

3.4. Расположение стенок отливки
Горизонтальное расположение стенок в отливке является очень невыгодным с точки зрения заполнения формы. Металл на своем пути встречает большие горизонтальные поверхности, наступает краткое замедление подъема уровня металла. Газовые пузыри, задерживаясь вблизи верхней плоскости стенки, захватываются металлом и образуют в отливке газовые раковины. Кроме того, металл в таких местах загрязняется шлаковыми включениями, засорами и т.д.
Конструкционные решения должны быть такими. Чтобы горизонтальных стенок было как можно меньше. Располагать горизонтальные стенки нужно в нижней части литой детали по отношению к заливке, либо наклонно.
В случае необходимости расположить значительную горизонтальную поверхность отливки в верхней части формы, рекомендуется изменить конструкцию отливки, заменив горизонтальную поверхность наклонными (рис. 3.6).
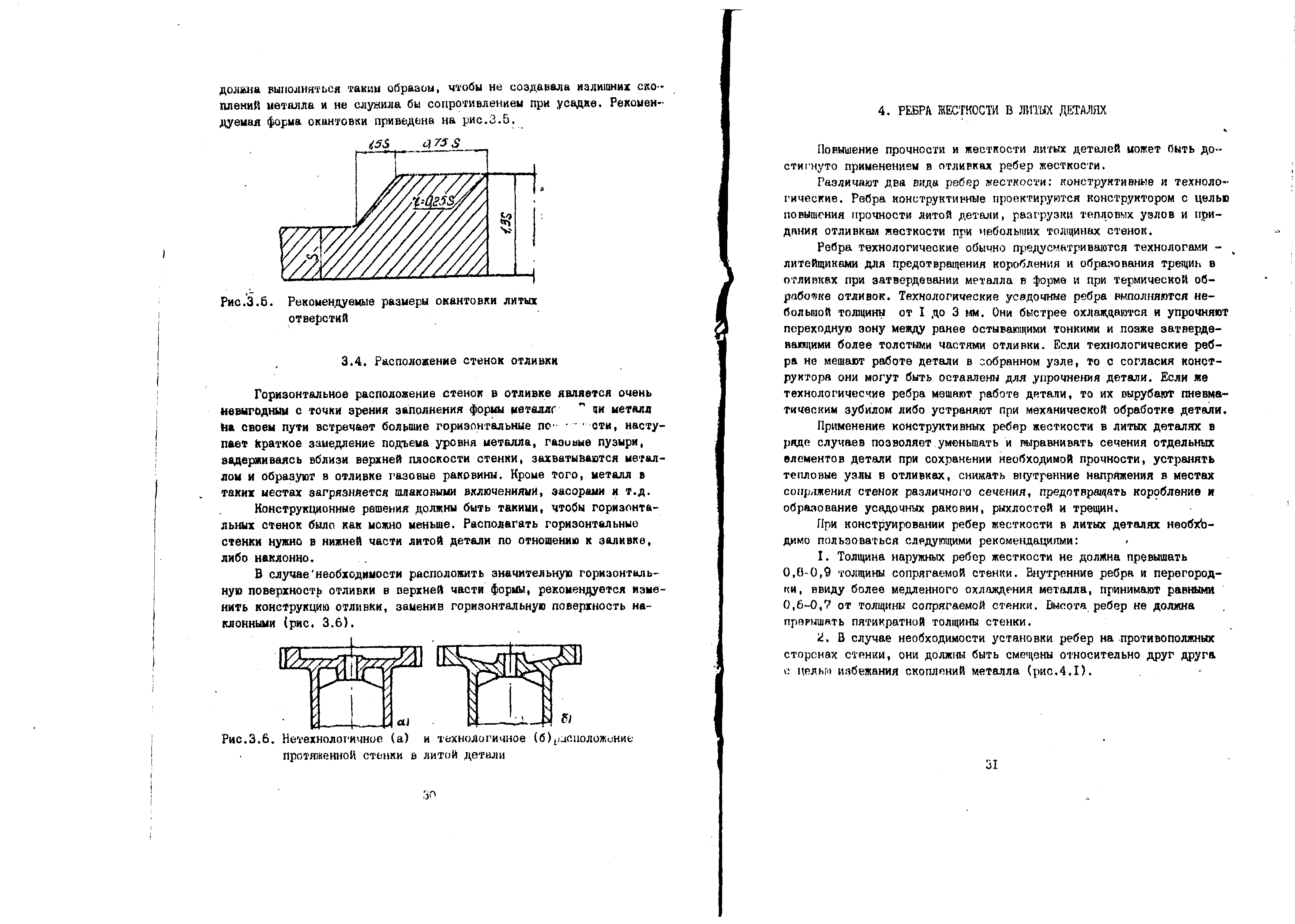
а
б
Рис. 3.6. Нетехнологичное (а) и технологичное (б) расположение протяженной стенки в литой детали
4. Ребра жесткости в литых деталях
Повышение прочности и жесткости литых деталей может быть достигнуто применением в отливках ребер жесткости.
