

2. Конструирование литых деталей с учетом требований технологии изготовления литейных форм
2.1. Выбор габаритов литой детали
В современном литейном производстве около 60 % всех отливок производится в песчаных формах с применением машинной формовки. Машинная формовка обеспечивает высокую производительность труда, необходимую точность размеров и качество поверхности отливок.
Возможность изготовления форм машинной формовкой определяется размерами рабочего стола формовочных машин. Поэтому при конструировании, габаритные размеры литых деталей следует выбирать такими, чтобы они вписывались в размеры опок, размещаемых на рабочих столах соответствующих формовочных машин.
Наиболее распространенные в литейном производстве формовочные машины имеют размеры рабочих столов, на которых могут размещаться опоки размерами «в свету», мм, :
длина от 500 до 2500
ширина от 400 до 2500
высота от 150 до 800
Этими размерами и следует руководствоваться при выборе габаритов литых деталей.
2.2. Внешняя форма деталей
Важнейшим фактором, определяющим технологичность литой детали, является общая форма или конфигурация отливки. В зависимости от конфигурации отливки выбирается способ формовки, расположение разъема модели и формы, размеры опок, количество стержней и их границы, место подвода металла, конструкция и размеры литниковой системы. Поэтому литые детали должны быть по возможности компактными и представлять в своей основе простую геометрическую фигуру или сочетание правильных геометрических фигур. Такие элементы детали как ребра, фланцы, бобышки должны быть подчинены общему построению основной части отливки. С целью облегчения формовки, уменьшения внутренних напряжений при усадке выступающие части, имеющиеся почти в каждой отливке, следует доводить до минимальных размеров. Кроме того, следует избегать расположения в одном направлении выступающих частей отливки на поверхности. Рекомендуется располагать их таким образом, чтобы не было торможения формой усадки металла (рис. 2.1).
нетехнологично
технологично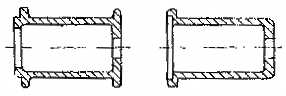
Рис. 2.1. Расположение выступающих частей на поверхности отливки
Выступающие части целесообразно переносить внутрь отливки, где они могут выполняться одним и тем же стержнем, образующим внутреннюю полость отливки (рис. 2.2).
нетехнологично
технологично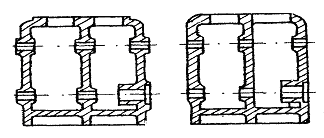
Рис. 2.2. Изменение конфигурации отливки для упрощения формовки
Возможность свободного извлечения модели из формы определяется по «методу теней». Для этого мысленно освещают литую деталь параллельными световыми лучами перпендикулярно плоскости разъёма формы. При наличии теневых участков в литой детали (рис. 2.3) извлечь модель из формы невозможно: теневые участки образуются при неправильном расположении выступающих платиков, бобышек, ребер, уклонов стенок и поднутрений у детали. Изготовление формы для таких отливок требует применения отъемных частей у модели или установку в форме специальных стержней. Отливки без теневых участков имеют упрощенную внешнюю форму, менее трудоемки в изготовлении по сравнению с отливками, имеющими теневые участки.
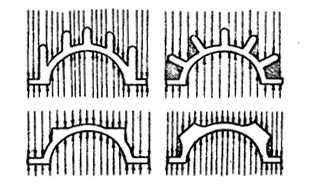
Рис. 2.3. Проверка конструкции деталей на возможность свободного извлечения модели из формы
Необходимо избегать соединения в одной отливке крупных толстостенных корпусов и мелких элементов, требующих точности выполнения. В этом случае сложную отливку целесообразно разделить на несколько простых и затем присоединить их к основному корпусу сваркой, шпильками или болтами.
Наружная конфигурация литой детали должна обеспечивать при формовке минимальное количество разъемов модели и формы, причем поверхность разъема модели для удобства формовки рекомендуется располагать в одной плоскости (рис. 2.4).
технологично
нетехнологично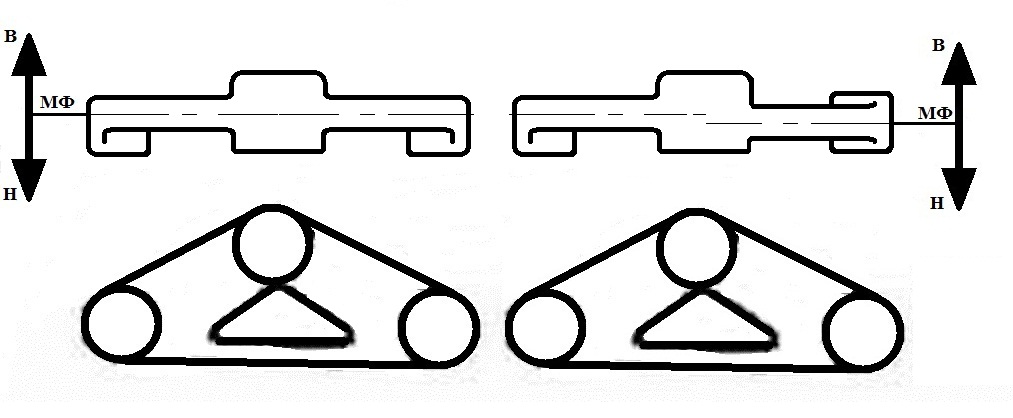
Рис. 2.4. Разъем модели в зависимости от конструкции отливки
При определении поверхности разъема формы необходимо помнить, что для достижения точности размеров отливки и для предотвращения возможного смещения одной половины формы по отношению к другой, более целесообразна формовка по цельной неразъемной модели. При этом модель, если возможно, целиком помещается в одной (лучше всего в нижней) части формы. Осуществить это мероприятие в некоторых случаях можно небольшим изменением очертания детали (рис. 2.5)
нетехнологично
технологично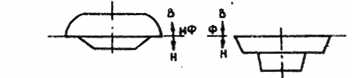
Рис. 2.5. Разъем формы в зависимости от конструкции отливки
Выбор разъема модели определяет базу для её приготовления. Эту базу для изготовления модели надо обязательно стремиться сделать общей с базой для механической обработки отливки.