

Цель закалки – предельное повышение твердости стальной детали. Закалке подвергают поршневые пальцы, коленчатые валы двигателей и механических прессов, распределительные валы, валы редукторов, оси, шестерни, торсионы, пружины, рессоры, режущие и измерительные инструменты и другие детали.
Отпуск проводится для устранения внутренних напряжений в металле, повышения его пластичности и ударной вязкости в определенной (заданной) мере.
Превращения, происходящие в стали при охлаждении
При переохлаждении стали происходит распад аустенита. Из однородного твердого раствора кристаллизуются две отличающиеся по химическому
составу фазы: феррит (почти без углерода), цементит (содержащий 6,67% уг-
лерода). Ведущими фазами в этом процессе является цементит (для заэвтек-
ходит совместный рост кристалликов феррита иИцементита. То есть в основе распада аустенита на перлит, сорбит, троостит лежит диффузионное перерас-
тоидных сталей) или феррит (для доэвтектоидных сталей), образующиеся
обычно на границах зерен аустенита. При росте частиц карбидов лишаются
углерода окружающие их области. Зарождаются пластинки феррита. Проис-
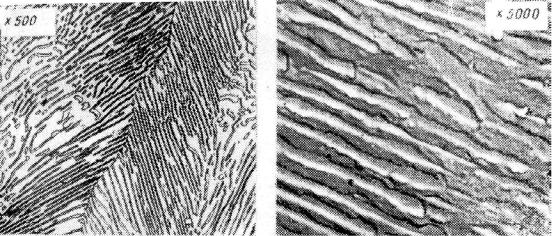
пределение углерода. При небольших степенях переохлаждения аустенит |
|||
|
|
|
Д |
превращается в пластинчатый перлит (рис. 3.1). |
|||
|
|
А |
|
|
б |
|
|
и |
|
|
|
С |
|
|
|
а б
Рис. 3.1. Микроструктура пластинчатого перлита: а – х 500; б – х 5000
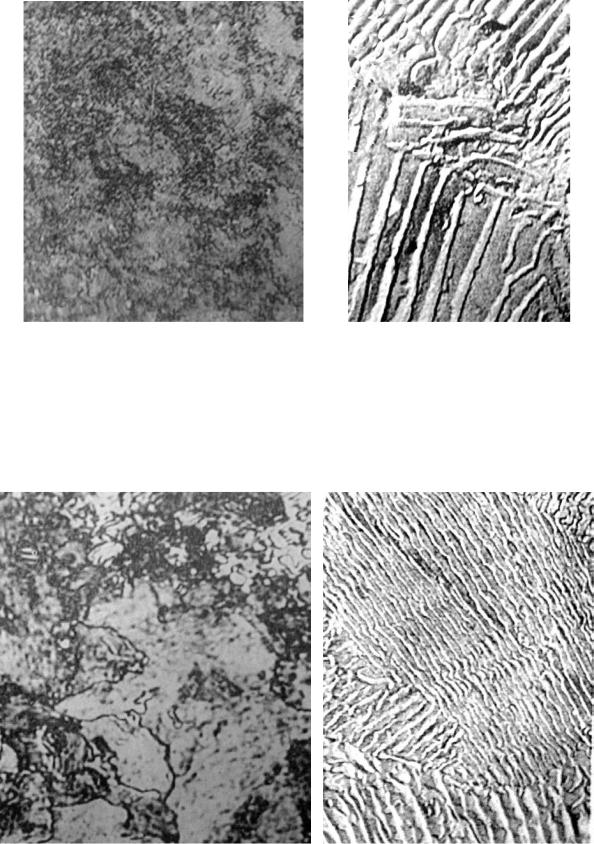
При утолщении ферритной пластины он оттесняется в аустенит и создаются благоприятные условия для появления новых цементитных пластин. Чем больше переохлаждение, тем тоньше пластинки феррита и цементита. Мелкопластинчатый перлит определяет структуру сорбита (рис. 3.2) и тонкодисперсный перлит – структуру троостита (рис. 3.3).
