
|
|
1,6 |
|
|
|
|
|
|
|
|
|
1,4 |
|
|
|
|
|
|
|
|
|
1,2 |
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
0,8 |
|
|
|
|
|
|
|
|
|
0,6 |
|
|
|
|
|
|
|
|
|
0,4 |
|
|
|
|
|
|
|
|
|
0,2 |
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
f, Гц |
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
|
|
|
Ka(40 Гц) |
Ka(50 Гц) |
Ka(вибратор отключен) |
|
|
|||
|
Рис. 4. 1/3- октавный спектр Ka при уплотнении супесчанного грунта |
|
|
||||||
ВИ |
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
-2 |
|
|
|
|
|
|
|
|
|
-4 |
|
|
|
|
|
|
|
|
|
-6 |
|
|
|
|
|
|
|
|
f, Гц |
-8 |
|
|
|
|
|
|
|
|
|
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
|
|
|
ВИ(40 Гц) |
|
ВИ(50 Гц) |
ВИ(вибратор отключен) |
|
|
||
|
Рис. 5. 1/3- октавный спектр ВИ при уплотнении супесчанного грунта |
|
|
||||||
Lv, дБ |
|
|
|
|
|
|
|
|
|
120 |
|
|
|
|
|
|
|
|
|
115 |
|
|
|
|
|
|
|
|
|
110 |
|
|
|
|
|
|
|
|
|
105 |
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
95 |
|
|
|
|
|
|
|
|
|
90 |
|
|
|
|
|
|
|
|
|
85 |
|
|
|
|
|
|
|
|
f, Гц |
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
|
|
|
пол (40Гц) |
пол (50Гц) |
пол (вибратор отключен) |
|
|
|||
|
Рис. 6. 1/3 - октавный спектр виброскорости пола кабины при различных частотах |
|
|||||||
|
|
|
колебаний вибровальца на щебне |
|
|
|
|||
243
Ka |
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
1,8 |
|
|
|
|
|
|
|
|
|
1,6 |
|
|
|
|
|
|
|
|
|
1,4 |
|
|
|
|
|
|
|
|
|
1,2 |
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
0,8 |
|
|
|
|
|
|
|
|
|
0,6 |
|
|
|
|
|
|
|
|
|
0,4 |
|
|
|
|
|
|
|
|
|
0,2 |
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
f, Гц |
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
|
|
|
Ka(40 Гц) |
|
Ka(50 Гц) |
Ka(вибратор отключен) |
|
|
||
|
|
Рис. 7. 1/3- октавный спектр Ka при уплотнении щебня |
|
|
|
||||
ВИ |
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
-2 |
|
|
|
|
|
|
|
|
|
-4 |
|
|
|
|
|
|
|
|
|
-6 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
f, Гц |
25 |
|
||||||||
|
|
ВИ(40 Гц) |
ВИ(50 Гц) |
ВИ(вибратор отключен) |
|
|
|||
Рис. 8. 1/3- октавный спектр ВИ при уплотнении щебня
Необходимо обратить внимание на тот факт, что на высоких частотах более 80 Гц ВИ существенно снижается и становится отрицательной. Это означает, что упругие элементы виброизоляторов на частотах более 80 Гц становятся прозрачными для вибрационной энергии с короткой длиной волны.
Заключение. Как видно из представленных данных, в зависимости от режима работы виброкатка вибрация пола не остается постоянной и изменяется в соответствии с колебаниями вибровальца. Из этого следует, что с целью обеспечения безопасности работы оператора для каждого режима работы виброкатка необходимо изменять жесткость упругих элементов опорных связей кабины. Это можно осуществить с использованием виброизоляторов кабины, позволяющих дискретно изменять их жесткость в соответствии с режимом работы виброкатка. Такие виброизоляторы разработаны во ВГАСУ, новизна которых подтверждена патентом РФ на изобретение RU 2310781 C2.
Существуют и другие способы снижения вибрации передаваемой в пол кабины через опорные связи, например, применение двигателей и гидромашин с меньшей вибрацией или более точный расчет жесткости виброизоляторов в опорных связях рамы и энергетической установки, вибровальца и бугеля.
Последнее может быть осуществлено с использованием метода конечных элементов при оптимизации параметров виброизоляции [3].