Различают два вида ребер жесткости: конструктивные и технологические. Ребра конструктивные проектируются конструктором с целью повышения прочности литой детали, разгрузки тепловых узлов и придания отливкам жесткости при небольших толщинах стенок.
Ребра технологические обычно предусматриваются технологами-литейщиками для предотвращения коробления и образования трещин в отливках при затвердении металла в форме и при термической обработке отливок. Технологические усадочные ребра выполняются небольшой толщины от 1 до 3мм. Они быстрее охлаждаются и упрочняют переходную зону между ранее остывающими тонкими и позже затвердевающими более толстыми частями отливки. Если технологические ребра не мешают работе детали в забранном узле, то с согласия конструктора они могут быть оставлены для упрочнения детали. Если же технологические ребра мешают работе детали, то их вырубают пневматическим зубилом либо устраняют при механической обработке детали.
Применение конструктивных ребер жесткости в литых деталях в ряде случаев позволяет уменьшать и выравнивать сечения отдельных элементов детали при сохранении необходимой прочности, устранять тепловые узлы в отливках, снижать внутренние напряжения в местах сопряжения стенок различного сечения, предотвращать коробление и образование усадочных раковин, рыхлостей и трещин.
При конструировании ребер жесткости в литых деталях необходимо пользоваться следующими рекомендациями:
1. Толщина наружных ребер жесткости не должна превышать 0,8-0,9 толщины сопрягаемой стенки. Внутренние ребра и перегородки, ввиду более медленного охлаждения металла, принимают равными 0,6-0,7 от толщины сопрягаемой стенки. Высота ребер не должна превышать пятикратной толщины стенки.
2. В случае необходимости установки ребер на противоположных сторонах стенки, они должны быть смещены относительно друг друга с целью избежания скоплений металла (рис. 4.1).
Рис. 4.1. Размещение ребер местности на противоположных сторонах стенки
3.При оребрении больших плоскостей ребра располагают с учетом предохранения от возникновения скоплений металла в местах их сопряжений (рис. 4.2).
