

4.4.3. Действительный и предельные размеры. Допуск размера
Действительным размером (DД, dД) называется размер, установленный измерением детали с допускаемой погрешностью.
Два предельно допустимых размера, между которыми должен находиться действительный размер годной детали, называются предельными размерами. Деталь считается годной и в том случае, если действительный размер равен предельному. Больший из двух предельных размеров называется наибольшим предельным размером (Dmax, droax), меньший — наименьшим предельным размером (Dmin, dmax).
Разность между наибольшим и наименьшим предельными размерами называется допуском размера:
для отверстия
![]()
для вала
![]()
Допуск является мерой точности размера. Чем меньше допуск, тем выше требуемая точность детали, тем меньше допускается колебание действительных размеров деталей и; следовательно, колебание зазоров или натягов в соединении. И, наоборот, низкая точность характеризуется большим допуском. Допуск непосредственно влияет на трудоемкость изготовления и себестоимость деталей. Чем больше допуск, тем проще и дешевле изготовление. От допуска в значительной степени зависит выбор оборудования и средств контроля, разрядность рабочей силы, производительность обработки.
4.4.4. Основные положения и определения есдп
Для обозначения наружных (охватываемых) поверхностей элементов деталей применяются термин – вал, для внутренних (охватывающих) – термин отверстие.
Размер – числовое значение линейной величины в выбранных единицах измерения.
Действительный размер – размер, устанавливаемый с допустимой погрешностью.