244

Библиографический список
1.Уплотняющие машины. В.И. Ложечко, А.А. Шестопалов, В.И. Окунев, Р.Д. Окунев. ЗАО «Раскат», г. Рыбинск. – 2004. – 79 с.
2.Уплотнение и укладка. Теория и практика. Copyright Svedala Industri AB. Изд. Svedala Dynapac N IHCCCAPEN1. – 2000.– 89 с.
3.Ю. Ф. Устинов, А. А. Петранин, Е. Н. Петреня // Изв. вузов. Строительство. – 1998.
–N9. – с.86 – 95.
References
1.Compact machines. V.I. Lozhechko, A.A. Shestopalov, V.I. Okunev, R.D. Okunev. JSC «Raskat», c. Rybinsk. – 2004. – 79 p.
2.Compaction and paving. Theory and practice. Copyright Svedala Industri AB. Pub. Svedala Dynapac N IHCCCAPEN1. – 2000.– 89 p.
3.Y.F. Ustinov, А. А. Petranin, Е. Н. Petrenia // Notify high school. Construction. – 1998. – N9. – p.86 – 95.
УДК 621.791 |
|
Воронежский государственный |
Voronezh State University of Architecture |
архитектурно-строителъный университет |
and Civil Engineering |
Канд. техн. наук, доцент кафедры транс- |
Cand. Tech. Sc., assistant professor of Transport |
портных машин И.А. Фролов |
Machines Department I.A. Frolov |
Россия, г. Воронеж, тел. 8(4732)71-59-18 |
Russia, Voronezh, ph. 8(4732)71-59-18 |
И.А. Фролов
РАДИАЦИОННЫЙ НАГРЕВ ОТ ИНДУКТОРА ДЛЯ ПАЙКИ СТАЛЬНЫХ ДЕТАЛЕЙ
Рассмотрены вопросы получения тонкостенных двухоболочковых изделий с применением индукционного нагрева. Установлено, что предлагаемая селективная сборка обеспечивает высокое качество соединений.
Ключевые слова: тонкостенное двухоболочковое соединение, индукционный нагрев, селективная сборка.
I.A. Frolov
RADIATING HEATING FROM INDUCTOR FOR THE SOLDERING
OF STEEL DETAILS
Problems of obtaining thin-walled double-shell products using induction heating are considered. It has been found that the selective assemblage being proposed a high quality of connections.
Keywords: thin-walled double-shell product, induction heating, selective assemblage.
Пайка является сложным физико-химическим процессом получения неразъёмных соединений. В отличие от сварки плавлением, при котором происходит автономное расплавление материалов при их нагреве выше температуры ликвидуса, при пайке соединение
© Фролов И.А., 2009
245

осуществляется плавлением промежуточного металла (припоя) с последующим протеканием диффузионных процессов между жидким припоем и твёрдыми металлами соединяемых деталей. Основные закономерности образования паяных соединений изложены в работах [1,2].
Настоящая работа посвящена получению тонкостенных двухоболочковых деталей, профиль образующих которых близок к параболической кривой, а для пайки с общим нагревом изделия использован индукционный метод.
Одна из деталей гладкая изнутри (рубашка или «отверстие») выполнена из стали 10Х21H5T толщиной ~1,0 мм, а другая, внутренняя (оболочка или «вал») является более жесткой как за счёт рёбер, так и за счет механических свойств стали 10Х18H10T [3].
В процессе пайки гладкая оболочка плотно прижимается к ребристой разностью давлений: вакуума ~5 10 2 мм рт. ст. во внутренней полости узла и внешним атмосферным
инертного газа (аргон). При достижении температуры нагрева (~1220 10 °С) и времени выдержки (~600 с.) протекают диффузионные процессы между компонентами жидкого припоя и металлом деталей:
Q
D D0e RT
где D -коэффициент диффузии см2 / с; R -газовая const (1,987 г калатом ) ;
D0 - предэкспонентный множитель; T -температура, ° K ; Q -энергия активации.
Эти процессы возможны лишь при эквидистантности профилей поверхностей внутренней и внешней оболочек и плотном их контакте в процессе пайки. Однако, опытом производства установлено, что технологический процесс изготовления деталей связан с неизбежным допуском, величина которого для охватываемой детали (рубашка) неизбежно будет больше, чем для ребристой внутренней (оболочка).
