

5.2. Конструирование отливок с учетом эффективности работы прибыли
Главным, наиболее эффективным способом предотвращения усадочных раковин непосредственно в отливке является установка прибылей.
Несмотря на то, что конструктор не оперирует непосредственно этим способом, он должен представлять его, чтобы технологически правильно оценить конструкции и, чтобы она была технологична к применению прибыли. Эффективность питания прибылью всех частей литой детали обеспечивается, прежде всего, соблюдением условия направленного затвердевания и определяется методом «выкатываемого круга». Метод заключается в том, что в утолщенное место вписывается круг, который затем, как бы выкатывается вверх, опираясь на необрабатываемую сторону стенки, и вкатывается в прибыль.
Направленное затвердевание можно достичь:
Изменением конструкции стен отливки при сохранении их функционального применения (рис. 5.3).
Рис. 5.3. Изменение конструкции стен отливки с учетом работы прибыли
2. Частичным изменением конфигурации отливки за счет прилива, который может остаться на отливке (рис. 5.4).
Рис. 5.4. Изменение
конфигурации отливки за счет прилива
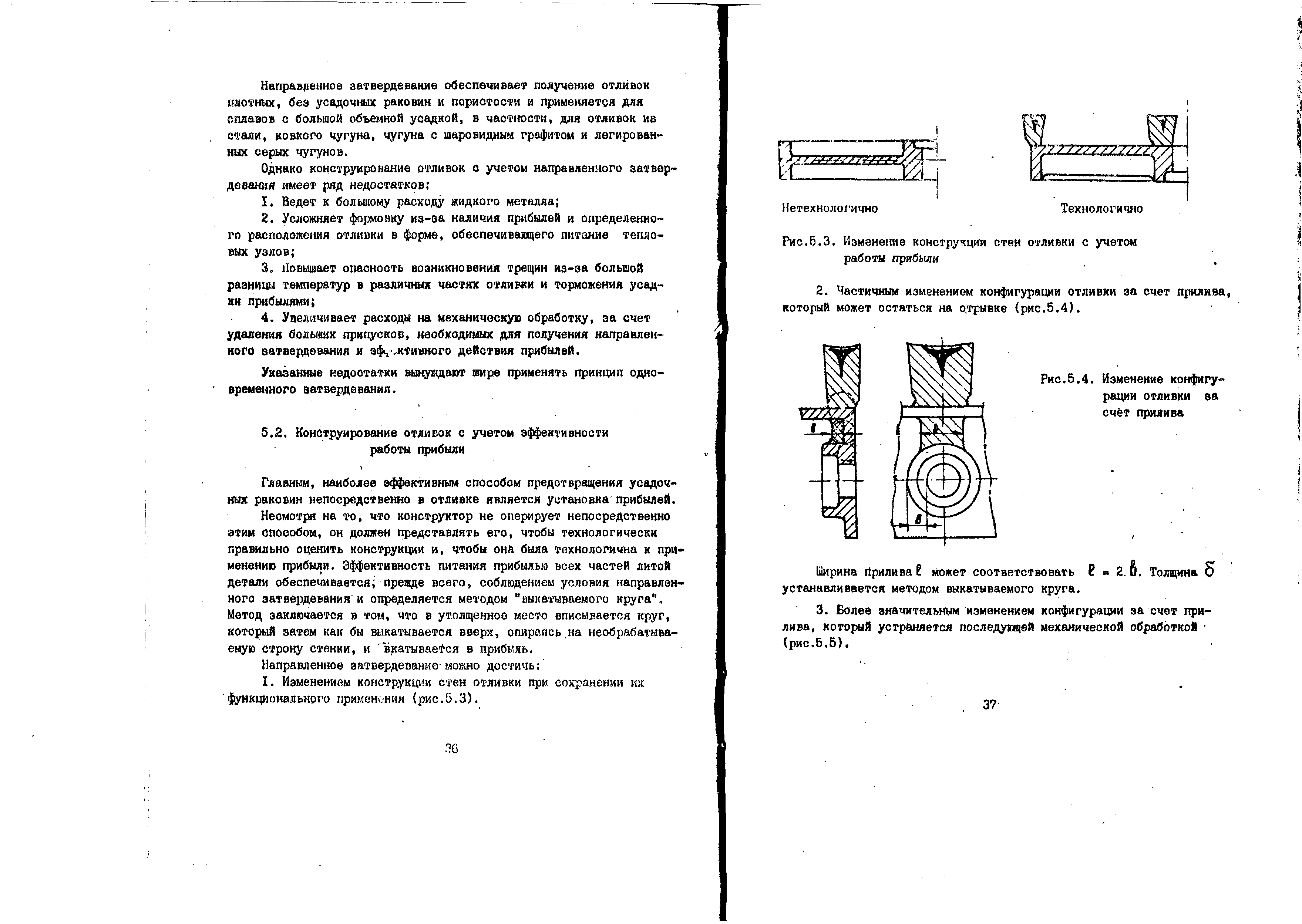
Ширина прилива l может соответствовать l= 2b. Толщина δ устанавливается методом вытыкаемого круга.