Предельные размеры – два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Наибольший предельный размер – больший из двух предельных размеров.
Наименьший предельный размер – меньший из двух предельных размеров.
Номинальный размер – размер, который служит началом отсчета отклонений и относительно которого определяются предельные размеры.
Общий номинальный размер для отверстия и вала, составляющих соединение, называют номинальным размером соединения.
Номинальный размер указывается на чертежах деталей и сборочных единицах.
Отклонение – алгебраическая разность между размером (действительным, предельным и т.д.) и соответствующим номинальным размером.
Действительное отклонение – алгебраическая разность между размерами – действительным и номинальным.
Предельное отклонение – алгебраическая разность между предельным и номинальным размерами.
Различают верхнее и нижнее отклонения.
Верхнее отклонение – алгебраическая разность между наибольшим предельным и номинальным размерами. Верхнее отклонение отверстий обозначают буквами ES, вала – es.
Нижнее отклонение – алгебраическая разность между наименьшим предельным и номинальным размерами. Нижнее отклонение обозначается буквами EI для отверстий, для вала – ei.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладывается отклонение размеров при графическом изображении допусков и посадок.
Допуск – разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями.
Поле допуска – поле, ограниченное верхним и нижним отклонениями. Положение поле допуска относительно нулевой линии играет первостепенную роль в построении системы допусков и посадок.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю, обозначаются такие отверстия буквой H (рис. 18).