Известно, что допуск крупногабаритных деталей может быть определён из выражения (TD – допуск размера, мкм ;):
TD a J
где a – число единиц допуска, зависящее от квалитета; J = 0,004 Dm + 2,1, мкм, единица допуска, где Dm – средний геометрический размер детали.
Внутреннюю деталь по форме близкую к конической изготовить много проще, для неё предусмотрено 16, а для наружной всего 3 основных отклонения [4].
В том случае, когда неизбежный зазор между деталями устраняется в момент расплавления припоя – создаются условия для недопустимого его скопления в каналах узла или тонкостенная оболочка образует складки (рис. 1 «а» и «б»).
а) |
б) |
Рис. 1. Дефекты паяной детали: а – скопления припоя в каналах (позитив с рентгеновского снимка); б – деформация тонкостенной оболочки
246
С целью уменьшения зазора между оболочками при сборке был внедрён метод групповой взаимозаменяемости. Его сущность заключалась в сортировке изготовленных деталей по группам в зависимости от их действительного размера и последующей сборке одноимённых размерных групп (селективная сборка). При тех же технологических допусках на детали селективная сборка значительно повышает точность сопряжения оболочек [5].
Из источников нагрева деталей под пайку был выбран индукционный способ, исключающий возможность теплового удара и неизбежного коробления тонкостенных оболочек [6].
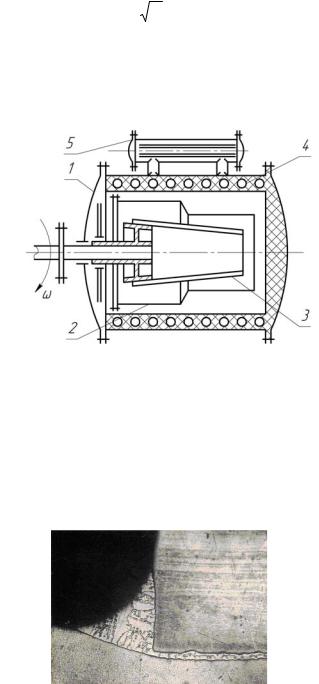
Собранная под пайку деталь (3) нагревалась до заданной температуры от стенок муфеля (2), в котором концентрировалось всё тепло от индуктора (4). Конструкция муфеля опытным путём определялась в зависимости от формы и размеров паяемой детали, а толщина его стенок назначалась в соответствии с глубиной проникновения переменного тока в малоуглеродистую сталь [7]:
h 600f , мм;
где h -глубинапроникновенияпеременноготокавсталь, мм; f -частотапеременноготока, Гц.
Нагрев выполнялся в атмосфере инертного газа (аргон) при вакуумировании внутренней поверхности узла. Конструкция печи (1) предусматривала холодильное устройство (5), соединённое с агрегатом нагрева. Это позволяло ускоренно охлаждать внутреннюю атмосферу печи и сокращать технологический цикл пайки (рис. 2).
Рис. 2. Принципиальная схема индукционного агрегата для пайки деталей
Качество паяных изделий контролировалось как неразрушающими методами (рентгенопросвечивание), так и выбранным от партии узлом, подвергнутому нагрузке до разрушения с последующим анализом паяных швов. Их подвергали металлографическому исследованию, которое выявляло структуру паяного шва и галтели соединения, обусловленные капиллярной способностью смачивания в вакууме жидким припоем поверхностей деталей при пайке (рис. 3).
Рис. 3. Паяное соединение ребристой детали с гладкой оболочкой
247
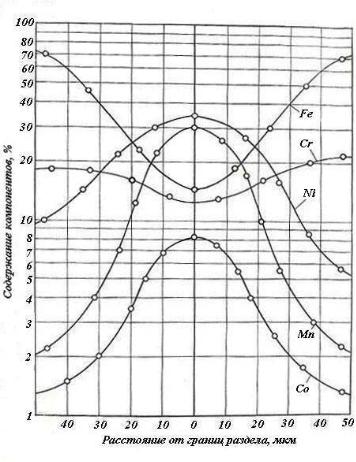
Микрорентгеноспектральный анализ подтвердил экспонентный характер распределения элементов припоя в паяном шве в соответствии с закономерностью растворно-диффузионных процессов взаимодействия жидкого припоя и твёрдого металла оболочек(рис. 4).
Рис. 4. Характер распределения элементов в паяном шве
Вывод. Селективная сборка оболочек при индукционной пайке обеспечивает высокое качество изделий.