24
а |
б |
Рис. 3.2. Структура сорбита закалки: б – х 39000 |
|
|
Д |
При температурах от 550 °C до точки Мн протекают промежуточные |
|
|
А |
превращения, которые присущи как диффузионномуИ, так и бездиффузион- |
|
ному превращениям. Такие превращения называются бейнитными. Мик- |
|
|
б |
роструктуры бейнита представлены на рис. 4. |
|
и |
|
С |
|
а |
б |
Рис. 3.3. Микроструктура троостита закалки: б – х 39000
25
а б
|
|
|
И |
|
|
|
Д |
|
|
и |
А |
|
|
|
в |
|
|
||
|
|
|
|
|
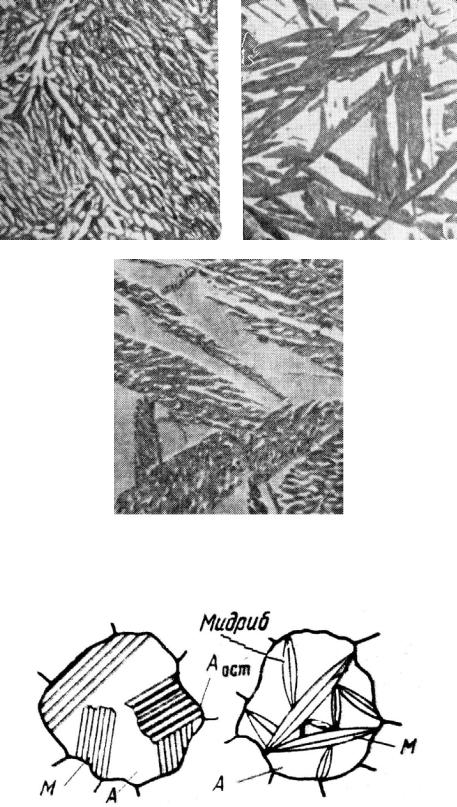
Рис. 3.4. М кроструктура ейнита: а – верхний бейнит, х 50000; |
||||
С |
|
|
|
|
б – нижний бейн т остаточныйбаустенит, х 500; |
в – нижний бейнит |
|||
|
остаточный аустенит, х 10000 |
|||
а |
б |
Рис. 3.5. Схема пакетного (а) и пластинчатого (б) мартенсита: А – аустенит; М – мартенсит (мидриб – зона микродвойниковой повышенной травимости)
26
а б
|
|
И |
|
в |
Д |
|
|
А |
г |
|
|
|
|
б – пла- |
|
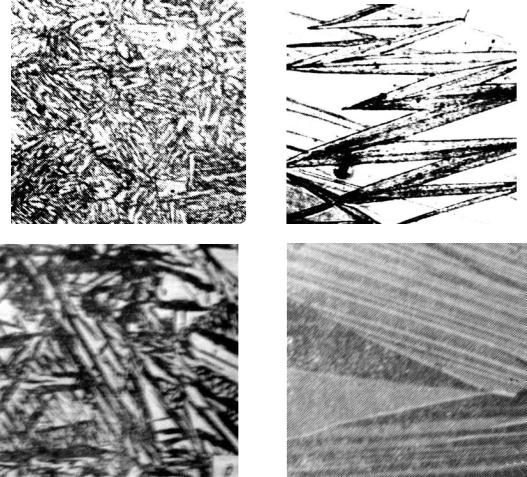
Рис. 3.6. Микроструктура мартенс та: а – низкоуглеродистая пакетная, х800; |
|||
стинчатая (фермообразноеирасположениебпластин, х 500); в – высокоуглеродистая пластинчатаяСи остаточный аустенит; г – мартенситный рельеф (пакетный)
При очень больших степенях переохлаждения (до температур ниже точки Мн) происходит бездиффузионное превращение аустенита в пересыщенный твердый раствор внедрения углерода в железе Feα (мартенсит). Мартенсит тверже бейнита, имеет низкие пластичность и ударную вязкость.
Структура мартенсита представлена на рис. 3.6. Существует два типа кристаллов: пакетные (реечные, рис. 3.5, а), которые имеют форму тонких пластин (0,1 – 0,2 мкм) и образуются в сталях, содержащих не более 0,5% С (рис. 3.6, а, рис. 3.6, г); пластинчатые (двойникованные, рис. 3.5, б), которые имеют линзовидную форму и образуются в высокоуглеродистых сталях, содержащих более 0,8% С (рис. 3.6, б, рис. 3.6, в).
27