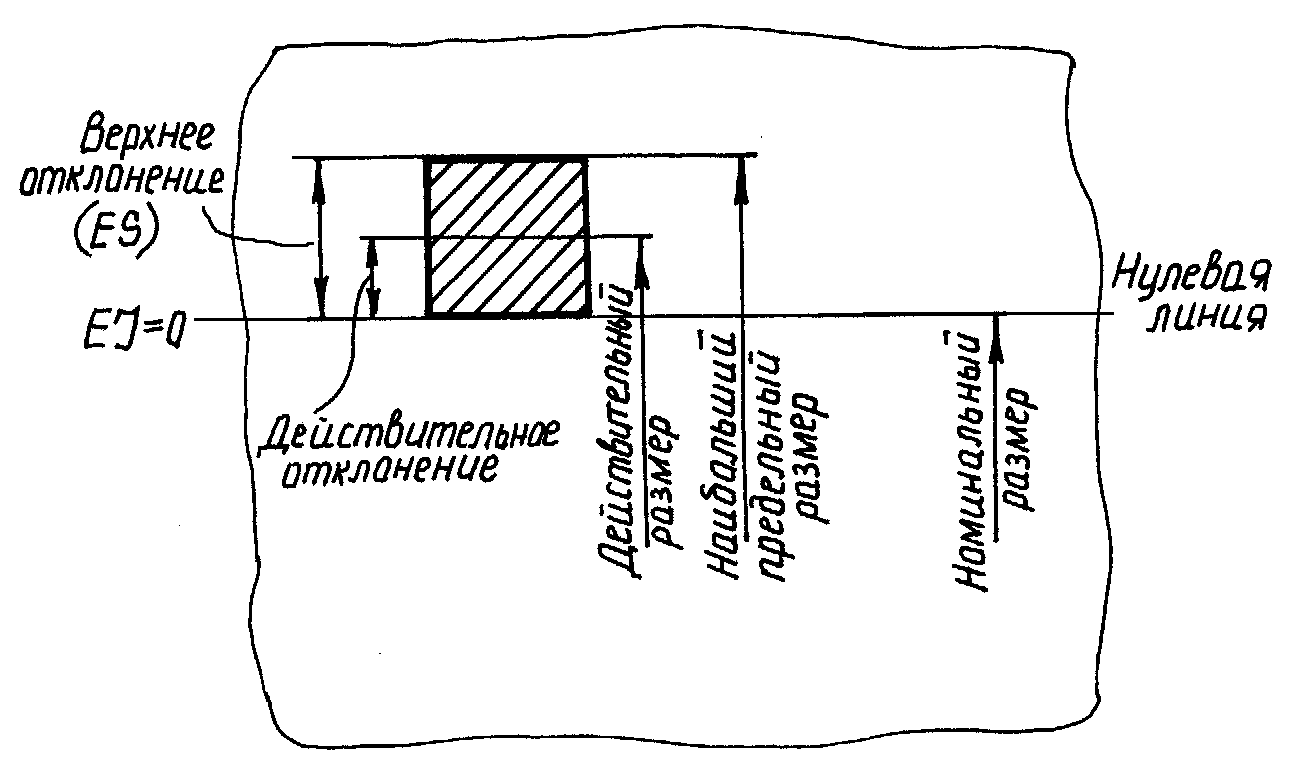
рис. 18. Иллюстрация понятия основного отверстия
Вал, верхнее отклонение которого равно нулю, называют основным валом и обозначают буквой h (рис. 19).
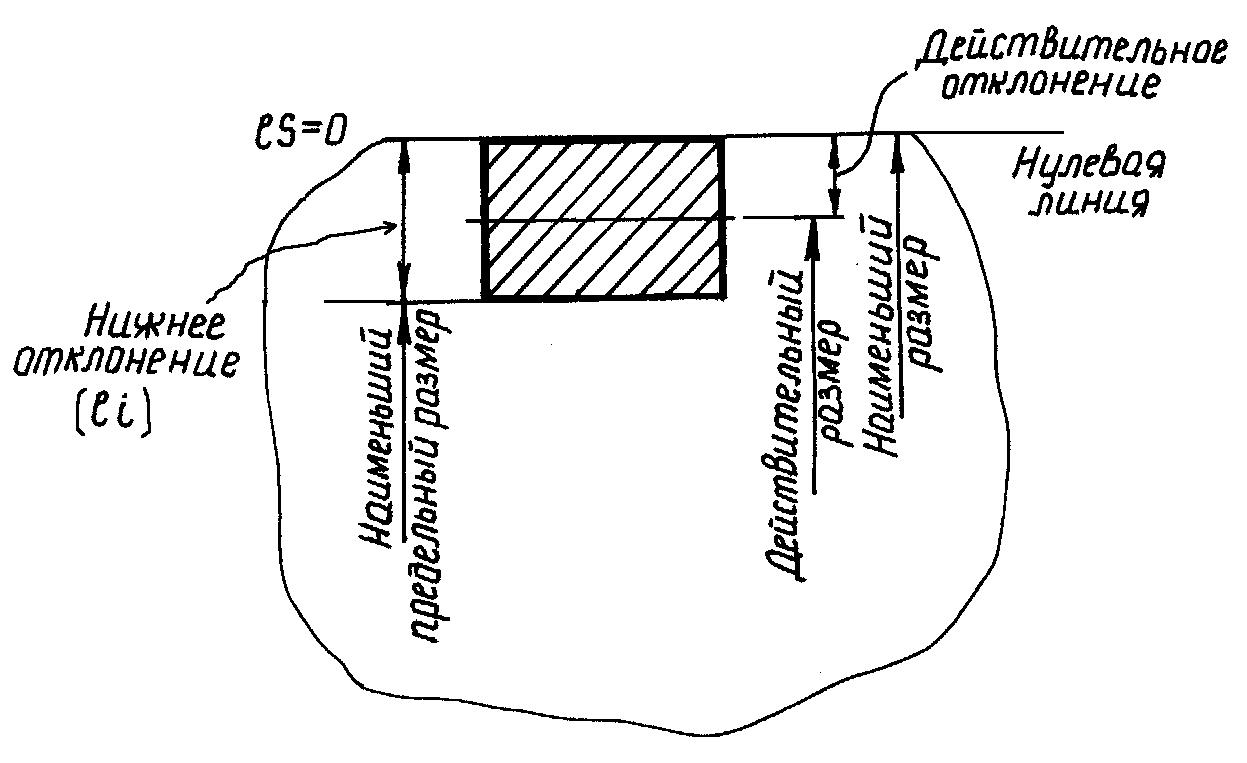
рис. 19. Иллюстрация понятия основного вала
Кроме основных отверстий и валов может быть построена целая система отверстий и валов, у которых все (или хотя бы одно) предельные отклонения отличны от нуля.
Для обозначения таких отверстий в ЕДСП (ISO) используются прописные буквы латинского алфавита от A до Z, а для обозначения валов строчные буквы от a до z.
На рис. 20 представлено положение полей допусков таких отверстий и валов относительно нулевой линии.
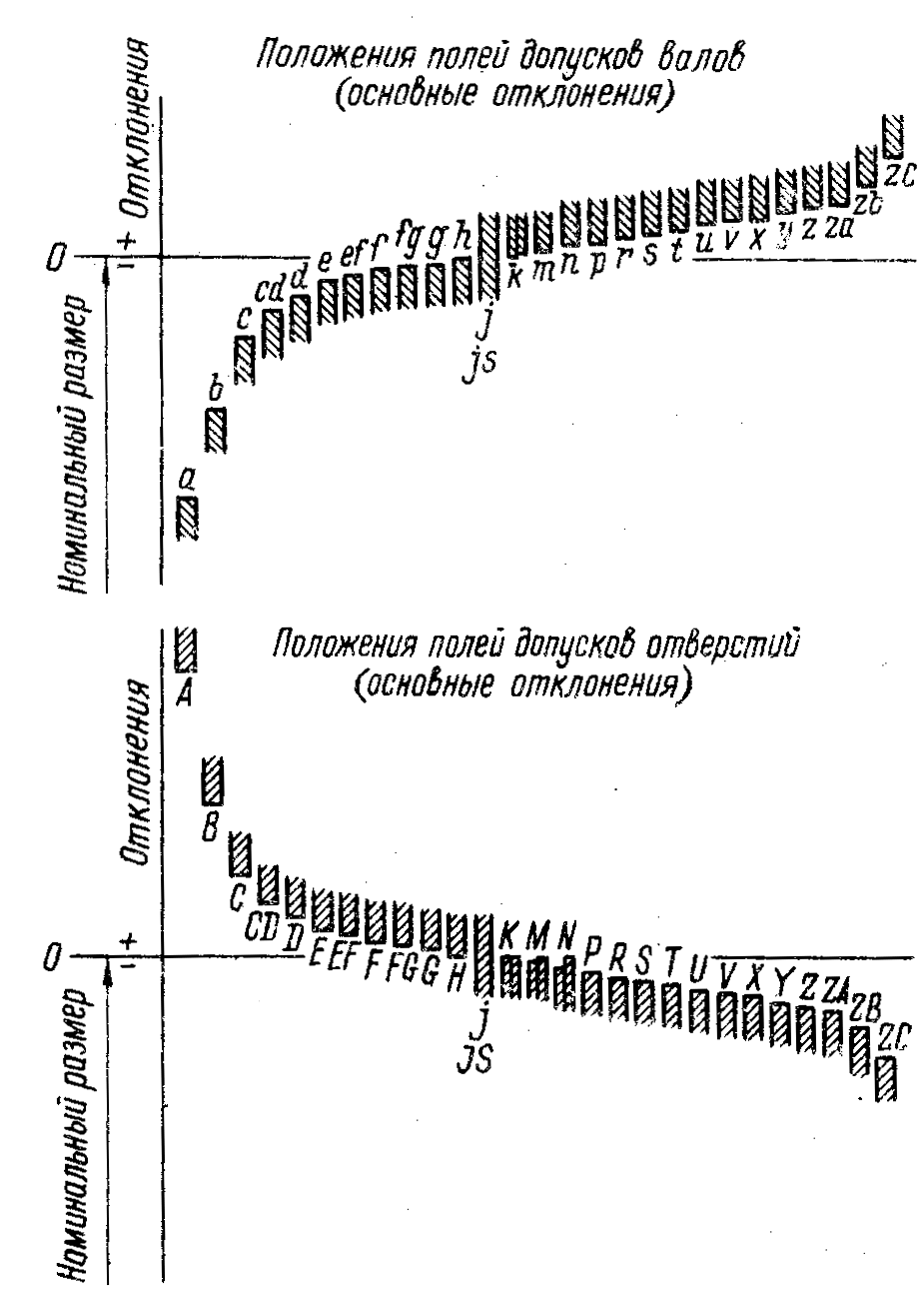
рис. 20. Положение полей допусков
относительно нулевой линии
Из рис. 20 а видно, что все отверстия от A до G имеют нижнее отклонение EJ > 0, а отверстие от M до ZC имеют верхнее отклонение ES < 0.
Тоже можно сказать о валах (рис. 20 б). Все валы от a до q имеют отрицательное верхнее отклонение es < 0, а валы от k до zc имеют положительное нижнее отклонение.
Для обеспечения одинаковой степени точности сопрягаемых деталей с различными номинальными размером в ЕСТП (JSO) вводится еще одно очень важное понятие – квалитет.
Квалитет – совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
В ЕДСП установлены 19 квалитетов для размеров менее 3150 мм. С увеличением порядкового номер квалитета величина допуска увеличивается.
Как для основных отверстий так и для основных валов численная величина допуска будет зависеть от номинального размера так и от порядкового номера квалитета.
