

2.4 Обработка сложных поверхностей
2.4.1Виды сложных поверхностей и их классификация
В конструкциях современных турбин, автомобилей, металлорежущих станков, самолетов, механизмов и т. п. применяют детали сложной формы.
Использование в деталях поверхностей сложной формы обусловлено назначением и требованиями выполняемого деталью, узлом или машиной рабочего процесса (например, придание рабочему колесу турбины в сечении формы равного сопротивления), необходимостью повышения к. п. д. энергетических и силовых установок (например, формы лопастей водяных и паровых турбин, гребных винтов и т. п.) и необходимостью осуществления заданного движения в машине или у механизме (применение кулачков в распределительных валиках двигателей, кинематических цепях станков и т. п.).
На рис. 17 приведены характерные виды деталей со сложными поверхностями.
В технике применяют разнообразные поверхности, однако наиболее распространенными являются три вида поверхности: поверхности, подчиненные математическим уравнениям, определенной формы и с определенным расположением в пространстве называются алгебраическими, поверхности, форма которых определена отдельными точками, а координаты этих точек заданы в виде числовых отметок, обычно сведенных в таблицу, называются поверхностями с числовыми отметками, поверхности, форма которых определяется конструктивной необходимостью, называются конструктивными.
Поверхности с образующей в виде прямой линии называются линейчатыми. В свою очередь линейчатые поверхности подразделяются на два вида: развертываемые и неразвертываемые поверхности. К развертываемым относятся цилиндрические и конические поверхности. К неразвертываемым поверхностям относятся конусоиды, коноиды и различные гиперболоиды и параболоиды.
Поверхности с образующей в виде кривой линии называются нелинейчатыми. К ним относятся поверхности второго порядка (шаровидные, сфероидальные и т. п.).
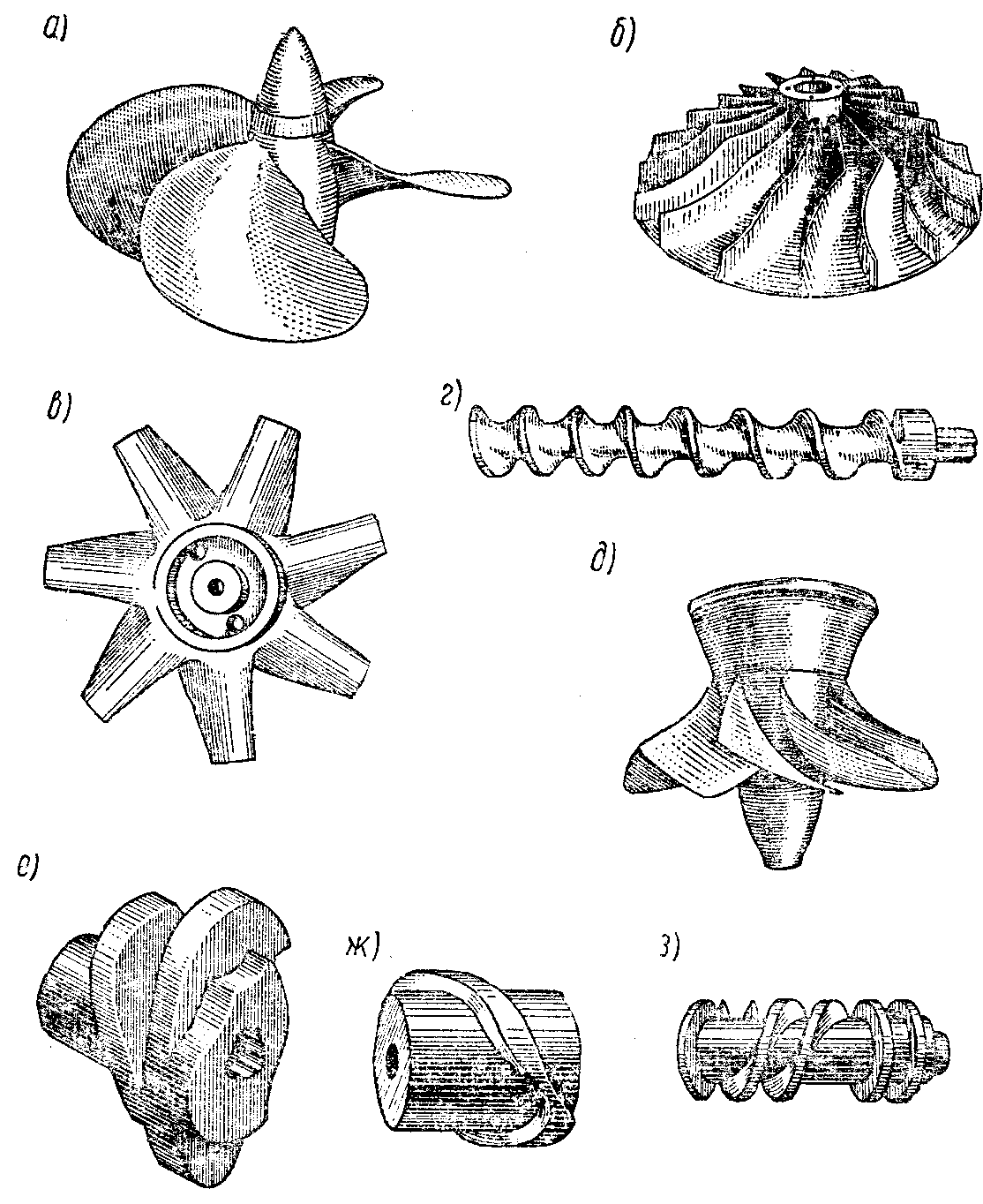
Рис. 17 Виды деталей со сложными поверхностями:
а) гребной винт; б) крыльчатка; в) колесо насоса;
г) винт с переменным шагом; д) колесо водяной турбины; е) дисковый кулачок; ж) цилиндрический кулачок;
з) блок из кулачков
Поверхности, образованные сочетанием двух движений образующей, расположенной под некоторым углом к оси, вращением ее вокруг оси с одновременным поступательным перемещением вдоль оси, называют винтовыми.
