

3.2.2 Основные схемы базирования по опорным базам
Схемы базирования зависят от формы поверхностей обрабатываемых заготовок, большинство которых, как правило, ограничено плоскими, цилиндрическими или коническими поверхностями, используемыми в качестве опорных баз.
Основными схемами базирования являются: базирование призматических деталей; базирование длинных цилиндрических деталей; базирование коротких цилиндрических деталей.
Схема базирования призматических деталей. Эта схема предусматривает базирование заготовок деталей типа плит, крышек, картеров и др. Каждая обрабатываемая заготовка призматической формы, если ее рассматривать в системе трех взаимно перпендикулярных осей (рис. 32), имеет шесть степеней свободы: три перемещения вдоль осей Ох, Оу, Оz и три перемещения при повороте относительно этих же осей. Положение заготовки в пространстве определяется шестью координатами (рис. 32, пунктирные линии).
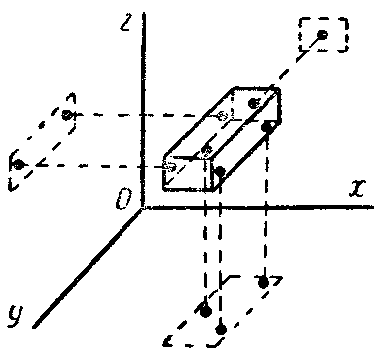
Рис. 32 Схема положения заготовки в системе трех
взаимно перпендикулярных плоскостей
Три степени свободы, т, е. возможность перемещаться в направлении оси Оz и вращаться вокруг осей Ох и Оу, ограничиваются тремя координатами, определяющими положение заготовки относительно плоскости хОу.
Две степени свободы, т. е. возможность перемещаться в направлении оси Ох и вращаться вокруг оси Оz, ограничиваются двумя координатами, определяющими положение заготовки относительно плоскости уОz.
Шестая координата, определяющая положение заготовки относительно плоскости хОz, ограничивает ее возможность перемещения в направлении оси Оу, т. е. лишает ее шестой - последней степени свободы.
Этот порядок установки заготовок призматической формы называется правилом шести точек. Это правило распространяется не только на заготовки призматической формы, базируемые по их наружному контуру, но и на заготовки другой формы, при использовании для их установки любых поверхностей, выбранных для базирования.
Увеличение опорных точек сверх шести не только не улучшает, но и ухудшает условия установки, так как обрабатываемая заготовка, как правило, имеет отклонения от правильной геометрической формы, местные неровности поверхности, что может приводить к самопроизвольной установке заготовки в приспособлении.
Нижняя поверхность заготовки с тремя опорными точками называется главной установочной базой. Как правило, в качестве главной установочной базы выбирают поверхность с наибольшими размерами.
Боковая поверхность с двумя опорными точками называется направляющей установочной базой, для которой выбирают поверхность наибольшей протяженности.
Поверхность с одной опорной точкой называется упорной установочной базой.
Свои особенности имеют схемы базирования длинных и коротких цилиндрических деталей.
Методика выбора базирующих поверхностей
Выбор установочных баз производят с целью наметить как сами базы, так и порядок их смены (если необходимо) при выполнении технологического процесса механической обработки детали. Исходными данными при выборе баз являются: рабочий чертеж детали с простановкой заданных размеров, технические условия не ее изготовление, вид заготовки, а также желаемая степень автоматизации процесса. При выборе баз учитывают условия работы детали в механизме. Принятая схема базирования определяет конструктивные схемы приспособлений и влияет, на точность размеров и взаимно3го положения поверхностей детали. Наилучшие результата по точности обработки обеспечиваются при выдерживании принципа совмещения баз. В этом случае погрешности базирования равны нулю. При невозможности выдержать данный принцип (например, из-за недостаточной устойчивости заготовки при малых размерах измерительной базы) за установочную базу принимают другую поверхность, стремясь уменьшить нежелательные последствия несовмещения баз.
Выдерживание принципа постоянства баз способствует повышению точности взаимного положения поверхностей детали. Высокая степень концентричности поверхностей вращения обеспечивается, в частности, при использовании одной и той же установочной базы. Соблюдение данного принципа повышает однотипность приспособлений и схем установки, что важно при автоматизации технологического процесса. Стремление более полно выдержать этот принцип приводит к созданию на детали искусственных (вспомогательных) баз: бобышек, платиков, центровых гнезд, установочных поясков и других элементов, а также к выполнению всей обработки за один установ на базе черных поверхностей исходной заготовки. Последний случай имеет место при обработке деталей из прутка на автоматах, многопозиционных и агрегатных станках, а также при использовании приспособлений-спутников на автоматических линиях.
При выборе баз должны быть сформулированы требования по точности и шероховатости их обработки, а также предусмотрена необходимость повторной обработки в целях ликвидации возможной деформации от действия остаточных напряжений в материале заготовки. Выбор баз связан с первой наметкой плана обработки детали, который подвергается дальнейшей детализации на последующих этапах проектирования технологического процесса.