Например, предельные отклонения двух основных отверстий Æ10Н7 и Æ100Н7 вычисленных по 7 квалитету будут согласно ЕСТП (ISO) равны:
10![]() и 100
и 100![]() .
.
Количество квалитетов (рядов допусков) используемых в общем машиностроении значительно меньше. Квалитеты 01, 0, 1, …, 5 в основном предназначены для калибров, концевых мер длины, особо точных деталей. Размеры сопрягаемых деталей как правило выполняются с отклонениями по 5, 6, 7 квалитетам. 10, 11, …, 17 квалитеты используются для размеров деталей с относительно низкой точностью.
Посадка – характер соединения деталей, определяемый величиной получающихся в ней зазоров или натягов.
Допуск посадки – сумма допусков отверстий и вала, составляющих соединение.
Зазор – разность размеров отверстия и вала, если размер отверстия больше размера вала.
Натяг – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадка с зазором – посадка, при которой обеспечивается зазор в соединении. Для образования посадок с зазором используют поле допусков a-h (A-H).
Посадка с натягом – посадка, при которой обеспечивается натяг в соединении. Для образования таких посадок используют поле допусков p-zc (P-ZC).
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга. При таких посадках поле, допусков отверстий и валов перекрываются частично или полностью. Для образования переходных посадок обычно применяют поля допусков j-n (J-N).
Наименьший и наибольший зазоры – два предельных значения, между которыми должен находиться действительный зазор.

рис. 21. Иллюстрация понятия
наименьшего и наибольшего зазора
Наименьший и наибольший натяги – два предельных значения, между которыми должен находиться действительный натяг.