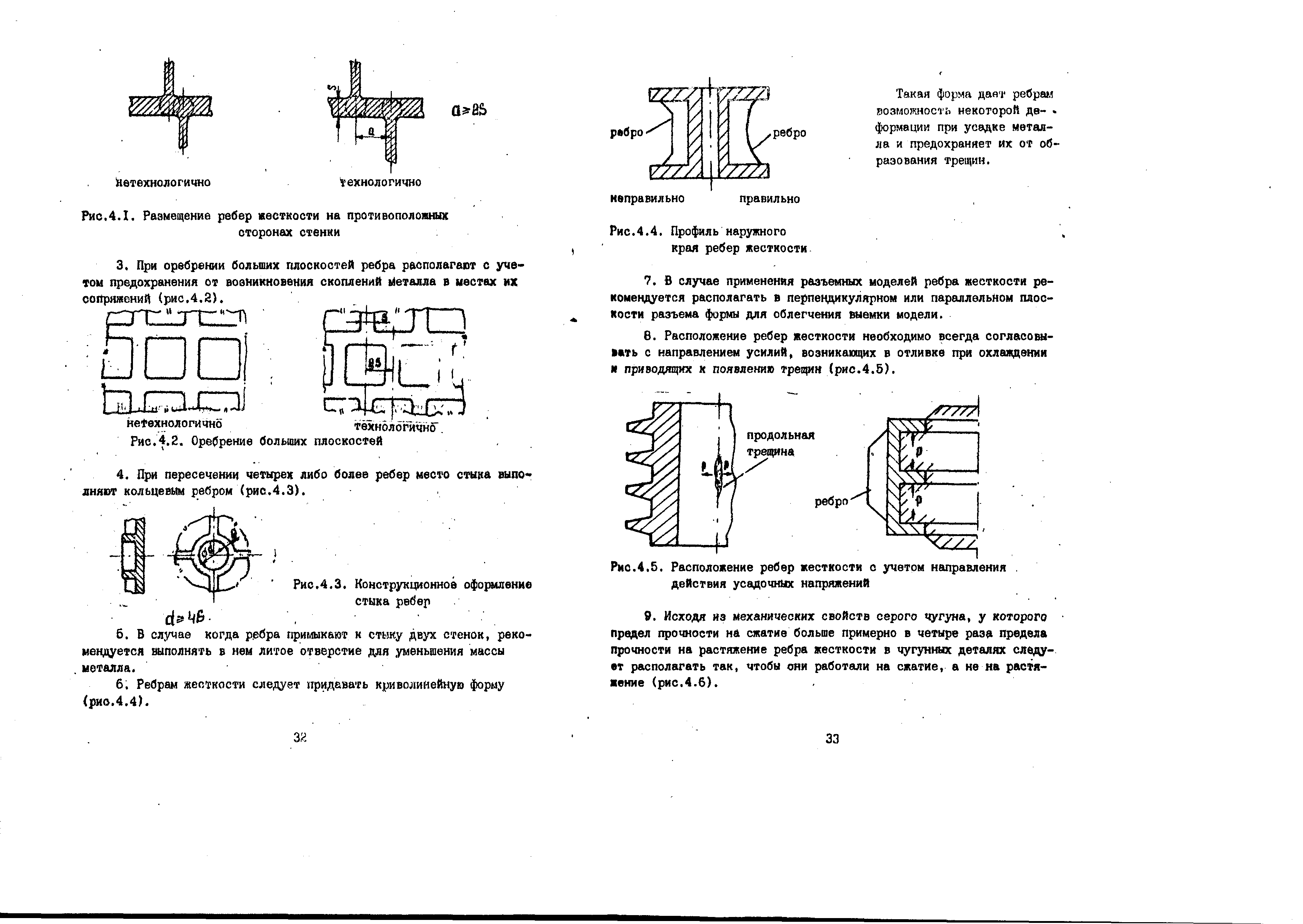
нетехнологично
технологично
Рис. 4.2. Оребрение больших плоскостей
4. При пересечении четырех либо ребер место стыка выполняют кольцевым ребром (рис. 4.3).

5. В случае, когда ребра примыкают к стыку двух стенок, рекомендуется выполнять в нем литое отверстие для уменьшения массы металла.
6. Ребрам жесткости следует придавать криволинейную форму (рис. 4.4).
Такая форма дает ребрам возможность некоторой деформации при усадке металла и предохраняет их от образования трещин.
7. В случае применения разъемных моделей, ребра жесткости рекомендуется располагать в перпендикулярном или параллельном направлении относительно плоскости разъема формы для облегчения выемки модели.
8.Расположение ребер жесткости необходимо всегда согласовывать с направлением усилий, возникающих в отливке при охлаждении и приводящих к появлению трещин (рис. 4.5).
Рис. 4.5. Расположение ребер жесткости с учетом направления действия усадочных напряжений
9. Исходя из механических свойств серого чугуна, у которого предел прочности на сжатие больше примерно в четыре раза предела прочности на растяжение ребра жесткости в чугунных деталях следует располагать так, чтобы они работали на сжатие, а не на растяжение (рис. 4.6).
Рис. 4.6.Конструкция кронштейна, находящегося под воздействием силы: а – неправильная; б – правильная