

2.1.3 Особенности отделочной обработки
Основными операциями доводочной обработки являются притирка, хонингование, доводка.
Притирка. Для притирки применяют притиры, изготовленные из мягких материалов: чугуна, цветных металлов и сплавов, пластмасс, зеркального стекла и др.
К основным притирочным материалам относятся: корунд естественный, электрокорунд нормальный и белый, карбид кремния, окись хрома, порошки алмаза и карбида бора. Размеры абразивных зерен или микропорошков влияют на съем металла и чистоту поверхности в процессе притирки и доводки, поэтому выбор притирочных материалов зависит от заданных требований.
Притирку производят свободным абразивом, внедряющимся в процессе обработки в поверхность притира в результате трения с некоторым давлением обрабатываемой поверхности и поверхности притира; предварительно внедренным в поверхность притира абразивом; свободным невнедряющимся абразивом при применении относительно мягкого абразивного материала (например, венской известью, окисью хрома и др.); химическими пастами (например, ГОИ) в среде керосина для снятия окислов с обрабатываемой поверхности. В качестве смазывающей жидкости применяют керосин, бензин и машинное масло.
Наряду с машинной применяют и ручную притирку (например, одновременную обработку парных сопрягаемых деталей). В этом случае сопряженные поверхности двух деталей взаимно притираются одна к другой, выполняя функции притиров.
Припуски для притирки поверхностей тел вращения составляют 0,05 ÷ 0,1 мм по диаметру. Притирка обеспечивает получение точности размеров по 6-му квалитету и шероховатость поверхности 0,08 мкм.
Хонингование (шлифование брусками). Этот вид обработки применяют преимущественно для отделки отверстий, однако в практике он встречается и при отделке наружных поверхностей тел вращения, в частности шеек коленчатых валов. Хонинговальное устройство (рис. 3) состоит из разжимных скоб 4 и 5 и инструмента - абразивной головки, представляющей собой разрезанный полый цилиндр, - колодок 3 и 6, вдоль образующих которых укреплены абразивные бруски 1, 2, 7 и 8.
При вращении заготовок обрабатываемая поверхность охватывается разжимными скобами, которые прижимают колодки с брусками к шейкам коленчатого вала, осуществляя этим самым их обработку.
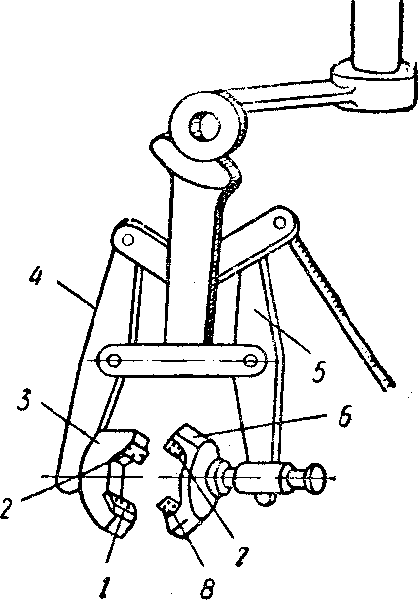
Рис. 3. Схема конструкции хонинговального устройства
для обработки шеек вала
При хонинговании применяют бруски из карбида кремния зернистостью 12 ÷ 30 (в зависимости от заданного класса чистоты поверхности). В качестве охлаждающей жидкости применяют водно-мыльные растворы или керосин.
Тонкая доводка (суперфиниш) предназначена для обработки поверхности любых форм и в отличие от хонингования допускает только небольшие припуски. Но наряду с достижением высокой чистоты поверхности не может обеспечить исправления геометрической формы поверхностей.
Доводку осуществляют абразивным бруском, совершающим колебательные возвратно-поступательные движения с большой частотой (от 200 до 1000 в минуту) и малой амплитудой (ход брусков от 2 до 6 мм) по поверхности вращающейся заготовки при скорости резания от 0,05 до 2,5 м/сек. В результате колебательного движения абразивного бруска по обрабатываемой поверхности гребешки неровностей срезаются, и поверхность становится более гладкой и ровной.
На (рис. 4, а) показана схема тонкой доводки шейки коленчатого вала. Абразивная головка 1 с двумя брусками 2 совершает возвратно-поступательное движение по шейке вращающегося коленчатого вала с частотой 450 колебаний в минуту и с ходом 2 ÷ 3 мм, в результате чего поверхность шейки вала доводится до нужных пределов чистоты.
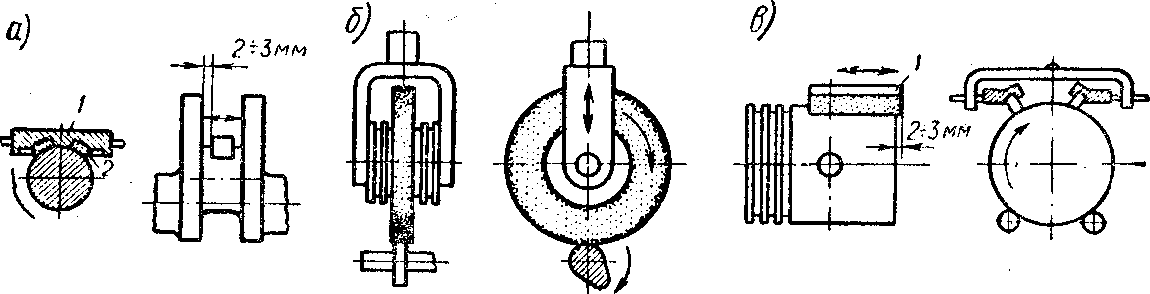
Рис. 4. Схемы суперфиниширования
На (рис. 4, б) приведена схема доводки кулачков распределительного вала. В данном случае абразивным инструментом служит шлифовальный круг, который во время работы находится в контакте с поверхностью кулачка распределительного вала. Распределительный вал совершает одновременно вращательное и колебательное движения, а также поступательное вдоль образующей, благодаря чему и осуществляется тонкая доводка обрабатываемой поверхности.
На (рис. 4, е) изображена схема тонкой доводки наружной поверхности поршня, находящегося только во вращательном движении.
Абразивная головка 1 совершает здесь возвратно-поступательное движение с несколько большим ходом, чем в предыдущих случаях, осуществляя доводку наружной поверхности поршня.