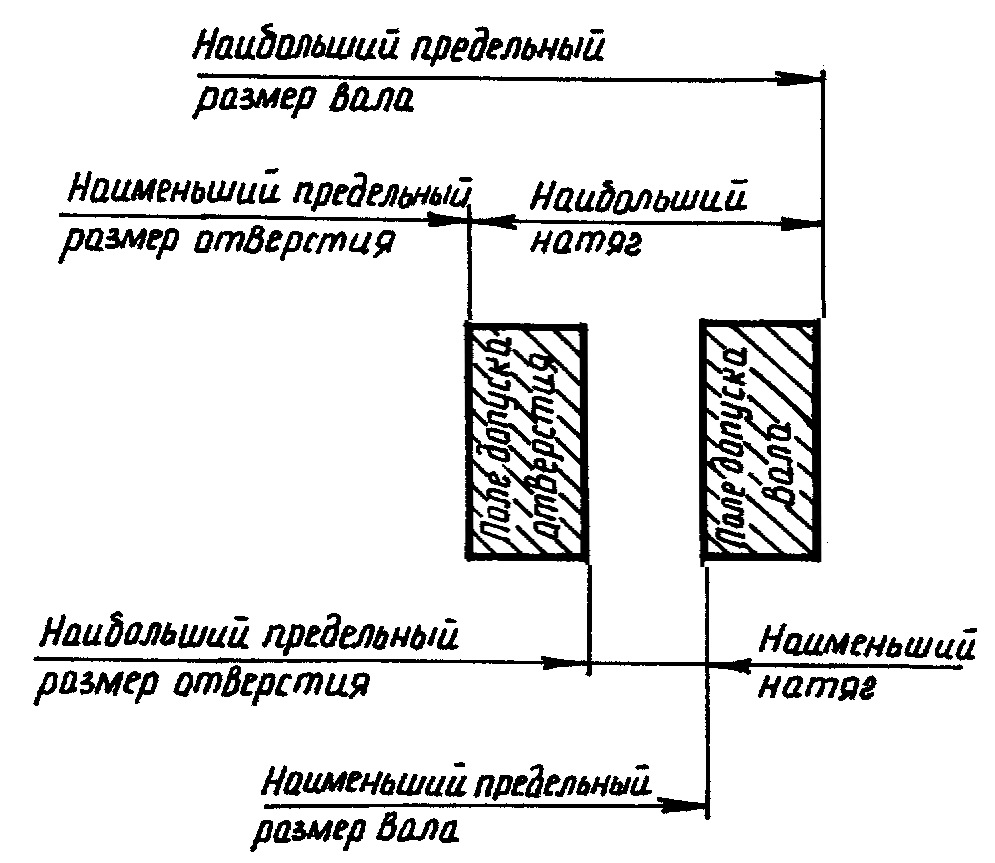
рис. 22. Иллюстрация понятия
наименьшего и наибольшего натяга
Как видно из рис. 20 одну и ту же посадку можно получить различными путями, сочетая отверстия и валы с различными полями допусков.
В ЕСДП посадки назначают, либо в системе отверстия, либо в системе вала. При этом предпочтение отдается системе отверстий.
Посадки в системе отверстия – посадки, в которых различные зазоры и натяги получают соединением различных валов с основными отверстиями.
Посадки в системе вала – посадки, в которых различные зазоры и натяги получают соединением различных валов с основным валом.
Формирование посадок в системах отверстия и вала проиллюстрировано на рис. 23, рис. 24.
