

2.3. Конструктивные уклоны вертикальных стенок
Для облегчения
удаления модели из формы её боковые
поверхности, перпендикулярные к плоскости
разъема, выполняются с уклоном, называемого
конструктивным. Конструктивные уклоны
на чертежах указываются величиной α в
мм или отношением
![]() .
Рекомендуемая величина конструктивных
уклонов приведена в табл. 2.1.
.
Рекомендуемая величина конструктивных
уклонов приведена в табл. 2.1.
Угол наклона конструктивного уклона местных невысоких утолщений стенок (бобышек, приливов, планок) рекомендуется увеличивать до 30º-50º (рис. 2.6).
Правильный выбор величины и направления конструкт уклонов позволяет установить наиболее рациональную толщину стенок отливки, обеспечивающую минимальный расход материала.
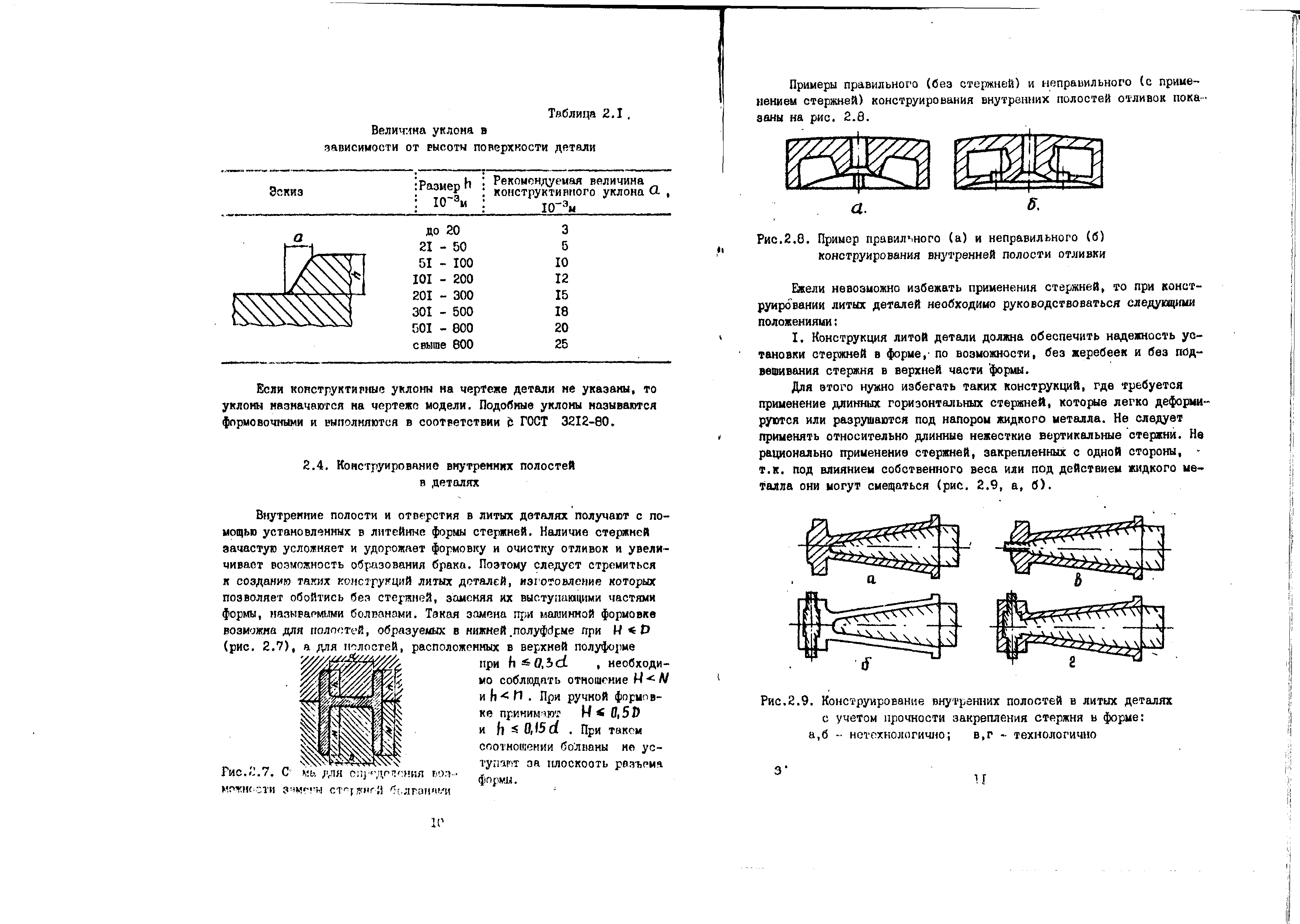
Если конструктивные уклоны на чертеже детали не указаны, то уклоны назначаются на чертеже модели. Подобные уклоны называются формовочными и выполняются в соответствии с ГОСТ 3212-92.
