

2.5. Наружные приливы
При конструировании литых деталей большое внимание следует уделять форме и месту расположения наружных приливов: платиков, бобышек, буртов и т.п.
Желательно конструировать литую деталь с минимальным количеством наружных приливов, т.к. во многих случаях они затрудняют извлечение модели из формы, образуют узлы сосредоточения металла, являются причиной возникновения усадочных раковин и рыхлот (особенно при литье деталей из сплавов с большой объемной усадкой).
При конструировании наружных приливов необходимо учитывать следующие рекомендации:
1. Приливы целесообразно располагать так, чтобы поверхность разъема формы проходила по приливам. При этом условии модель свободно извлекается из формы без применения отъемных частей или стержней.
2.Располагать бобышки и приливы лучше всего на горизонтальных либо наклонных поверхностях, причем можно бобышки заменить приливами, чтобы они не препятствовали удалению модели из формы (рис.2.12).
3. При большом количестве разрозненных платиков одинаковых или разных по конфигурации расположенных вне разъема формы (рис. 2.13,а) их следует объединить по крайним точкам в один общий платик. Придав ему форму, удобную для извлечения модели (рис. 2.13,б).
4. Наименьшую высоту бобышек и платиков, обеспечивающую свободную механическую обработку их поверхности следует принимать согласно табл.2.2. Высота бобышек, платиков и других приливов не должна превышать толщину стенки, на которой они находятся.
5. Механически обрабатываемые поверхности бобышек и приливов не рекомендуется располагать на одном уровне, чтобы обеспечить обработку детали за один проход.
6. Бобышки и платики с обрабатываемыми поверхностями следует располагать на разных уровнях с необрабатываемыми поверхностями.
Правильно
Неправильно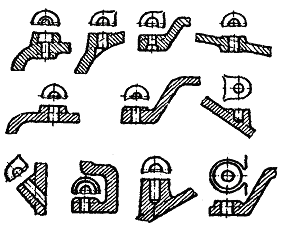
Рис. 2.12. Примеры расположения бобышек и приливов на отливке
б
а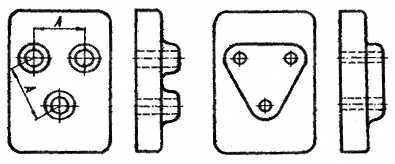
Рис. 2.13. Конструирование приливов и бобышек:
а - нетехнологичная конструкция;
б - технологичная конструкция
Таблица 2.2
Наименьшая высота бобышек и платиков
Наибольший габаритный размер детали, м-3 |
Наименьшая высота бобышки, м-3 |
Наибольший габаритный размер детали, м-3 |
Наименьшая высота бобышки, м-3 |
До50 50-250 250-500 500-750 750-1000 |
2 3 4 6 8 |
1000-1250 1250-1500 1500-1750 1750-2000 свыше 2000 |
10 12 14 16 20 |
7. Плоскости бобышек и приливов должны быть перпендикулярны оси отверстия.
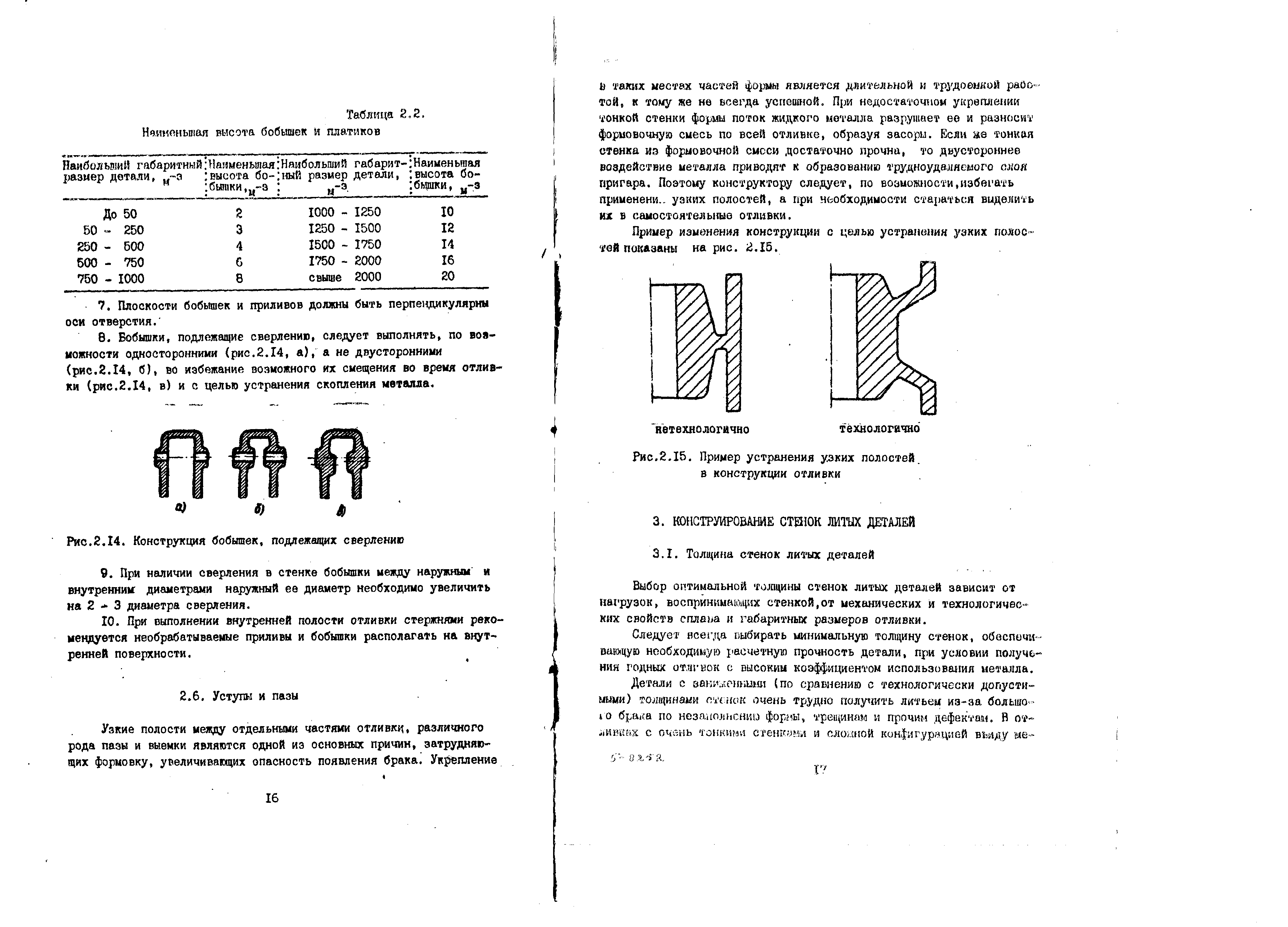
8. Бобышки, подлежащие сверлению, следует выполнять, по возможности односторонними (рис.2.14, а), а не двусторонними (рис. 2.14, б), во избежание возможного их смещения во время отливки (рис. 2.14, в) и с целью устранения скопления металла.
а
в
ба
Рис. 2.14. Конструкция бобышек, подлежащих сверлению
9. При наличии сверления в стенке бобышки между наружным и внутренним диаметрами наружный её диаметр необходимо увеличить на 2-3 диаметра сверления.
10. При выполнении внутренней полости отливки стержнями рекомендуется необрабатываемые приливы и бобышки располагать на внутренней поверхности.