

2.3.4 Технологическое оснащение, применяемое при обработке плоскостей
Фрезерные станки снабжают вспомогательными приспособлениями, которые подразделяют на универсальные, нормализованные и специальные.
К универсальным приспособлениям относятся: делительные головки, вращающиеся, угловые и поворотные столы и машинные тиски.
Делительные головки бывают для простого деления, непосредственного деления, универсальные и оптические. Универсальные делительные головки применяют для периодического поворота заготовки на определенный заданный угол (методом непосредственного, простого или дифференциального деления); непрерывного вращения заготовки при фрезеровании винтовых поверхностей (канавок фрез, разверток, сверл и т. п.); установки заготовки в заданное угловое положение относительно плоскости стола станка.
Вращающиеся универсальные столы являются принадлежностью универсально-фрезерных станков, но их используют и на вертикально-фрезерных станках в тех случаях, когда требуется придать заготовке, закрепленной на столе, вращательное движение в горизонтальной плоскости. Круглый стол можно вращать вручную или механически.
Угловые столы служат для того, чтобы устанавливать плоскость заготовки, подлежащей обработке, под заданным углом в плоскости стола станка.
Поворотные столы применяют для многопозиционной обработки. В таких случаях на столе закрепляют два одинаковых приспособления и во время обработки заготовки, закрепленной в одном из них, устанавливают новую заготовку в другое приспособление. По окончании фрезерования одной заготовки стол поворачивают вокруг вертикальной оси, подводя вновь установленную заготовку в зону обработки. Таким образом, вспомогательное время на установку и закрепление заготовок, а также на открепление и снятие обработанных заготовок перекрывается машинным временем.
Особенностью всех приспособлений для фрезерных станков является высокая жесткость корпуса и зажимных элементов. Это требование обусловлено тем, что при фрезеровании контакт кромок режущего инструмента с обрабатываемой заготовкой является прерывистым, вследствие чего опасность появления вибраций при фрезеровании больше, чем, например, при точении или сверлении.
Приспособления для фрезерных работ обычно размещают на столах фрезерных станков и перемещают вместе с ними со скоростью подачи. Для фрезерных работ используют типовые и универсальные приспособления, к числу которых относятся пневматические станочные тиски (рис. 16).
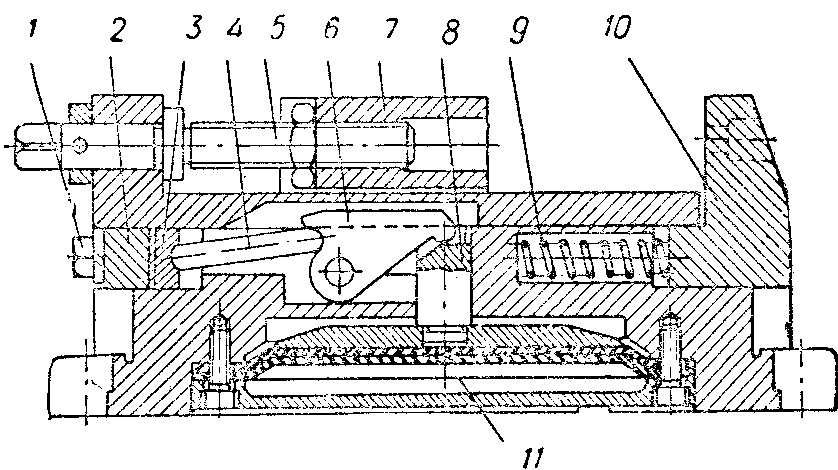
Рис. 16. Универсальные тиски с пневмоприводом
С помощью болтов 1 концы П-образной подвижной губки 10 соединены с планкой 2. Неподвижная губка 7 может быть установлена в необходимое положение винтом 5. При зажиме заготовки шток 8 пневматической камеры 11 с помощью рычага 6, стержня 4 и вкладыша 3 перемещает подвижную губку 10. Обратный ход губки 10 совершается посредством пружины 9.
К типовым приспособлениям относятся также пневматические приспособления без усиливающих устройств, где шток зажимает заготовку. Однако применение их ограничено небольшими силами резания, а также необходимостью предварительной подготовки мест зажима.
Наиболее распространенным типовым приспособлением для фрезерных работ является пневматическое зажимное устройство с клиновым усиливающим механизмом.