Таблица 2.1
Величина уклона в зависимости от высоты поверхности детали
Эскиз |
Размер h 10-3м |
Рекомендуемая величина конструктивного уклона a, 10-3м |
|
До 20 21-50 51-100 101-200 201-300 301-500 501-800 Свыше 800 |
3 5 10 12 15 18 20 25 |
2.4. Конструирование внутренних полостей в деталях
Внутренние полости и отверстия в литых деталях получают с помощью установленных в литейные формы стержней. Наличие стержней зачастую усложняет и удорожает формовку и очистку отливок и увеличивает возможность образования брака. Поэтому следует стремиться к созданию таких конструкций литых деталей, изготовление которые позволяет обойтись без стержней, заменяя их выступающими частями формы, называемыми болванами. Такая замена при машинной формовке возможна для полостей, образуемых в нижней полуформе при H≤D (рис2.7), а для полостей расположенных в верхней полуформе при необходимости соблюдать отношение h≤0.3d, необходимо соблюдать отношение H<N и h<n. H≤0,5D и h≤ 0,15d. При таком соотношении болваны не уступают за полость разъема формы.
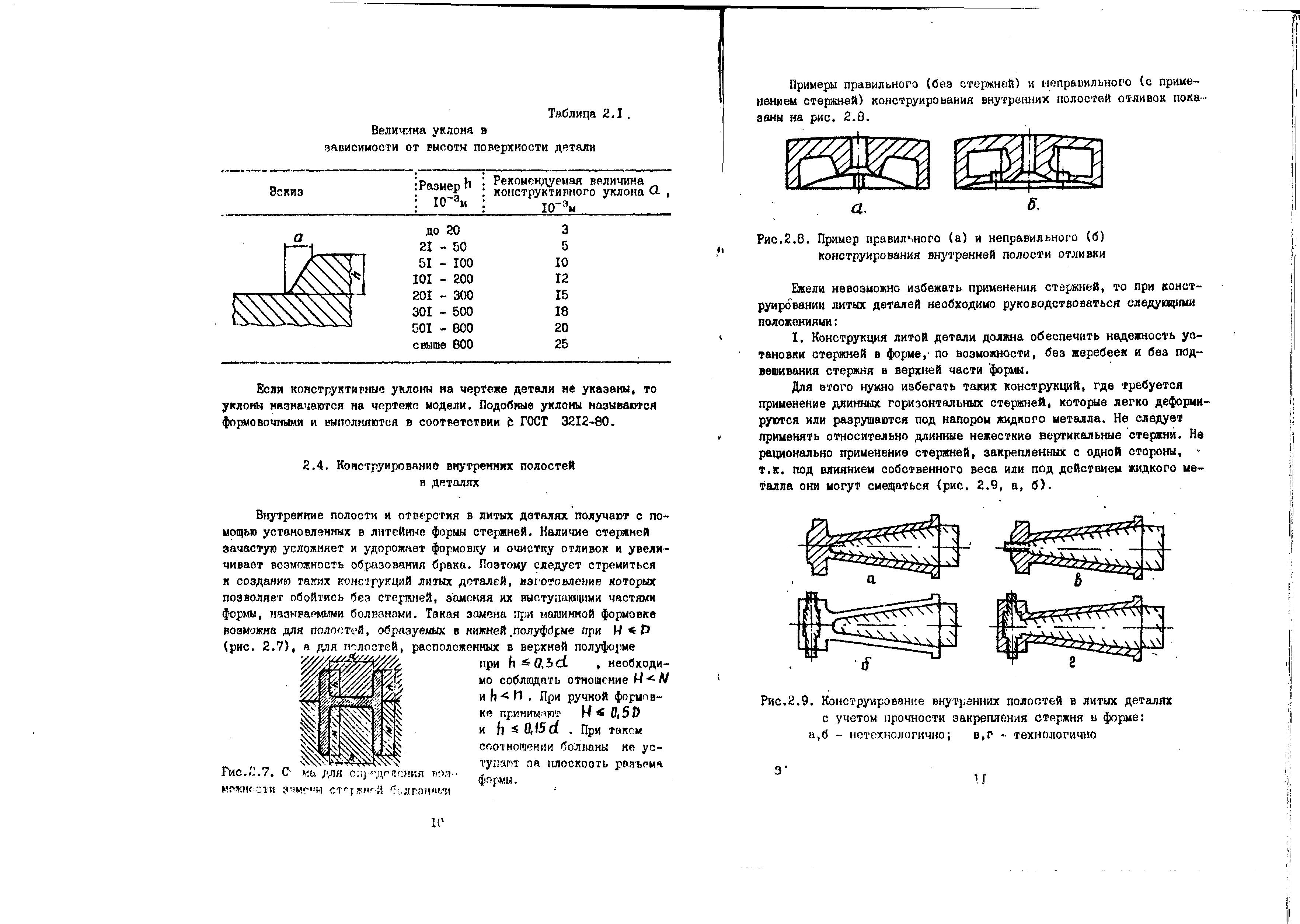
Рис. 2.7. Схема для
определения возможности замены стержней
болванами
Примеры правильного ( без стержней) и неправильного (с применением стержней) конструирования внутренних полостей отливок показаны на рис. 2.8
а
б
Рис. 2.8. Пример правильного (а) и неправильного (б) конструирования внутренней полости отливки
Если невозможно избежать применения стержней, то при конструировании литых деталей необходимо руководствоваться следующими положениями:
1. Конструкция литой детали должна обеспечить надежность установки стержней в форме, по возможности, без жеребеек и без подвешивания стержня в верхней части формы.