Поверхности с числовыми отметками применяют при необходимости задавать форму поверхности, исходя из физических условий ее работы. К ним относятся профили лопаток паровых, газовых и водяных турбин, гребных винтов и др.
Различают также переходные поверхности, к которым относятся, например, поверхности перехода от ступицы к лопасти в гребных винтах, от хвостовой части к рабочей в лопатке турбины и т. п.
2.4.2 Методы обработки сложных поверхностей
Сложные поверхности можно обрабатывать различными методами: с помощью копиров, с использованием настроенных кинематических цепей, с применением так называемых построителей, а также при сочетании различных методов обработки.
Копиры представляют собой ведущую деталь копировального устройства, очертание которой определяет траекторию движения режущего инструмента, соответствующую профилю обрабатываемой поверхности.
Системы управления процессом копирования подразделяют на системы прямого и непрямого действия.
При прямом действии контакт копировального ролика (пальца) и копира обеспечивается весом груза, силой гидравлического давления или силой сжатия пружины.
При системе непрямого действия копировальный ролик находится в соприкосновении с копиром под действием незначительной силы, измеряемой сотнями или даже десятками граммов. В этой системе копировальный ролик является промежуточным подвижным элементом, незначительные перемещения которого, измеряемые в сотых или десятых долях миллиметра, в виде команд передаются в специальные усилительные устройства, которые воздействуют на исполнительные механизмы и перемещают режущий инструмент и обрабатываемую заготовку.
На (рис. 18, а) приведена схема копировальной обработки по системе прямого действия с механическим управлением. Стол 9 перемещается ходовым винтом 8 от редуктора 7. На столе 9 установлен копир 1 и заготовка 10. При движении стола палец 2 совместно с бабкой 3 под действием копира 1 сжимает пружину 4 и перемещается в вертикальном направлении по стойке 5. Фреза 6, имеющая форму и размеры пальца 2, при перемещении совместно с бабкой обрабатывает заготовку, придавая ей форму копира. Работа пружины 4, сила которой больше, чем вертикальная слагающая от силы резания на фрезе, обеспечивает постоянный контакт между пальцем и копиром.
На (рис. 18, б) показана схема копирования по системе непрямого действия с гидравлическим, пневматическим или электронным управлением. Стол 12 с копиром 14 и заготовкой 13 перемещается от редуктора 10 через ходовой винт 11. При этом палец 1 под действием копира 14 перемещается в корпусе 2, соединенном с бабкой 5. Пружина 3 обеспечивает постоянный контакт между пальцем и копиром. Незначительное перемещение пальца, как элементарную команду управления, можно увеличить, используя электронные, гидравлические, пневматические или другие устройства. Это усиление происходит в аппарате 4, который затем сообщает команду двигателю 6; последний через редуктор и ходовой винт 7 перемещает по стойке 8 бабку 5. Соответственно фреза 9 обрабатывает заготовку по профилю копира.
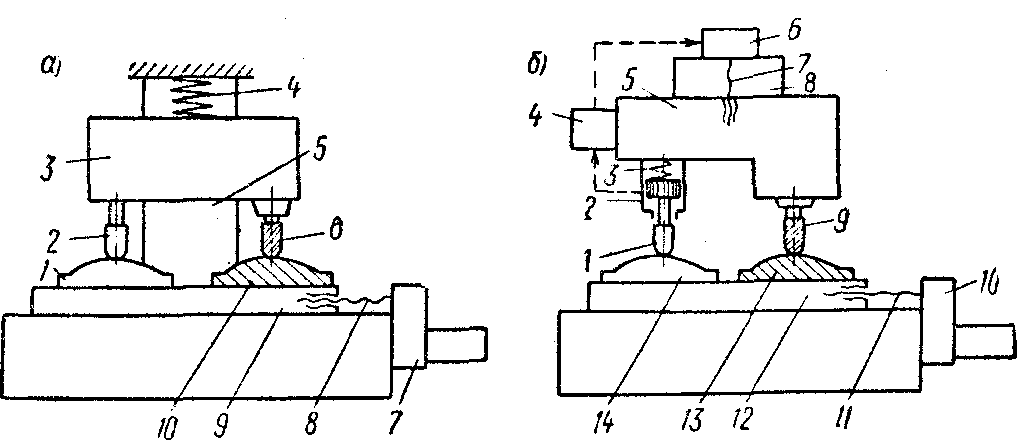
Рис. 18. Принципиальные схемы копирования
Системы прямого действия обычно применяют на копировальных станках с механическим или ручным управлением, а системы непрямого действия - на копировальных станках с электронным, гидравлическим или пневматическим управлением.
.