3. Более значительным изменением конфигурации за счет прилива, который устраняется последующей механической обработкой (рис. 5.5)
Рис. 5.5. Изменение конструкции отливки за счет прилива, устраняемого при механической обработке
При конструировании литой детали усиленной ребрами необходимо учитывать возможность эффективной работы прибыли. Для этого одно из ребер необходимо выполнять более толстым (рис. 5.6).
Рис. 5.6. Конструкция отливки, отвечающая принципу направленного затвердевания
При единичном производстве отливок не всегда являются экономически выгодными изменения конструкции, приводящие к увеличению объема механической обработки. В этих случаях с успехом можно использовать местное охлаждение тепловых узлов при помощи металлических холодильников. Холодильник должен быть размещен так, чтобы вызванный им в отливке процесс затвердевания перемещался (направленно) к месту расположения прибыли.
Холодильники устанавливаются с внешней стороны теплового узла и внутри теплового узла.
Пример экономичного использования холодильника показан на рис.5.7.
Рис. 5.7. Пример использования холодильника
6. Конструирование отливок с учетом предохранения их от деформаций и трещин
6.1. Литейные напряжения, деформации и трещины в отливках
Причиной деформаций отливок и образования в них трещин являются внутренние напряжения.
В зависимости от причин, которые вызывают напряжения, последние подразделяются на термические, усадочные или механические, и фазовые.
Термические напряжения возникают вследствие неодинаковой скорости охлаждения различных по толщине частей отливки и, в связи с этим, неравномерной усадкой. На рис.6.1 показано как деформируются балки таврового сечения, имеющие стенки разной толщины.
Усадочные напряжения вызываются сопротивлением формы или стержня. Это сопротивление препятствует свободной усадке отливки (механическое торможение усадки). Механическое торможение усадки незначительно в мелких и толстостенных отливках, но в тонкостенных и крупногабаритных отливках достигает настолько большей величины, что приводит к существенному уменьшению усадки и к возникновению трещин.

Рис. 6.1. Деформация стальных отливок таврового сечения под влиянием термических напряжений
Фазовые напряжения связаны с фазовыми превращениями и, вообще говоря, не велики и поэтому не оказывают существенного влияния на развитие внутренних напряжений. Исключения составляют серый чугун и чугун с шаровидным графитом, в которых выделение графита сопровождается увеличением объема и уменьшением усадки, что благоприятно сказывается на уменьшении внутренних напряжений.
Литейные напряжения G0 являются алгебраической суммой остаточных напряжений термических Gтерм, усадочных Gусад, и фазовых Gфаз.
G0=Gтерм+G усад+Gфаз
В таблице показаны знаки напряжений в зависимости от места их возникновения.
Знаки термических Gтерм, усадочных Gусад и фазовых Gфaз напряжений в зависимости от места их возникновения в отливках
Место возникновения |
Gтерм |
Gусад |
Gфaз |
||
перед выбивкой |
после выбивки |
превращение γ→α |
Графитизация |
||
В тонких сечениях и во внешних слоях отливки |
- |
- |
- или 0 |
+/- |
+ |
В толстых сечениях и во внутренних слоях отливки |
+ |
+ |
- или 0 |
-/+ |
- |
Примечание: (+) – растягивающие напряжения, (-) – сжимающие напряжения. |
|||||
Из таблицы видно, что термические напряжения вызывают сжатие в тонких сечениях отливки и растяжение в толстых её частях. Усадочные напряжения (перед выбивкой из формы) вызывают как в тонких, так и в толстых сечениях растягивающие напряжения, которые почти всегда исчезают после выбивки.
Разовые же напряжения, в зависимости от происходящих в сечениях отливки изменений, могут быть растягивающими и сжимающими. Напряжения, вызванные графитизацией, являются сжимающими в толстых сечениях и растягивающими – в тонких. В отливках из углеродистой стали преобладают термические напряжения, а в отливках из легированной стали большое значение имеют фазовые напряжения.
Большую опасность для отливок представляют случаи, когда отдельные виды напряжений имеют одинаковые знаки и суммируются. Так происходит в толстых сечениях, где суммируются термические и усадочные напряжения. Понятно, что чрезмерное утолщение сечений в этих случаях не только не полезно, но даже вредно.
Величина внутренних напряжений может измениться в широких пределах, в зависимости от разницы в толщине стенок отливки, от скорости охлаждения, от податливости формы и ряда других факторов. При этом возможны три случая: первый – когда величина внутренних напряжений не превышает предела упругости. В этом случае отливка не изменяет своих размеров и конфигурации. Второй - когда величина внутренних напряжений превышает предел упругости. Происходит деформация и коробление отливки. Третий – когда величина внутренних напряжений превосходит предел прочности металла. В этом случае образуются трещины или происходит полное разрушение отливки.
Общими мерами борьбы с развитием внутренних напряжений в отливке являются:
Создание равностенной конструкций отливок;
Равномерное охлаждение отливок в формах;
Плавные переходы от тонких сечений к толстым;
Создание конструкций, которые облегчают свободную усадку отливок.