Библиографический список
1. Лоцманов С.Н. Пайка металлов / С.Н. Лоцманов, И.Е. Петрушин. М.: Машино-
строение, 1996. 252 с.
2. Лашко С.В. Пайка металлов / С.В. Лашко, Н.Ф. Лашко, М.: Машиностроение, 1988. 376 с.
3. Химушин Ф.Ф. Жаропрочные стали и сплавы / Ф.Ф Химушин. М.: Металлургия, 1969. 750 с.
4. Радикевич Я.М. Метрология, стандартизация и сертификация / Я.М. Радкевич, А.Г. Схиртладзе, Б.И. Лактионов. М.: Высш. шк., 2007. 381 с.
5. Серый И.С. Взаимозаменяемость, стандартизация и технические измерения / И.С. Серый. М.: Агропромиздат, 1997. 368 с.
6. Бабат Г.И. Индукционный нагрев металлов и его промышленное применение / Г.И. Бабат. Л.: Энергия, 1965. 650 с.
7. Справочник по пайке / Под редакцией И.Е. Петрунина. М.: Машиностроение, 1984. 169 с.
References
1. Lotsmanov S.N. The soldering of metals / S.N. Lotsmanov, I.E. Petrushin. M.: Mechanical engineering, 1996. 252 p.
248

2. Lashko S.V. The soldering of metals / S.V. Lashko, N.F. Lashko, M.: Mechanical engineering, 1988. 376 p.
3. Himushin F.F. Heat resisting steels and alloys / F.F. Himushin. M.: Metallurgy, 1969.
4. Radikevich J.M. Metrology, standardization and certification / J.M. Radikevich, A.G. Shirtladze, B.I. Laktionov. M.: The higher school., 2007. 381 p.
5. Seryi I.S. Interchangeability, standardization and technical measurements / I.S. Seryi. M.: Agropromizdat, 1997. 368 p.
6. Babat G.I. Induction heating of metals and its industrial application / G.I. Babat. L.: Energiya, 1965. 650 p.
7. The directory under a ration / Under edition I.E. Petrunina. М.: Mechanical engineering, 1984. 169 p.
УДК 621 |
|
Воронежский государственный |
Voronezh State University of Architecture |
архитектурно-строительный университет |
and Civil Engineering |
Канд. техн. наук, доцент кафедры |
Ph.D., associate professor of Theoretical |
теоретической механики А.В. Черных; |
Mechanics Department A.V. Chernyh; |
Канд. физ.-мат. наук, доцент кафедры при- |
Ph.D., associate professor of Applied |
кладной информатики В.В. Черных |
Informatics Department V.V. Chernyh |
Россия, г. Воронеж, тел. 8(4732)71-52-02 |
Russia, Voronezh, tel. 8(4732)71-52-02 |
А.В. Черных, В.В. Черных
РАСЧЕТ УГЛОВОЙ СКОРОСТИ ВРАЩЕНИЯ МЕТАЛЛИЧЕСКОЙ КАПЛИ НА ТОРЦЕ ЭЛЕКТРОДА ПРИ ДУГОВОЙ СВАРКЕ ПЛАВЛЕНИЕМ
С ИСПОЛЬЗОВАНИЕМ ВНЕШНЕГО МАГНИТНОГО ПОЛЯ
Рассмотрена математическая модель формы поверхности электродной капли при дуговой сварке в магнитном поле. Получено уравнение для расчета угловой скорости вращающейся капли. Приведены результаты эксперимента, подтверждающие правильность полученного выражения.
Ключевые слова: дуговая сварка, угловая скорость, металлическая капля.
А.V. Chernih, V.V. Chernih
CALCULATION ANGULAR OF VELOCITY METALLIC DROP
ON BUTT-END ELECTRODE FOR ARC WELDING MELTING
WITH UTILIZATION OUTWARD ELECTROMAGNETIC FIELD
The questions dealing with the process of creating arc welding form drop under the influence of electromagnetic fields are studied. The relation for determining of the angular velocity drop is suggested. The calculation results with the experimental data are compared.
Keywords: arc welding, angular of velocity, metallic drop.
При дуговой сварке плавлением одной из важных характеристик процесса является скорость плавления электродного металла: от нее зависят производительность, качество, а также уровень вредного воздействия на окружающую среду. В работе [1] установлено, что
© Черных А.В., Черных В.В., 2009
249