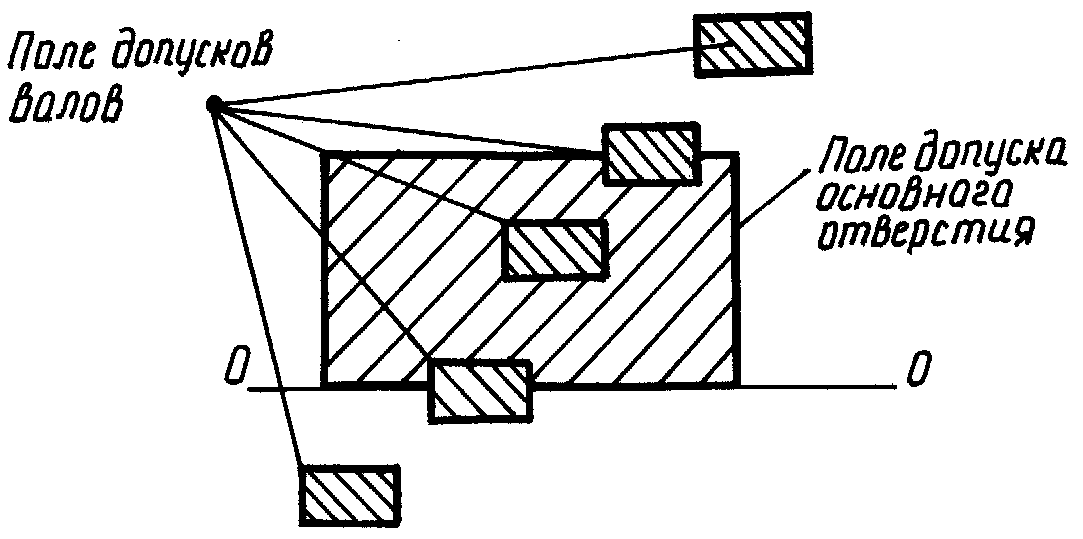
рис. 23. Посадки в системе отверстий
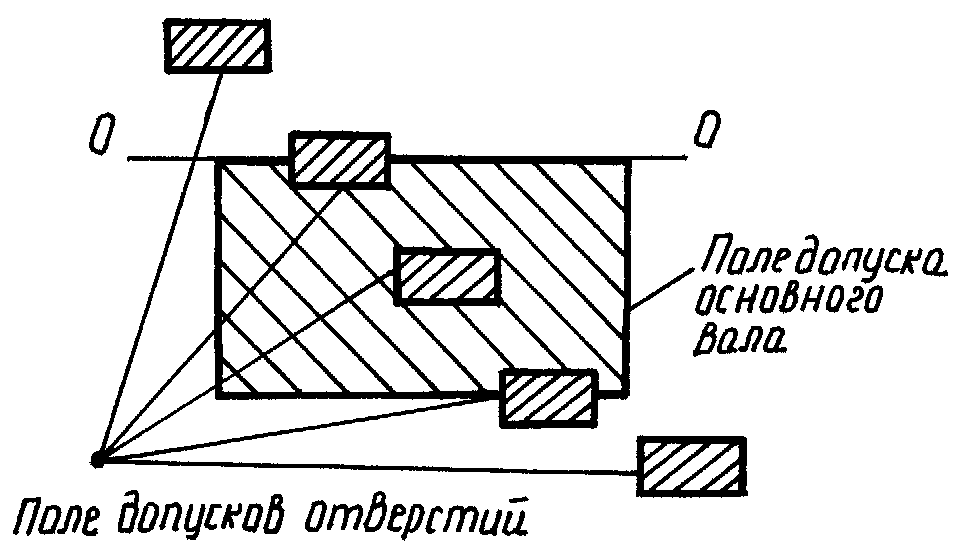
рис. 24. Посадки в системе вала
Указание предельных отклонений и посадок на чертежах
Предельные отклонения размеров на чертежах могут указываться:
1) условными обозначениями, например:
Æ18Н7; 12е8; Æ16h6.
Структура такого обозначения достаточно проста
Номинальный Размер (мм) |
Условное обозначение поля допуска |
Номер квалитета |
2) числовыми значениями:
Æ18Н7 « Æ 18 +0,018 – для отверстий не указывается нижнее предельное отклонение, равное 0!
12е8 « 12![]() – относительно номинального размера.
– относительно номинального размера.
3) комбинированным способом:
Æ18Н7 (+0,018) ;
12е8
![]()
В настоящее время предпочтителен первый способ указания предельных отклонений.
Обозначение посадок образуется сочетанием обозначений полей допусков отверстия и вала.
Например:
![]() ;
…
;
…![]() ;
…
;
…![]() …
.
…
.
(Различные посадки в системе отверстий)
…![]() ;
…
;
…![]() ;
…
;
…![]() - примеры обозначения посадок в системе
вала.
- примеры обозначения посадок в системе
вала.