При затвердевании равностенной отливки в форме отдача тепла и охлаждение происходит равномерно во всех частях отливки, поэтому внутренние напряжения минимальны. Однако следует иметь в виду, что и в совершенно равностенных отливках, вследствие разных условий охлаждения, возникают деформации и коробление. Так, например, квадратная плита в углах и по наружному краю охлаждается быстрее, чем в середине, а поэтому коробится, как показано на рис.6.2, а
Рис. 6.2. Деформация плиты под влиянием термических напряжений: а – гладкая плита; б – плита с отверстием; в – плита с ребром
Устранение коробления достигается ускорением охлаждения середины или охлаждением углов и краев плиты, для чего середина делается тоньше либо в ней предусматривается отверстие (рис. 6.2, б) или же края плиты утолщаются с помощью ребер (рис. 6.2., в).
Влияние резкого перехода от одних сечений к другим на деформацию и образование трещин особенно четко наблюдается на таких отливках, как шкивы и маховики.
Конструкция ременных шкивов состоит из тонкого обода, массивных спиц и ещё более массивной ступицы (рис. 6.3).

Рис. 6.3. Конструкция ременного шкива
Большая разница в сечении отдельных частей шкива вызывает термическое торможение усадки и связанные с ним значительные внутренние напряжения, к которым ещё добавляются напряжения, вызванные механическим торможением усадки, вследствие сопротивления, оказываемого формой. Обод затвердевает первым, усадка его затрудняется небольшим сопротивлением спиц и значительным сопротивлением формы, поэтому развивается не в полной мере.
Затем затвердевают и охлаждаются спицы, усадка которых развивается больше и предопределяет сопротивление обода. Спицы стремятся оторваться от обода и деформируют его, как показано на рис. 6.4.
Последней затвердевает и охлаждается ступица, её усадка увеличивает усилия направленные на отрыв спицы от обода. Эти усилия могут развиться до такой степени, что в спицах образуются трещины.
Для уменьшения внутренних напряжений в отливках типа шкивов, стремятся обеспечить более плавный переход от одного сечения к другому. С этой целью обод в месте сопряжения со спицами усиливают кольцевым утолщением (рис.6.5, а), в ступице делают внутреннюю выемку, уменьшающую скопление металла (рис.6.5,б), овальное сечение спиц заменяют более тонкостенным - двутавровым, либо делают шкив из двух половин (рис. 6.5,в).
Рис. 6.5. Конструктивные изменения, уменьшающие внутренние напряжения в шкиве: а – кольцевое утолщение; б – уменьшение толщины стенки ступицы; в – составной шкив
Кроме конструктивных изменений применяют и технологические мероприятия: предусматривают достаточно большие припуски на механическую обработку обода, ускоряют охлаждение ступицы в форме.
В маховиках самой массивной частью является обод; спицы и ступица делаются значительно тоньше (рис.6.6,а).
Рис. 6.6. Маховик с толстым ободом и тонкими спицами: а – отливка маховика; б – деформация маховика, для компенсации которой ступицу разделяют на части (в)
Первыми затвердевают и охлаждаются спицы и ступица. Поэтому вначале затвердевания и охлаждения обода усадка встречает значительное сопротивление со стороны спиц и поэтому обод деформируется. Как показано на рис. 6.6,б. С дальнейшим развитием усадки обода тонкие спицы подвергаются такому давлению, что в них образуются трещины. Возможно образование трещин и в ободе.
Чтобы избежать деформации обода и трещин в спицах рекомендуется в ступицах маховиков делать разрезы (рис. 6.6, в) и затем производить горячую насадку стальных колец, которые стягивают ступицу и обеспечивают прочность конструкции.
В шкивах, маховиках, шестернях небольшого диаметра (до 300 мм) рекомендуется применять изогнутые спицы, которые при усадке обода несколько деформируются и, тем самым, резко снижают внутренние напряжения (рис. 6.7).
Рис. 6.7. Напряжения в колесах с прямым и изогнутыми спицами (ковкий чугун)
Уменьшение деформации обода маховиков можно достигнуть путем увеличения числа спиц. Однако из-за увеличения веса отливки этот способ имеет ограниченное применение. Более рациональным решением будет замена спиц диском, соединяющим обод со ступицей, чем достигается равномерная усадка на всей окружности обода.
Конструкция литых деталей должна допускать разгрузку от внутренних напряжений за счет незначительной деформации стенок. Поэтому литым деталям со стенками значительной протяженности следует придавать не плоскую, а прогнутую форму (рис.6.8).
Рис. 6.8. Нетехнологичная (а) и технологичная (б) конструкция корпуса паросборника
Кроме того, вместо сплошной стенки целесообразно выполнять стенку с разгружающими окнами. Разгружающие окна в стенках отливки необходимо делать овальными с расположением большой оси поперек максимальных растягивающих усадочных усилий. Лишь в крайних случаях можно выполнять круглые окна, так как они слабо деформируются, края окон обязательно должны окантовываться.
Коробление литых деталей можно уменьшить увеличением жесткости отливок с помощью конструктивных и технологических ребер. В дальнейшем, после снятия внутренних напряжений в отливках, технологические ребра срезают при механической обработке.