Для этого нужно избегать таких конструкций, где требуется применение длинных горизонтальных стержней, которые легко деформируются или разрушаются под напором жидкого металла. Не следует применять относительно длинные вертикальные стержни. Не рационально применение стержней, закрепленных с одной стороны, так как под влиянием собственного веса или под действием жидкого металла они могут смещаться (рис. 2.9, а, б).
а
в
б
г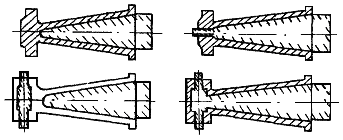
Рис. 2.9. Конструирование внутренних полостей в литых деталях с учетом прочности закрепления стержня в форме: а, б – нетехнологично; в, г – технологично
В этом случае для устранения перекоса стрежня в форме рекомендуется предусматривать дополнительное технологическое отверстие в детали для более надежного закрепления стержня на двух или трех знаковых опорах (рис. 2.9, в, г), с последующей, если это необходимо, установкой заглушек.
Нужно помнить, что установка стержней на жеребейках нежелательна, т.к. они не всегда свариваются с основным металлом.
2. Конструкция отливки должна обеспечить свободное и легкое удаление газов из стержней.
Поэтому в отливке следует предусматривать отверстия, допускающие устройство каналов, выводящие газ кратчайшим путем. Каналы должны быть достаточного сечения и не иметь поворотов, оказывающих большое сопротивление выходящим газам.
На рис 2.10, а показан барабан, внутренняя полость которого выполняется стержнем. Газы из стержня выводятся через отверстие 1 размещенное неправильно, т.к. газы должны отводиться с самых верхних точек стержня, как показано на рис. 2.10, б (отверстие 3).
б
а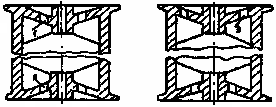
Рис. 2.10. Конструкция барабана: а – неправильная; б – правильная
Для определения суммарной площади технологических и конструктивных отверстий (м2), предназначенных для отвода газа из внутренних стержней отливок предложена формула
![]()
![]()
где Р – вес стержня в кг;
q1 – наибольшая допустимая газотворность стержня м3/кг;
q2 – остаточная газотворность отработанной смеси после выбивки стержня в м3/ кг;
nт – количество технологических отверстий;
nк – количество конструктивных отверстий;
fт – площадь одного технологического отверстия;
fк – площадь одного конструктивного отверстия;
Q – количество газа ( м3), проходящего через 1 м2 площади отверстий.
3. Конструкция отливки должна позволять свободно удалять из внутренних полостей стержневую смесь и каркасы.
Необходимость удаления стержней из отливок требует придания им, а следовательно и внутренним полостям, соответствующей формы и размеров.
Тонкостенные стрежни сложны в изготовлении и трудно удаляются из отливок. Еще больше усложняет очистку, так называемая, металлизация стержней. Возможность металлизации тем больше, чем меньше стержень и больше толщина стенки отливки, выше температура и жидкотекучесть металла. Поэтому толщина стержней длиной 100 мм при отливке деталей из черных сплавов должна быть не менее 10 мм. Короткие участки детали могут иметь толщину стержней 8 мм и в отдельных впадинах длиной не более двух толщин наиболее массивной стенки- 6 мм. Для цветных сплавов минимальная толщина стержней составляет соответственно 8, 6, 4 мм.
4. Очертание внутренних полостей проектируют так, чтобы хотя бы одна сторона была плоской для удобства машинного изготовления и транспортирования.
5. Рекомендуется избегать в стержнях большого количества выступающих частей, тормозящих усадку и создающих внутренние напряжения в отливке, являющиеся иногда причиной трещин в литых деталях (рис. 2.11).
а
б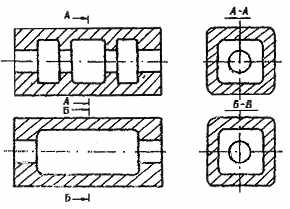
Рис. 2.11. Проектирование внутренней полости с учетом уменьшения напряжений в литой детали: а – неправильная; б – правильная.